метролог2
-
Число публикаций
42 -
Регистрация
-
Последнее посещение
-
Изготовление калибра (шаблона) на предприятии и его "легализация"
метролог2 ответил на тема форума автора Kouken в Законодательная метрология
Также должен быть стандарт предприятия, согласованный с ВП, где будут прописаны все вышеуказанные процедуры. -
Добрый день! Планируем приобрести Гидравлическую установку для поверки манометров высокого давления (156 МПа). Подскажите, необходимо ли проводить обучение и аттестацию персонала по технике безопасности при проведении работ по поверке манометров высокого давления? Нужно ли проходить аттестацию по пром.безопасности? Какая группа необходима? Какой НД регламентирует? Спасибо.
-
Если изготавливаете продукцию ГОЗ, то ВП, ПЗ могут потребовать (где-то уже требуют) выполнение требований п 6.9 ГОСТ РВ 0008-001-2013: «Калибровка СИ, применяемых при выполнении ГОЗ, осуществляется юридическими лицами, аккредитованными в установленном порядке на ее выполнение или выполнение поверки СИ с соответствующей областью аккредитации». То есть СИ, применяемые на промежуточных операциях (не ОТК), тоже должны быть калиброваны аккредитованными юр.лицами
-
Может у кого есть "рыба" (методика) проверки термопечей на тех.точность? Спасибо.
-
