

scbist
-
Число публикаций
14 838 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Сообщения опубликованы scbist
-
-
Возник вопрос к аудитору - как определить реальную дату возникновения метрологического отказа СИТ?
Кстати вопрос ко всем коллегам...
Этот вопрос тоже обсуждался, правда, довольно давно. Нужна статистическая обработка результатов измерений. Т.е. нужен журнал записи всех результатов измерений. Теоретически у изделий одного типа при серийном производстве характеристики должны быть стабильными. Вот и исходите из этого предположения. Любое отклонение от "привычной" величины должно вызывать вопросы. Это и способ сделать предположение об исправности СИ заблаговременно, до поверки.
P.S. Последний раз подобный вопрос, по-моему, задавала Tamy, но применительно к ЦСМ.
-
Вопрос неоднократно обсуждался на форуме, например, Моя ссылка
-
Уважаемая Ника, рассудите нас, чем же отличается "официальное подтверждение соответствия качества предоставляемых услуг некоему стандарту" от "определения квалификации, уровня знаний и умений чего-либо, а также соответствия требованиям"?
-
Разница в том, как я ее понимаю, что я аттестовывая Вас говорю, молодцы, ребята, Вы можете данную работу делать хорошо и качественно. А когда я Вас аккредитовываю, то я говорю, молодцы, ребята, Вы можете данную работу делать хорошо и качественно и я доверяю Вам ее делать от моего имени.
-
Из Википедии
Аттеста́ция (от фр. attestation от лат. attestātio — свидетельство, подтверждение) — определение квалификации, уровня знаний и умений чего-либо, а также соответствия требованиям.Аккредитация (лат. accredo, «доверять») — процесс, в результате которого приобретается официальное подтверждение соответствия качества предоставляемых услуг некоему стандарту.
Переводы мне кажется наиболее информативная часть определения.Сертифика́ция (лат. sertifico — удостоверяю) — подтверждение соответствия качественных характеристик товара стандартам качества.В первом случае кто-то подтверждает Вашу квалификацию, во втором кто-то доверяет Вам работу, в третьем - кто-то удостоверяет качество вашей работы.
По сути работы очень похожи, может быть порой и идентичные по процедуре, но результат разный.
-
Статья 11. Формы государственного регулирования в области обеспечения единства измерений
Государственное регулирование в области обеспечения единства измерений осуществляется в следующих формах:
1) утверждение типа стандартных образцов или типа средств измерений;
2) поверка средств измерений;
3) метрологическая экспертиза;
4) федеральный государственный метрологический надзор;
(в ред. Федерального закона от 18.07.2011 N 242-ФЗ)
5) аттестация методик (методов) измерений;
6) аккредитация юридических лиц и индивидуальных предпринимателей на выполнение работ и (или) оказание услуг в области обеспечения единства измерений.
Когда Вы поверяете СИ, Вы действуете не совсем от своего имени. Государство в лице аккредитующего органа наделяет Вас полномочиями. У меня в свидетельствах о поверке первая строка "Федеральное агентство по техническому регулированию и метрологии", а уже ниже название ЦСМ.
Кстати, лаборатории неразрушающего контроля не только аттестовывают, могут и аккредитовывать.
Про сертификацию jhostmc не спрашивал, видимо это ему понятно.
-
Вообще-то для таких целей применяются наборы концевых мер. Посмотрите в интернете как они выглядят и попробуйте поискать на барахолках.
-
Сами посмотрите термины и увидите разницу.
Аттестация это подтверждение качества Вашей работы, а аккредитация это работа от имени кого-то, например, государства.
Это, что называется, в двух словах. Может быть у Вас какой-то более конкретный вопрос?
-
По моему мнению Вы не правы. Я уверен. Могу отстоять свою позицию. Пишите мне в PM, пообщаемся.
Кто не прав?
В чем Вы уверены?
Если можете отстоять позицию, то почему не хотите ее опубликовать?
P.S. Я тут не единственный и далеко не самый грамотный форумчанин. Заданный вопрос имеет некоторую специальную окраску. На форуме есть специалисты работающие в данной области. Ваше компетентное мнение может быть и им полезно. Поделитесь со всеми Вашим знанием, поддержите коллег.

-
Обычно в НД есть приписка, что допускается замена на другие СИ не хуже указанных. Если у Ваших весов цена деления и погрешность не хуже, то применяйте.
-
Процессы СМК нужно выделить на основе ИСО 9001.
