

Dobrometr
-
Число публикаций
389 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Сообщения опубликованы Dobrometr
-
-
2 часа назад, scbist сказал:
Прошу прощения, но у меня есть еще вопрос к специалистам по поводу измерения детали на станке
Я полагаю, что после проточки этого размера, цех обесточивается, включаются кондиционеры, 2 дня работают, чтобы выровнять температуру и влажность во всём цехе, потом ещё деталь в этих условиях сутки на станке висит, затем в цех входит единственный человек с нутромером INSIZE от дилеров в РФ, чтобы замерить 179,04H7. Измеряет, понимает, что не доточил. Пока переодевается, электрики в щитке включают нужные рубильники, снимается ещё немножко металла. Потом снова цикл из трёх дней. И так, в конце недели получается только проверить размер. И это всё равно проще, чем снять деталь и проверить на плите.
-
7 часов назад, Killerchik сказал:
Честно говоря, странное предложение. Как мне деталь-то изготовить.
Да это так. Хохмы ради.
-
В 13.04.2024 в 18:07, Killerchik сказал:
Прошу помощи с измерением внутреннего размера
А можно договориться с конструктором, чтобы этот размер был помечен как справочный, обеспечивался точностью изготовления и не контролировать его никогда в жизни?
-
18 минут назад, Dobrometr сказал:
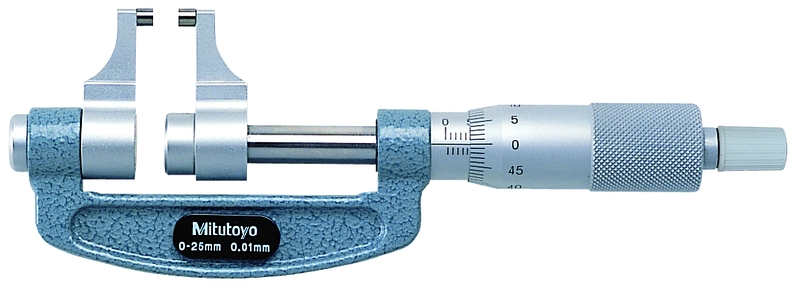
Сделать губки как у такого микрометра. Только в обратную сторону из развернуть.
Вот такие бывают нужного вам диапазона:

Фирма Helios-Preisser.
У этого изделия цилиндрические губки. Сделать аналогичные, плоские. Ещё вопрос - получится ли выдержать плоскостность на таком расстоянии? Может не просто так их делают цилиндрическими?
-
Сделать губки как у такого микрометра. Только в обратную сторону из развернуть.
-
34 минуты назад, Ника сказал:
Наверно это был бы самый лучший вариант в данной ситуации, если бы это был не паз, а выступ. Там арретир работает не в ту сторону, усилие на сжатие, а не на разжим. Ну и пятки не развернуть ((
Тогда значит нельзя без основательной доработки использовать этот нормалемер.
Видел вот такой нутромер, с плоскими губками, но с диапазоном измерения 5-30:

Может можно заморочиться и для нутромера типа Нутромер микрометрический с боковыми губками 175-200 0,01 ЧИЗ изготовить подобного рода губки? На таком большом расстоянии только погрешность будет не очень, наверное.
А ещё можно для микрометра МВМ (со ставками), изготовить спецнаконечники, которые базировались бы по штатным отверстиям микрометра, но по форме их сделать тарелками (как у микрометра типа МЗ). Только нужно предусмотреть фиксацию наконечников в микрометре, ибо при обратном ходи микровинта он будет вынимать наконечники из посадочных мест.
-
Наверное и правда, проще сделать калибр, закалить, отшлифовать в размер. Потому что подобрать СИ без доработок не получится, как мне кажется.
Можно попробовать, если по габаритам влезет, что-то вроде такого микрометра, для измерения внутренних канавок:

Но их диапазон измерения я максимум видел 75-100, можно специально под вашу задачу доработать его, перенести подвижную пятку на 100 мм и сделать его диапазоном 175-200, например. Тогда получится поймать размер 179,04H7.
Можно обычный микрометр доработать обратными пятками дополнительно, жёстко прикручиваемыми к глухой пятке и к винту, и таким образом измерять внутренний размер 179,04H7. Но проще, в таком случае, то что вы нашли уже и вам не нравится из-за покатых губок - отшлифовать в плоский размер. А можно сделать наконечники для этого самого микрометра, тогда и губки портить не придётся.
Ещё наверное можно использовать нормалемер типа БВ-5046 с головкой 2ИГ, там вроде как можно развернуть измерительные наконечники, но погрешность наверное вас не устроит.
-
1 час назад, Евгений Ч. сказал:
оп-па... а что, форум починили? файл успешно скачался!
Да, и ошибка 200 при загрузке ушла, и скачивается теперь хорошо.
-
В 04.04.2024 в 10:00, Танита сказал:
Здравствуйте.
Ищу Инструкции 128-54 по поверке угломеров, Инструкцию 47-48 для поверки микрометрического инструмента
-
4 часа назад, AlGenU сказал:
Здравствуйте!
Ищу РМГ 150-2023 "ГОСУДАРСТВЕННАЯ СИСТЕМА ОБЕСПЕЧЕНИЯ ЕДИНСТВА ИЗМЕРЕНИЙ (ГСИ). ВЕСЫ НЕАВТОМАТИЧЕСКОГО ДЕЙСТВИЯ. РУКОВОДСТВО ПО КАЛИБРОВКЕ". Если есть у кого нибудь поделитесь.
-
46 минут назад, AlGenU сказал:
Здравствуйте!
Ищу РМГ 150-2023 "ГОСУДАРСТВЕННАЯ СИСТЕМА ОБЕСПЕЧЕНИЯ ЕДИНСТВА ИЗМЕРЕНИЙ (ГСИ). ВЕСЫ НЕАВТОМАТИЧЕСКОГО ДЕЙСТВИЯ. РУКОВОДСТВО ПО КАЛИБРОВКЕ". Если есть у кого нибудь поделитесь.
Лежит вот здесь.
-
43 минуты назад, Танита сказал:
Прошу прощения, почту неправильно написала...☹️
80info@segz.ru - так правильно
Отправил и сюда.
-
Пока ссылка не работает, но файл Инструкции 47-48 лежит ещё вот здесь:
-
5 минут назад, Танита сказал:
Не открываются у меня ссылки ☹️ Если у вас есть инструкции, скиньте на info80@segz.ru, пожалуйста.
Продублировал на почту.
-
-
3 минуты назад, Кира90 сказал:
А если вместо боковиков из набора применить самодельные боковики подходящей длины с выдержанными поверхностями (по плоскостности, параллельности), ну и которые поместятся в стяжки
Эти длинные боковики должны как минимум из блока КМД торчать на 198 мм, а вообще должны быть ещё длиннее.
-
21 минуту назад, scbist сказал:
Прошу прощения, может я не достаточно доходчиво сформулировал свои мысли, но ответ я дал в первом же своем ответе, а потом многократно его повторял.
Начну с конца. В ГОСТ Р 8.568 в терминах однозначно сказано, что ИО может содержать в своем составе СИ. в ГОСТ 16504 тоже однозначно сказано, что в составе ИО могут быть СИ.
Это я уже писал.
Второе. Я писал, что то, что мы называем ИО по очень строгой - Lavr'овской терминологии, чистым ИО не является. По строгой терминологии это средство испытаний состоящее из чистого ИО и встроенного в единый с ним корпус СИ и другими примочками.
Т.е., еще раз. То, что мы называем испытательным оборудованием и аттестовываем - климатические камеры, фото одной из которых которой я приводил для примера, вибростенды и другие стенды, по строгой терминологии называются средствами испытаний состоящими из чистого ИО и встроенных СИ. Именно на этот случай ГОСТ и говорит, что к встроенным в ИО СИ надо относиться именно как к СИ, т.е. поверять или калибровать.
Мы все, я надеюсь, во всяком случае я, так и делаем.
А спор у нас возникает исключительно с Lavr'ом. Но это уже просто данность, т.к. у него своя теория и способ общения.
✊
-
4 минуты назад, Влдмир сказал:
Что ж вы не ответили как надо?
Не шарю, вот и не ответил. Тем более, учитывая скорость разрастания, я бы и не успел, наверное, вклиниться в этот яростный, неудержимый поток.
А вот по поводу этого, вас поддерживаю и жму руку:
6 минут назад, Влдмир сказал:Меня больше расстраивают темы типа "Испытания арматуры и изделий из металлопроката" человек задал вопрос - а в ответ тишина, ни одного ответа. Я бывает отвечаю на такое хотя бы что то.