Добрый день! Коллеги, прошу подсказки. Для термообработки изделий применяются агрегаты (шахтная печь, агрегат ПАП, СКЗА, печь старения), на которых установлены такие приборы, как термодаты, термопары, амперметры, вольтметры, манометры. Возможно ли перевести эти средства измерений в категорию индикаторов, при условии, что изделия в процессе тех.операции проверяются и применяются: - пирометр для бесконтактного контроля за температурой нагретых изделий; - твердомер для измерения твердости металлов изделий; - металлографический микроскоп, разрывные машины для определения мех.свойств; - калибратор для проверки работоспособности приборов измерения температуры - термопар.
-
Добрый день! Подскажите, пожалуйста, существует ли методика контроля (проверки) режущего инструмента (фрезы, метчики и т.п.)?
-
Какой калибр изнашивается быстрее, ПР или НЕ?
метролог2 ответил на тема форума автора Аристарх Фотокартис в Общие вопросы
на практике - быстрее изнашиваются "ПР" калибры. -
расчет погрешности на ключи динамометрические
метролог2 ответил на тема форума автора метролог2 в Эксплуатация
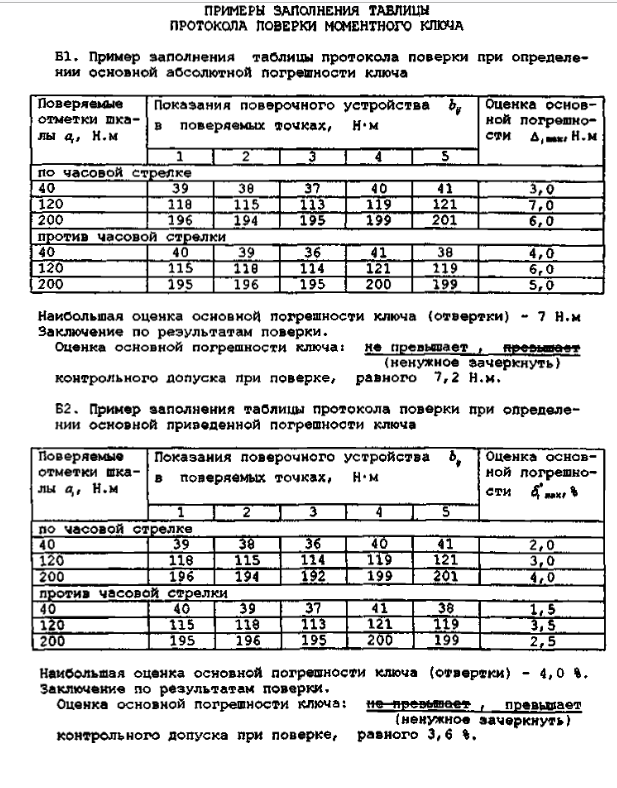
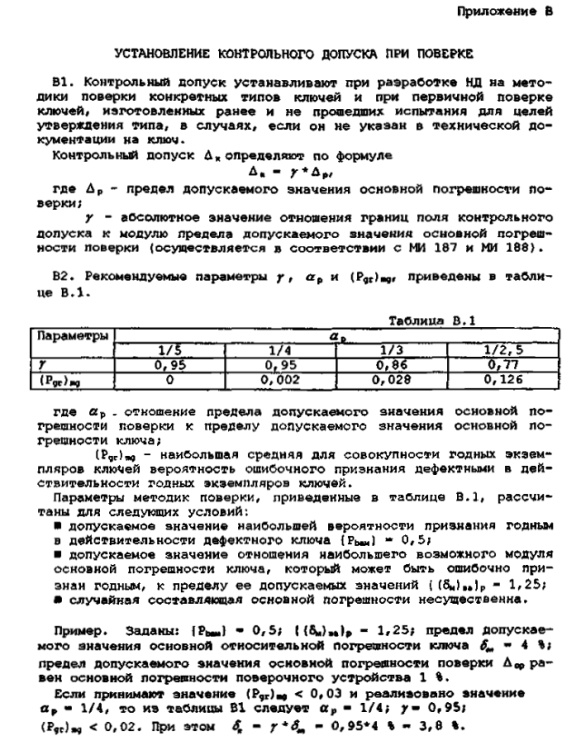
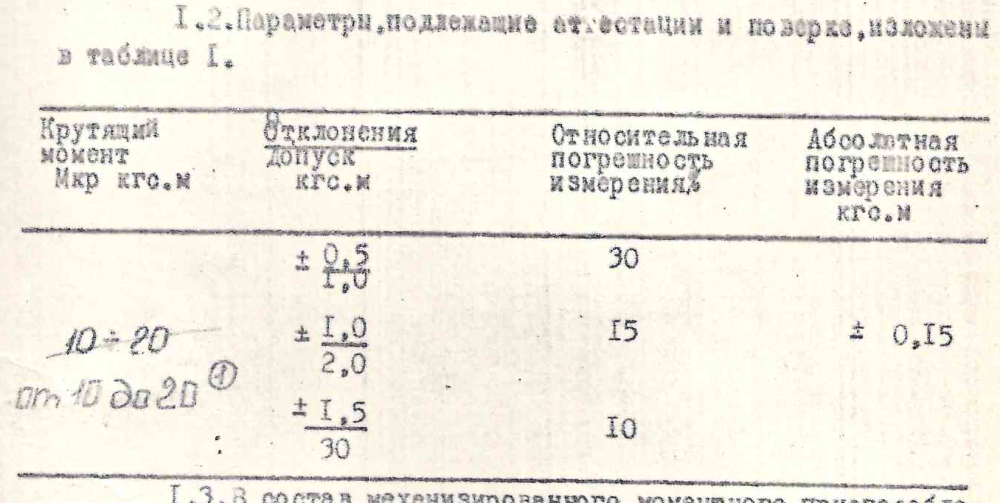
Коллеги, подскажите, каким образом установлены контрольные допуска моментного ключа 7,2 Н*м и 3,6% (МИ 2593-2000 (Приложение Б))? Не совсем понятны примеры, указанные в МИ 2593-2000 (Приложение В) и в МИ 188-86. (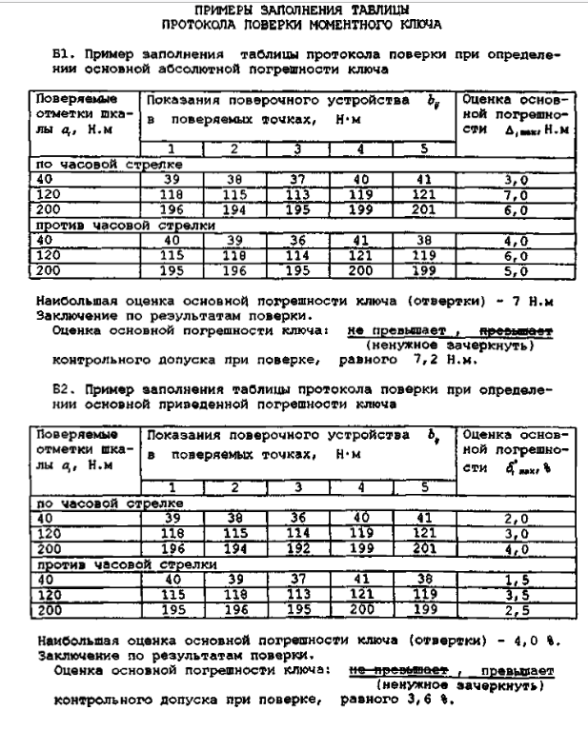
-
Добрый день! Прошу помощи. Нашли старую инструкцию на ключи динамометрические, которые были разработаны по чертежу предприятия. Подскажите, пожалуйста, по какой формуле находится абс. и отн.погрешность и где можно посмотреть? Не могу понять, как получили 10%, 15%, 30% и +/-0,15
