oas063
-
Число публикаций
22 -
Регистрация
-
Последнее посещение
-
Доброго дня коллеги! Почти неделю не могу опубликовать данные о поверке СИ в ФГИС "Аршин" - выдаёт "ошибка публикации" без указания причины. Может, кто то с таким сталкивался - буду признателен за совет (работа "застопорилась"). Вроде слышал, что теперь требуется какая то дополнительная электронная подпись, но никакой информации по этому поводу не нашёл. Заранее благодарен.
-
это понятно)) меня контактная информация интересует
-
Коллеги, добрый день! Может быть кто-то располагает информацией: какие организации могут провести независимую экспертизу конструкторской и технологической документации (чертеж и тех.процесс на деталь)? Заранее благодарю за помощь
-
Спасибо всем большое!
-
Доброго времени суток, уважаемые коллеги! Суть вопроса в следующем: имеется ли какой либо нормативный документ, регламентирующий проведение контрольных линейных измерений в условиях машиностроительного производства (ГОСТ, ОСТ, инструкция и т.д.). Интересуют рекомендации на проведение геометрических линейных измерений крупногабаритных изделий (наружные и внутренние диаметры от 1000 мм до 3000 мм) с поправками на внешние влияющие факторы (температурные перепады, влажность и т.д.) Заранее благодарю за ответ
-
Добрый день, коллеги! Может быть кто то уже сталкивался: калибр-пробки M300*4 6H (ПР и НЕ), какие исполнительные размеры? Пересчитывать по ГОСТ 24997-8, откровенно говоря, нет времени ... Заранее благодарен за помощь
-
Спасибо большое!
-
Благодарю за ответ. Тоже возникала подобная мысль. Но, с учётом того, что деталь "не серийная" не думаю, что идея с аттестацией и внедрением шаблона найдёт поддержку у производства...