Прошу прощения, но эта фраза поставила меня в тупик. СМК - система менеджмента качества. ГОСТ Р ИСО 9001 «Системы менеджмента качества. Требования». Вам надо из всего спектра процессов СМК выделить Ваши?
Самый простой способ определить Ваши процессы, это взять положения об отделах и разделы задачи переоформить в процессы СМК.
-
Написал выполнить график поверки на 96% и составить график на следующий год не позднее 25 декабря. Пока проглотила.
Очеведно, что в такой формулировке это обычные функции (задачи) отдела.
Вот если говорить о целях в области качества (которые требует ИСО 9001), то можно переформулировать так:
1. Увеличить исполнение графика поверки по сравнению с прошлым годом на Х %.
2. Сократить срок составления графика поверки по сравнению с прошлым годом на Х дней.
Но все равно, это не глобальные цели всего отдела, а локальные.
Видите ли, в настоящий момент у меня в штате, кроме меня, метрологов вообще нет. Да и я главный метролог, что называется, по совместительству (через тире). Говорить в такой ситуации о глобальных целях ну как-то не очень ...
Кстати, СИ у нас осталось несколько тысяч. Это и котельная где два котла с кучей приборов, в четырех корпусах по бойлерной, я не говорю про пресса, термопласты и т.д. вообще у меня почти все виды измерений и геометрия, и масса, и давление, и электрика, и радио, проще сказать чего нет.
-
Сегодня в преддверии очередного аудита ко мне пришла наша дама по СМК с "целями" отдела на 2013 год. Но цели должны иметь численную оценку, чтобы потом можно было объективно оценить их выполнение. Написал выполнить график поверки на 96% и составить график на следующий год не позднее 25 декабря. Пока проглотила.
-
Tamy, Вы напишите, какие процессы у Вас внедрены, а мы поможем найти связь с конкурентоспособностью. Правда, может быть выписав себе наименования процессов Вы сами осознаете то, что написал Максим Андреев. Посудите сами, от качества разработки изделия или услуги зависит конкурентоспособность, от затрат на утилизацию и эффективности этого процесса тоже. Про промежуточные процессы я даже молчу. Вы работаете в ЦСМ? От того как организована приемка СИ в поверку, насколько удобно потребителю, как быстро оформляется, на какое расстояние надо транспортировать СИ и т.д. Разве это не влияет на конкурентоспособность Вашей организации?
Другими словами, напишите какие процессы по Вашему не влияют и мы Вас переубедим

-
Уважаемые господа специалисты, предлагаю прекратить данный спор, т.к. он основан на домыслах. Каждый имеет в своей голове что-то свое, а на рисунке только один размер, да и тот к измеряемой детали имеет косвенное отношение. Когда Ника пишет про 500 мм это предположение, а откуда metmot взяла 107,5 мм для меня тоже загадка. Спор получается типа, угольник проще приложить к "А" и измерить отклонение части детали, но по ГОСТу надо измерять по всей длине, "если нормируемый участок не задан". Но на приведенном рисунке не задан ни нормируемый участок, ни какой-либо другой. Остается только предположить, что есть еще один вид, который metmot не показала, где и есть требуемые размеры.
-
У нас давно уже межгород отключили. Когда надо заказываем звонок через оператора или идем к секретарю.
-
Что-то я запутался, после бакалавра идет магистр или уже кандидат наук? Теперь магистр тоже пишет диссертацию?
-
В НД есть требования к квалификации персонала, а работает человек на одном месте или в двух местах, таких вопросов я не встречал. Чем хуже начальник ИЛ, например, главного бухгалтера? Если Вы не можете загрузить человека на полную неделю и дать ему достойную зарплату, то кто вправе запрещать ему работать еще где-то. Тут вопрос должен стоять с точки зрения охраны труда. Если персонал работает без начальника, кто отвечает за его безопасность, кто следит за выполнением правил, кто ответит если кто-то из персонала пострадает на работе и т.д. А в остальном начальник, как правило, не проводит испытания, он их организовывает. Многие начальники больше времени проводят на разных совещаниях, так какая разница почему он отсутствует в лаборатории.
-
Технические вопросы голосованием не решаются, но я отдам свой голос rmetr. Все-таки это угол между базовой плоскостью, а она проходит через часть детали. Если есть такая необходимость контролировать деталь по всей дине, то можно задать неплоскостность. Измерять отклонение одной точки находящейся в воздухе относительно другой точки находящейся в воздухе... Согласен с тем, что на более длинном участке измерять отклонение проще, но нарисовано на коротком, значит так надо. Мы же не знаем, что за деталь, может быть нижний участок более ответственный, или левая нога препода так захотела.
