

l.wadimus
-
Число публикаций
21 -
Регистрация
-
Последнее посещение
-
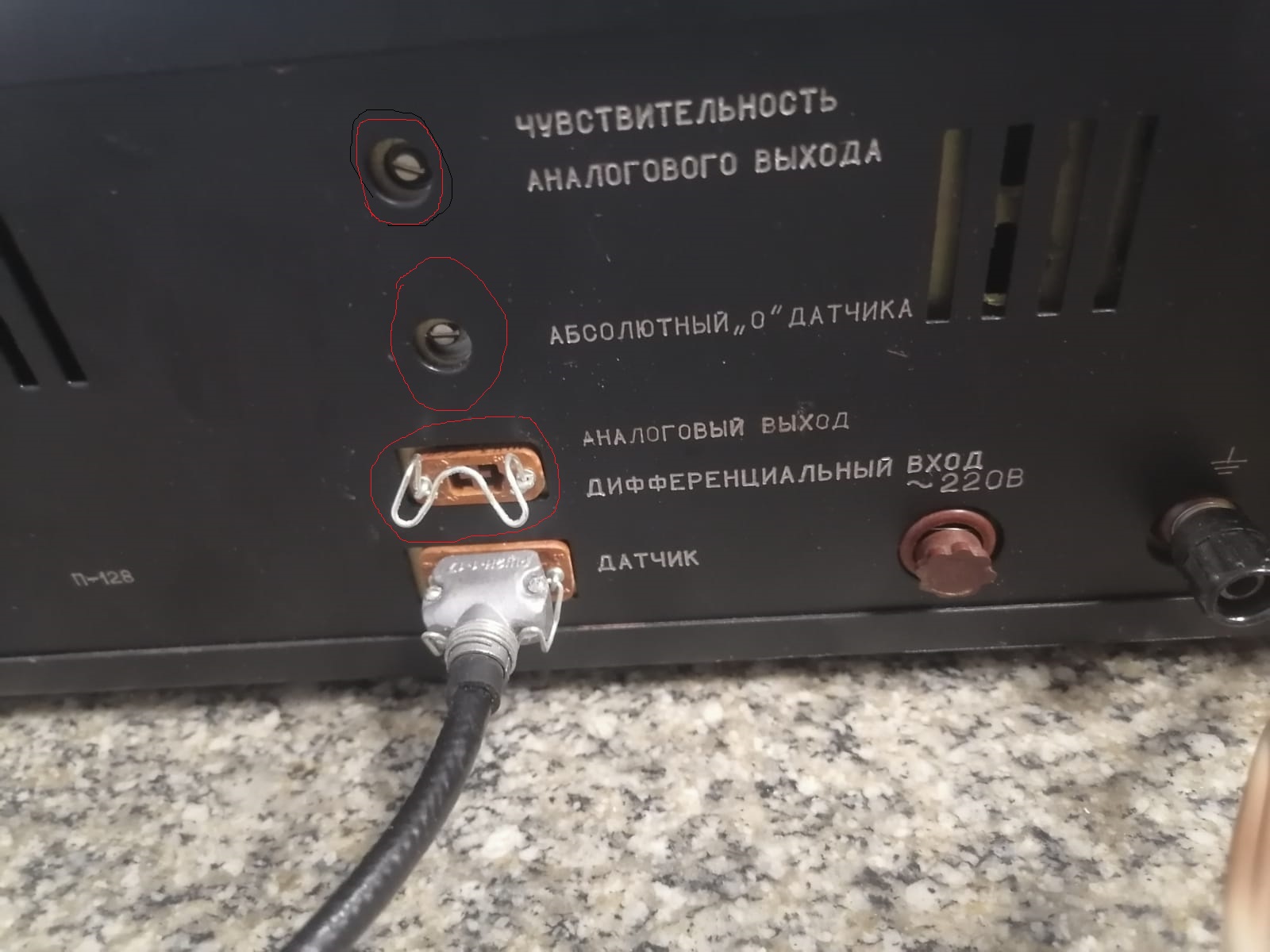
Производитель прибора Московский инструментальный завод "Калибр" , в паспорте на прибор подробного описания функционала не увидел.
-
Прошу подсказать для чего предназначены выделенные на фото органы управления уровня электронного.

.thumb.jpeg.2f6184a201ab9f0cec0ca49925a74a79.jpeg)
-
Поверка угольников Завода "Измерон"
l.wadimus ответил на тема форума автора l.wadimus в Проведение поверки
А на угольнике маркировка есть: "лейбл", год выпуска, ГОСТ 3749-77 (Угольники поверочные 90о. Технические условия.) - на нерабочих поверхностях + паспорт - может помочь. Впрочем, решает все поверяющая организация. Да конечно вся необходимая маркировка присутствует, в том числе и год выпуска,также имеются оригинальные паспорта 1985г,угольники хорошие заводские, но как их поверишь если они не установленного типа, и в гос реестр не внесены??? -
Возможна ли поверить угольники УШ Завода "Измерон" 1984г выпуска,в гос. реестре номера нет, но на паспорте нанесен знак утверждения типа, может они проходили метрологическую аттестацию,если кто компетентен подскажите как быть.