У меня более свежий пример, с какой-то жизненной иронией даже. Вот эта тема, там искали по рисунку логотипа производителя манометров, эта тема свежая. Я захотел как-то поковырять, найти. Пока ковырял и искал, наткнулся на тему шестилетней давности, где пользователь Kosmonafka как раз с таким логотипом искала номер госреестра на манометр, и мало того, я подумал написать ей же в ЛС, дескать, "Что-как, за шесть лет-то нашли чё-нить, кто производитель, какой номер?", на что она ответила, что ничерта не нашли, считаем, что Томский завод манометров. Ну и она пишет в этой, новой теме, ну так люди добрые, а номер-то какой? И тишина....
-
18 часов назад, Кира90 сказал:
В комплект набора принадлежностей по ГОСТ 4119-76 входят стяжки для крепления блоков мер длины и боковики. Собрала бы проход и непроход. Если смотреть ГОСТ 8.051-81, то на размер 396f7(-0,062;-0,119) предлагается погрешность измерений 0,016 мм.
Я также подумал и то же хотел предложить, но наверное ТС такой дорогой не пошёл, потому что собранный блок КМД в стяжке с боковиками на ø396 просто не дотянется вылетом боковиков до нужного места. Видимо нужна там, как товарищ Энцо сказал:
В 21.03.2024 в 11:14, Enzo сказал:проконтролировать большим калибр-кольцом
Или листовой калибр. Или СИ со специальными длинными и узкими измерительными наконечниками для измерений в условиях повышенный узкости.
-
Я всерьёз начинаю побаиваться, что напишу однажды на форум: "Господа хорошие, поделитесь, пожалуйста, документацией на такой-то прибор", а мне в ответ бах, ветка на 17 страниц обсуждений, как тут. Я всегда думал, что уж метрологи-то, что после перестройки, после безрадостного развала союза, но тихой сапой, как-то держат марку, имя метролога не марают, умеют, обладают знаниями фундаментальными и конкретно, без растеканий мысью по древу, могут всё тебе объяснить и втолковать. А здесь, вначале темы:
Вопрос:
"Добрый день. Точно помню, что были разъяснения по-моему Росстандарта об испытательном оборудовании, но не могу найти. Можете помочь? Там, среди прочего, было указано, что ИО может не только создавать условия испытаний, но и измерять."Возможные ответы:
1. "Да, такое разъяснение есть, оно вот под таким номером, вот ссылка, там как раз про ваш вопрос";
2. "Нет, вы что-то перепутали, такого нет и не было".Ощущение, либо тема больная, либо какая-то личная неприязнь к вопрошающему.
Был один Lavr, теперь появился кириллический Лавр, Всё погружается в какую-то постметаиронию. Я-то ладно, я здесь пока на роли "дурачка", больше спрашиваю, чем говорю, но что происходит с моим любимым форумом, господа хорошие?
-
9 часов назад, Осень55 сказал:
Здравствуйте. Подскажите как измерить прямолинейность оси цилиндра длиной 30 мм с допуском на прямолинейность 0.0005?
Приветствую! Такие измерения в лаборатории ЦСМ надо делать, я думаю. У нас изделия в ЦСМ с подобными допусками сдаётся, только валик для брусковых и рамных уровней, по МИ 1532-86. У валика требования на цилиндрическую поверхность ø60 мм, круглость - 0,5 мкм и профиль продольного сечения - 0,5 мкм. Измеряется от плиты, головкой 01ИГПВ в стойке С-II. В двух взаимно перпендикулярных плоскостях замеряют диаметр валика, и делают эти два замера в нескольких сечениях вдоль валика. Может и вам тоже, померить ваш ролик в нескольких сечениях, сложить по модулю максимальные отклонения в плюс и в минус, и разделить пополам. И сказать, что это отклонение от прямолинейности оси цилиндрической поверхности?
-
В 04.03.2024 в 09:45, Lavr сказал:
контрразведка ищет врагов среди друзей, а разведка - друзей среди врагов.

-
Ну как-то вот так.







-
9 часов назад, Алексей993 сказал:
Как добавить фото?. По объёму не пропускает
Высылайте мне на почту, я умею уменьшать изображения: suggester@yandex.ru








Измерение внутреннего размера с препятствием
в Выбор
Опубликовано
да я по-доброму.