Думаю, не стоит к студенческим заданиям относиться как к производственным. Часто они не имеют ничего общего с реальной жизнью. Порой преподы сознательно закладывают в задания подвох.
-
массой 0-250 миллиграмм
или возможность определение массы отрезков другим способом?
Способов определения массы достаточно много, например, могу предложить косвенный метод. Путем погружения отрезка в мерную посуду типа мензурки с жидкостью по объему вытесненной жидкости определять объем материала и зная плотность материала определять его массу. Учитывая, что сегодня суббота, метод вполне разумный, но в понедельник уже может не пойти.

-
Перечитал еще раз тему и решил попробовать систематизировать ответы. Что-то мы ушли в методы измерений, а как мне теперь кажется, вопрос студенческий и методы измерения в данном случае вторичны. Напомню с чего началось и чем продолжилось
1. Помогите пожалуйста перевести 0,5мм в градусы угла или 84градуса 40минут в мм.
2. Вопрос как определить, что угол 85гр 34 мин в допуске?
1. 0,5 мм и 84 градуса это разные параметры.
84гр. 40 мин. это номинальный угол к которому надо стремиться.
0,5 мм это
т.е. если Вы построите плоскость под углом 84 гр. 40 мин. относительно плоскости "А", проходящую через линию пересечения двух деталей, то отклонение контролируемой детали от построенной и измеренное на какой-то нормируемой длине должно быть не более 0,5 мм.отклонение угла между плоскостью и базовой плоскостью от номинального угла, выраженное в линейных единицах на длине нормируемого участка2. Второй вопрос для меня остается загадкой, т.к. опять нет исходных данных. Из всех возможных размеров на рисунке указан только габарит обведенный в "кружочек". Считать его базовым как-то рука не поднимается. Может быть за "норму" взять расстояние от оси до края детали и считать 0,5 мм на краю, но размеры контролируемой детали тоже не указаны.
С монитора компьютера пытаться вычислить размеры всех деталей имея только один габарит, занятие неблагодарное. Поэтому могу дать только совет который уже давала Ника. Воспользоваться тригонометрией. Надеюсь, что Вы поняли от куда ноги растут у проблемы. Вам надо вычислить величину катета в треугольнике с углом 6 мин (84 гр. 40 мин. минус 84 гр. 34 мин.), если он меньше 0,5 мм, то размер в допуске. Дело за малым, определить базовую длину.
P.S. Если я в чем-то не прав, надеюсь профессионалы в геометрических измерениях меня поправят. Заранее прошу не пинать меня ногами за то, что методике расчета принял треугольник за прямоугольный, а не равнобедренный, мне кажется, в данном случае это не принципиально.
-
Не судите строго электрика за вопрос. А что мешает воспользоваться лекальным угольником? Как я понимаю, там база А это угольник, контролируемая поверхность тоже гнутый лист. Прислонить к А базу лекального угольника, а вторую сторону для удобства вверх по чертежу и контролировать щупами зазор?
-
Ну Вы даете! Просто 5 мм в градусы не перевести. 5 мм это длина некоего отрезка, чтобы был угол должны быть еще отрезки. В угол можно перевести длину одной из сторон треугольника, но для этого надо знать величины двух других сторон, или сторону и угол.
При некоторых измерениях база известна и угол 90 градусов, тогда можно перевести длину катета в угол, но Вы не пишете, что Вы измеряете, от куда взялась длина 5 мм?
-
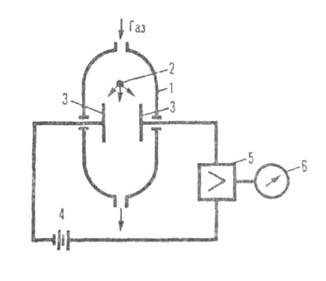
по запросу газоанализатор гугл выдал в разделе картинки вот такое
 ее можно анимировать
ее можно анимировать
Влияние непригодных СИ на продукцию
в Общие вопросы
Опубликовано
Кстати, другой подход к решению вопроса дублирование. У нас на вакуумных печах стоят два прибора, регулятор температуры - Протерм, а регистратор - ДИСК. Как только возникают расхождения ... Другой пример - регулировка изделий происходит на одном стенде, а проверка ОТК на другом. Вероятность, что два прибора использующие разные принципы работы будут врать одинаково крайне мала, с одинаковыми стендами вероятность идентичного отказа больше, но тоже не такая, чтобы вовремя не поймать отказ.