-
Поверка СИ, не внеенных в госреестр СИ
метролог2 ответил на тема форума автора KaTTrin в Общие вопросы
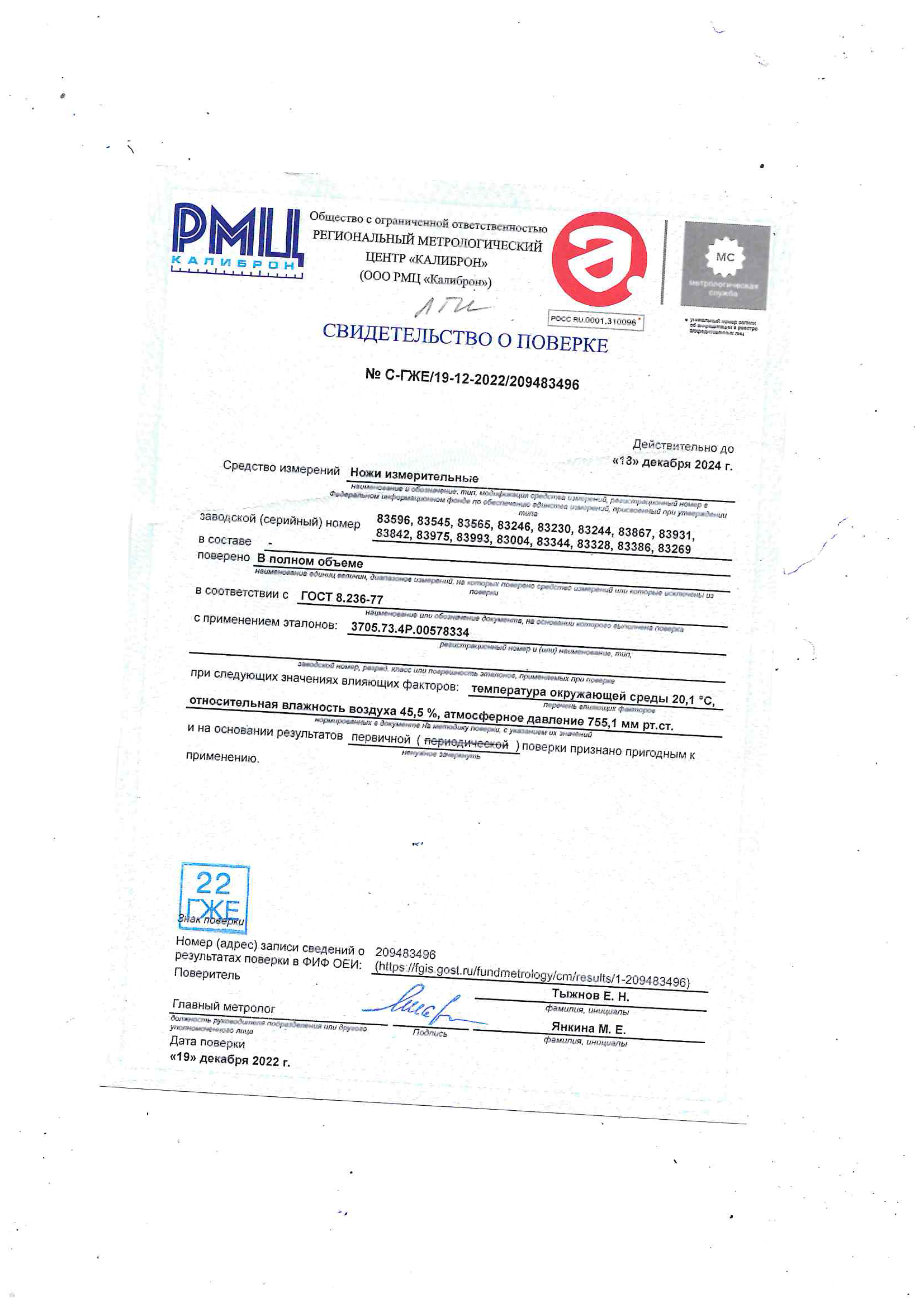
Дата выпуска ножей - 1983. Но СИ поступило в эксплуатацию в 2023 году только после проведения первичной поверки (2022г). Соответственно, требования приказа 2510 к СИ не относятся. Мое мнение, что РМЦ "Калиброн" произвел нарушение, связанное с несоблюдением требований установленных правил проведения поверки средств измерений, -
Поверка СИ, не внеенных в госреестр СИ
метролог2 ответил на тема форума автора KaTTrin в Общие вопросы
Добрый день! Подскажите, пожалуйста. Закупили ножи измерительные в 2023 году. Была произведена первичная поверка в РМЦ «Калиброн». Но при этом номер в госреестре отсутствует. Сведений об утверждении типа на это СИ отсутствует. Как сообщили представители компании «Калиброн», поверку производили по ГОСТ 8.236-77, госреестра на них нет, поверяют без госреестра. Правомерно ли они действуют? Насколько я знаю, поверке СИ подвергаются СИ утвержденного типа....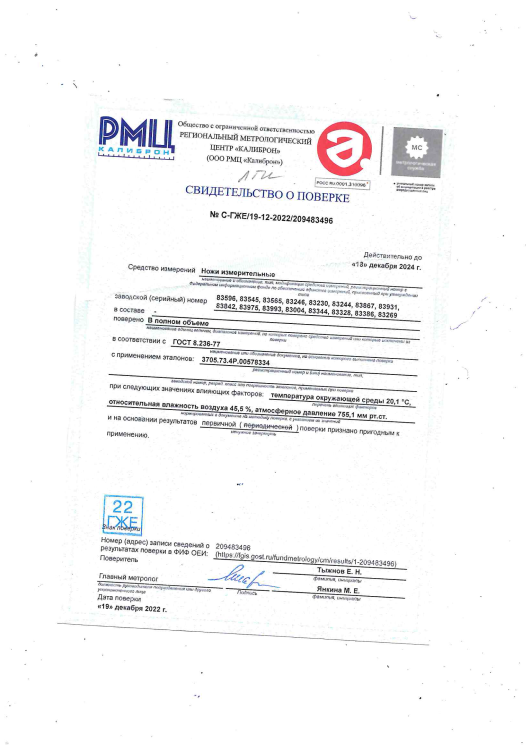
-
Метрологический надзор
метролог2 ответил на тема форума автора Айрат Денисович в Метрологическое обеспечение производства
Составляем акт -
Перевод угловых величин в линейные
метролог2 ответил на тема форума автора KravchenkoGA в Справочная информация
