slk8306
-
Число публикаций
5 -
Регистрация
-
Последнее посещение
-
СПАСИБО
-
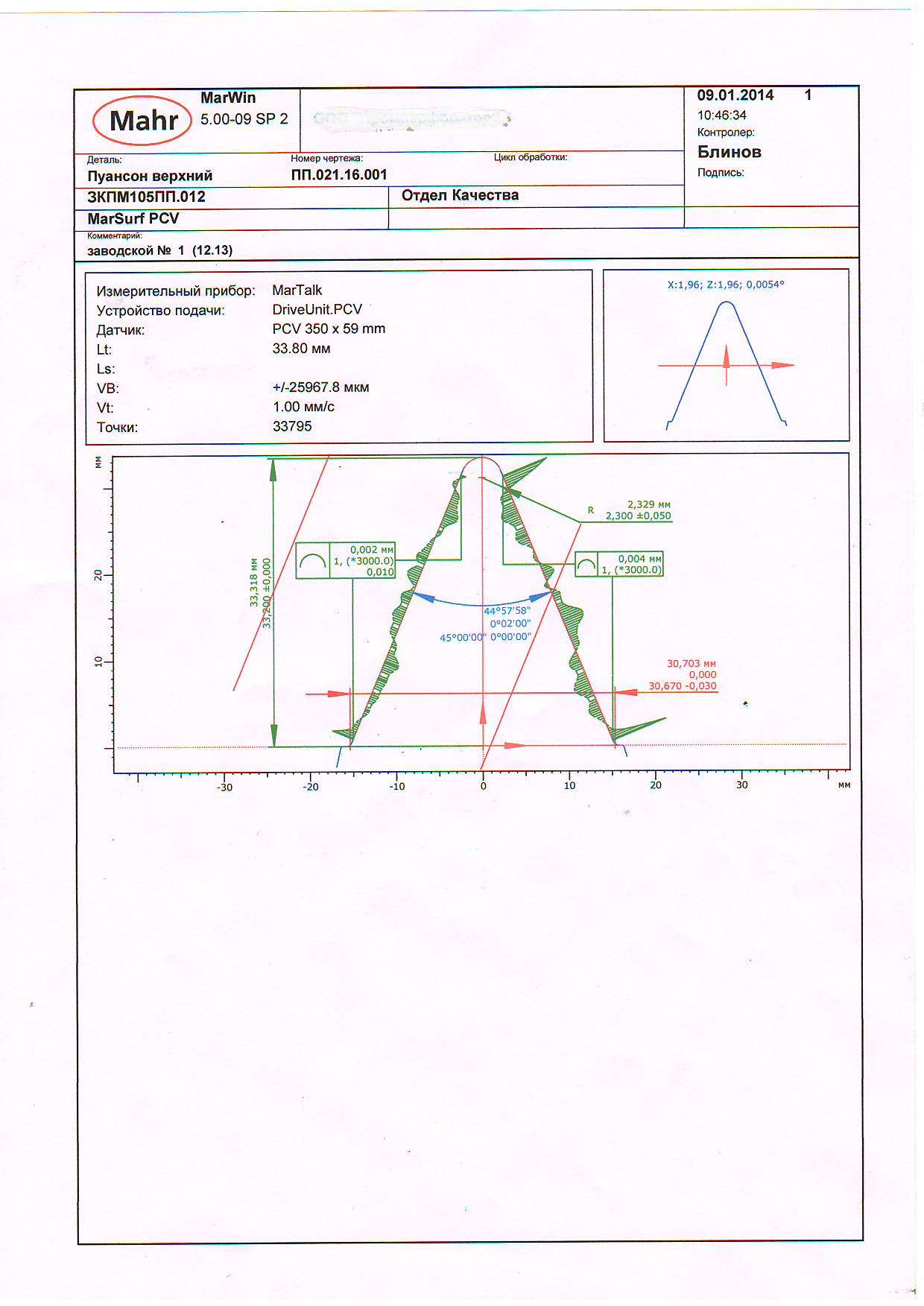
ПРикреплённый файл есть и открывается. Проверил. Конус ставится на плиту профилемера на нижнее широкое основание верхушкой вверх. Биение нижнего торца конуса относительно оси конуса 0-0,02мм. Затем к верхней точке верхушки конуса подводится измерительный щум , то есть так определяется начальная нулевая точка. Затем щуп перемещаясь вертикально обходит две противоположные образующие конуса в одной вертикально-продольной плоскости. Второй замер с поворотом на 90 градусов не делается. Как может быть сверх допуска? Прочитал ГОСТ 8.050.73 Вот в нём написано, что допускаемая(узаконеная) погрешность измерения не должна превышать для 1-8 квалитета 35% от поля допуска. При этом говорится: Если с этой погрешностью деталь можно эксплуатировать, то всё в порядке. Если же нельзя, то нужно пересмотреть допуска с учётом этой погрешности. То есть получается согласно этого ГОСТА для нашего конуса 45 градусов плюс 2 минуты может быть погрешность +- 42 секунды сверх поля допуска. И это не брак. Или я неправильно трактую ГОСТ. Ну и будьте добры. Скажите Вот такой точный профилемер может эксплуатироваться в обычной не термоконстантной комнате? Я так понимаю в этой машине много механических деталей, подверженных термической деформации. И мне неясно, как можно мерить микроны в комнате с непостоянной температурой.
-
результат измерения с отклонениями угла +- 5-20 секунд и радиуса вершины конуса +-0,02мм.- это сверх поля допуска. Проводится только одно измерение (в одном продольном сечении) А профилемер- тип MarSurt PCV. Дискретность измерения 0,001мм Это установка для измерения криволинейных поверхностей. Суть. Конусная деталь ставится вертикально. К образующей конуса (обычно к носику подводится до касания измерительный элемент (что-то вроде острого карандаша). Вот при касании острия к конусу- определяется нулевая точка. Затем этим остриём обходят образующую конуса в продольном направлении с двух сторон с дискретностью 0,001мм (то есть много точек). На экране строится профиль сечения в продольном направлении по образующим. Причём сразу видно отклонение точек (или участков) от идеальной образующей (волнистость поверхности) Ну и затем по этому большому количеству точек рассчитывается усреднённый угол конуса, диаметр нижнего основания и радиус вершины конуса. Прибор вроде хороший, но стоит не в термоконстантном зале. АКТ ЗАМЕРОВ (ОДИН ИЗ МНОГИХ) ВО ВЛОЖЕНИИ ПРИКРЕПИЛ
-
Просим совет специалистов метрологии. Деталь имеет конус с углом 45град+2 минуты и радиус вершины 3,2+-0,05мм. Заказчик приобрёл профилемер. Он стоит в комнате с непостоянной температурой (как в квартире- не термозал) и неясной влажностью. Как нам сказали в ЦСМ есть допустимая погрешность согласно ГОСТ 8-051-81,но Нам Заказчик бракует детали даже с отклонениями угла +- 5-20 секунд и радиуса вершины конуса +-0,02мм. Причём пару раз мы повторно отправляли детали на замер через месяц без всякой доработки и профилемер показывалуже другие уде замеры этой же детали Вопрос. 1.В каких условиях должен эксплуатироваться профилемер 2. Какая может быть допустимая погрешность (сверх поля допуска размера) при которой деталь признаётся годной и на основании какой НД Никак не можем найти компромис по измерениям. Отдавали эти детали в ЦСМ- всё быто тоже в порядке. КАРТА ЗАМЕРОВ (ОДНА ИЗ МНОГИХ) ВО ВЛОЖЕНИИ За ранее спасибо . Главный инженер Владимир Николаевич