-
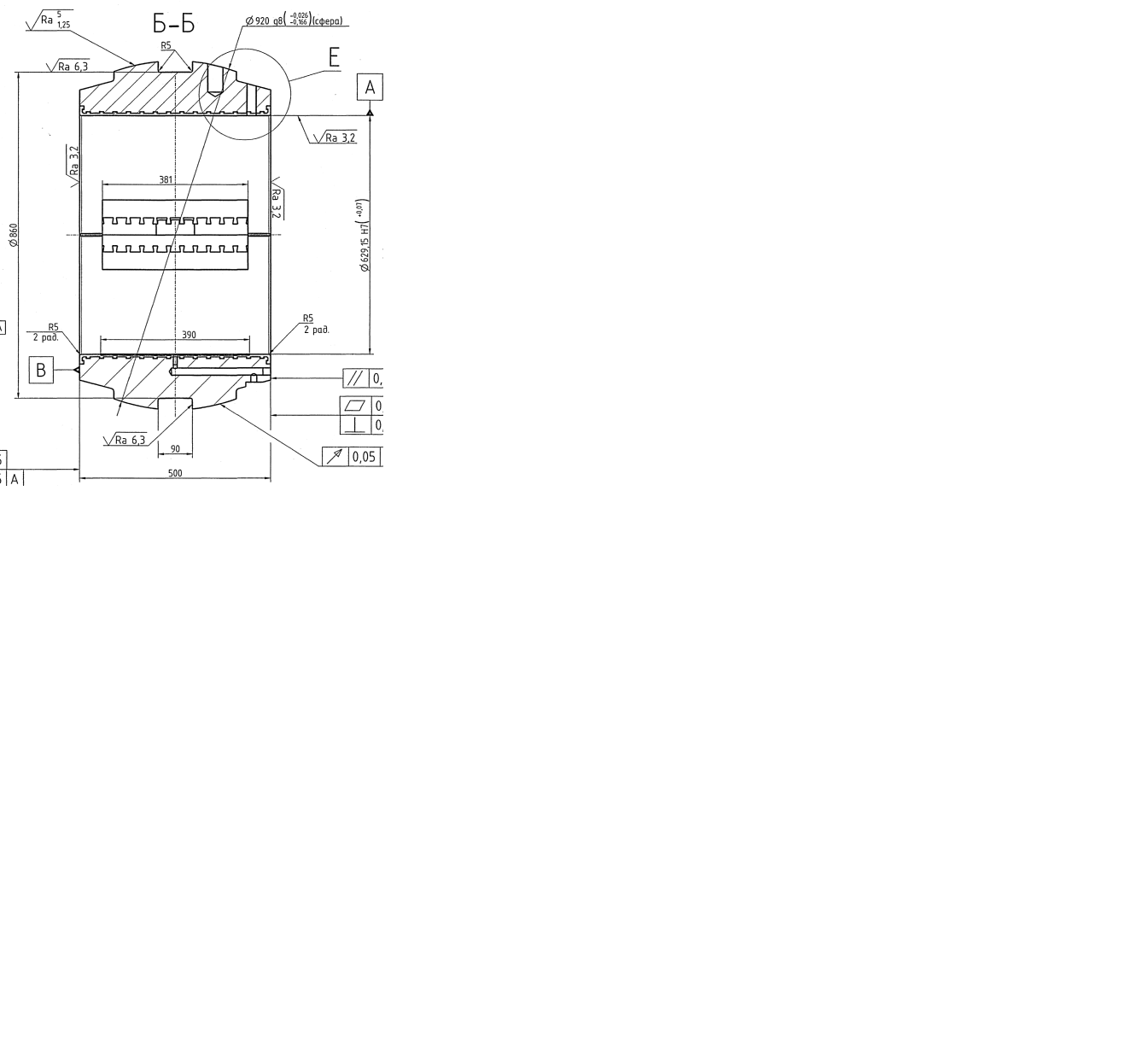
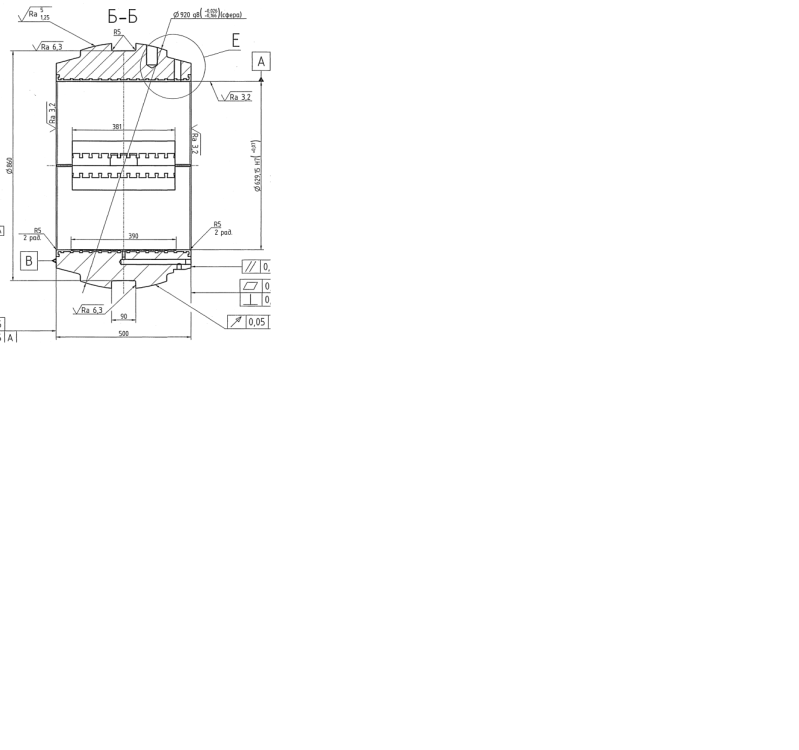
Доброго времени суток, коллеги! Поставлена задача: произвести контрольный замер наружнего диаметра на детали поверхности типа "сфера" (эскиз прилагаю). Диаметр - 920g8 (верхнее отклонение: -0,026, нижнее: -0,166). В качестве СИ по тех.процессу заложен МРИ - 1000. Ввиду сложной конфигурации детали, считаю применение данного СИ не вполне корректным. Подскажите, какие есть нормативные рекомендации по измерениям таких поверхностей? Заранее благодарен
-
Спасибо большое!
-
Доброго времени дня, коллеги! Возник такой вопрос: а являются ли оправки для проверки металлорежущих станков на радиальное биение средствами измерений? Есть ли необходимость их ставить на метрологический учет и, как следствие, проводить дальнейшие манипуляции в виде периодических поверок и калибровок? заранее благодарен за ответ.
-
Благодарю за ответ. Почему не получилось размагнитить - не знаю. Отправили на повторную. Вообще, странно, на конические калибры требования по размагничиванию есть, а на цилиндрические - отсутствуют. В любом случае, спасибо за отклик
-
Рабочее средство измерений
oas063 ответил на тема форума автора Хазиева Лариса в Студенческий раздел
??? забавно -
доброго времени суток, коллеги! Ситуация в следующем: поступили на производство новые резьбовые калибры-пробки. Сильно "магнитят". Установка размагничивания проблему не сняла. Нужно давать какое то заключение по ним. Может быть кто то сталкивался с такой проблемой, имеются ли какие то оговорки в нормативной документации о недопустимости СДК в дальнейшую работу? заранее благодарю.