При определении конусности гладких пробок на измерит.машине, мы выяснили, что на длине 100 мм: 1′′= 0,001 мм 1′=60′′=0,060 мм Таким образом, Если в чертеже задана конусность на длине 100 мм ±0,008 мм, а длина гл.пробки 25 мм, то конусность на длине пробки равна: На 100 мм – 0,008 мм На 25 мм – х Х=(25*0,008)/100=±0,002 мм или ±2′′ Если в чертеже задана конусность на длине 100 мм ±0,008 мм, а длина гл.пробки 200 мм, то конусность на длине пробки равна: На 100 мм – 0,008 мм На 200 мм – х Х=(200*0,008)/100=±0,016 мм или ±16′′ -
Метрологический надзор
метролог2 ответил на тема форума автора Айрат Денисович в Метрологическое обеспечение производства
Мы на предприятии разработали СТП, где прописали порядок проведения метрологического надзора согласно ГОСТ Р 8.884, ГОСТ РВ 0015-002 : кто проводит надзор, что подвергается надзору, где проводится надзор, оформление результатов надзора, принятие мер. В конце года согласовываем график надзора с руководителем предприятия и проводим надзор в течении года -
Ищу методику калибровки на средства контроля (калибры, эталоны, шаблоны).
метролог2 ответил на тема форума автора Наталья Геннадьевна в Методы поверки и калибровки
методики калибровки на средства контроля отсутствуют. Советую применять в работе методики контроля: МИ 1812-87 "Методические указания. Калибры резьбовые конические. Методика контроля"; МИ 1904-88 "Рекомендация. Калибры резьбовые цилиндрические. Методика контроля"; МИ 1927-88 "Рекомендация. Калибры гладкие для цилиндрических валов и отверстий. Методика контроля"