-
Поверка индикатора часового типа
l.wadimus ответил на тема форума автора l.wadimus в Проведение поверки
Индикатор как на фото в прикрепленном файле,да это действительно производство KS Feinmesszeugfabrik Suhl,печально конечно,что его нет в г/р,индикатор то отличного качества,кстати даже лутше "КРИН". -
Поверка индикатора часового типа
l.wadimus ответил на тема форума автора l.wadimus в Проведение поверки
Да конечно,это стандарт))),но вопрос остался по реестру) -
Необходимо поверить индикатор TGL 7682-1 DDR, аналог индикатора ИЧ 10 "КРИН", есть номер в реестре 11389-88, но естественно нет описания типа,индикатор еще советских времен,отсюда возникает сомнение эти ли индикаторы занесены под этим номером! Кстати нашел в сети скан паспорта. tgl-7682-1-sep-1983(немецкий индикатор).pdf
-
Калибр-кольца резьбовые (резьба метрическая)
l.wadimus ответил на тема форума автора l.wadimus в Измерения
Использую ПК 1,боковики там радиусные...))) У меня вопрос в том из чего исходить при сборке в блок мер ПР и НЕ(какой должен быть их размер) То что есть боковики - это хорошо. А по размерам - указанный ГОСТ найдите, откройте нужную таблицу. Там для кольца есть исполнительные размеры - минимум, максимум и износ. А для внутреннего диаметра вроде бы указан размер со словами - не меньше. Т.е. набираете указанный размер с учетом размера боковичков, и это должно пройти. С ГОСТами по резьбе работаю признаюсь сейчас практически каждый день(контролирую калибры),чесно признаться кольца проверял до последнего времени исключительно контрольными калибрами,но сейчас стал остро вопрос по контролю колец согласно методике))) Мне кажеться товарищ по поводу потивоположных витков правильно заметил Хорошо завта пощупаю так сказать руками,версию с нутромером,тогда думаю будет более наглядно -
Калибр-кольца резьбовые (резьба метрическая)
l.wadimus ответил на тема форума автора l.wadimus в Измерения
Использую ПК 1,боковики там радиусные...))) У меня вопрос в том из чего исходить при сборке в блок мер ПР и НЕ(какой должен быть их размер) То что есть боковики - это хорошо. А по размерам - указанный ГОСТ найдите, откройте нужную таблицу. Там для кольца есть исполнительные размеры - минимум, максимум и износ. А для внутреннего диаметра вроде бы указан размер со словами - не меньше. Т.е. набираете указанный размер с учетом размера боковичков, и это должно пройти. С ГОСТами по резьбе работаю признаюсь сейчас практически каждый день(контролирую калибры),чесно признаться кольца проверял до последнего времени исключительно контрольными калибрами,но сейчас стал остро вопрос по контролю колец согласно методике))) Мне кажеться товарищ по поводу потивоположных витков правильно заметил -
Калибр-кольца резьбовые (резьба метрическая)
l.wadimus ответил на тема форума автора l.wadimus в Измерения
Использую ПК 1,боковики там радиусные...))) У меня вопрос в том из чего исходить при сборке в блок мер ПР и НЕ(какой должен быть их размер) То что есть боковики - это хорошо. А по размерам - указанный ГОСТ найдите, откройте нужную таблицу. Там для кольца есть исполнительные размеры - минимум, максимум и износ. А для внутреннего диаметра вроде бы указан размер со словами - не меньше. Т.е. набираете указанный размер с учетом размера боковичков, и это должно пройти. С ГОСТами по резьбе работаю признаюсь сейчас практически каждый день(контролирую калибры),чесно признаться кольца проверял до последнего времени исключительно контрольными калибрами,но сейчас стал остро вопрос по контролю колец согласно методике))) -
Калибр-кольца резьбовые (резьба метрическая)
l.wadimus ответил на тема форума автора l.wadimus в Измерения
Использую ПК 1,боковики там радиусные...))) У меня вопрос в том из чего исходить при сборке в блок мер ПР и НЕ(какой должен быть их размер) Если просто внутренний диаметр то я думаю микрометрического нутромера достаточно будет(TESA). Как вариан думаю можно использовать,но может стать вопрос о том позволяет ли степень точности нутромера контролировать кольца с микронной точностью))) -
Калибр-кольца резьбовые (резьба метрическая)
l.wadimus ответил на тема форума автора l.wadimus в Измерения
Скорее всего средний диаметр контролировать надо,нужно не только КМД но и проволочки и минимум рычажная скоба или оптиметр Меня интерисует только внутренний диаметр колец,для этого неоходим тот минимум который приведен))) -
Калибр-кольца резьбовые (резьба метрическая)
l.wadimus ответил на тема форума автора l.wadimus в Измерения
Использую ПК 1,боковики там радиусные...))) У меня вопрос в том из чего исходить при сборке в блок мер ПР и НЕ(какой должен быть их размер) -
Калибр-кольца резьбовые (резьба метрическая)
l.wadimus ответил на тема форума автора l.wadimus в Измерения
Использую ПК 1,боковики там радиусные...))) -
Подскажите, у меня такой вопрос,необходимо проконтролировать внутренний диаметр калибр-кольца,в методике контроля сказано, что контролировать надо калибр-пробками гладкими(ПР,НЕ), либо собраными блоками КМД, у меня есть возможность собрать блок КМД,затрудняюсь определить какие размеры необходимо собрать(я так понимаю нужно собирать идентичные гладким калибрам ПР,НЕ).Я так понимаю надо исходить из исполнительных размеров кольца, а точнее его внутреннему диаметру.Для справки кольца: (М 165*3 8g ПР,М 165*3 8g НЕ).Зарание благодарен кто откликнется.
.jpeg.0232f871b9de1001f29bcb2976cea86f.jpeg)