oparin.i-m
-
Число публикаций
120 -
Регистрация
-
Последнее посещение
-
Определение типа оборудования
oparin.i-m ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
Вы бы обосновали это тем, что центр тяжести у этой платформы находится в ее геометрическом центре? -
Определение типа оборудования
oparin.i-m ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
Изделие имеет форму треугольника -
Определение типа оборудования
oparin.i-m ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
Изделие размещается на стенде строго по реперным точкам. Стенд еще на стадии настройки. Предстоит определить эталонные координаты центра тяжести. Как это сделать, пока не знаю. -
Определение типа оборудования
тема форума создал oparin.i-m в Метрологическое обеспечение производства
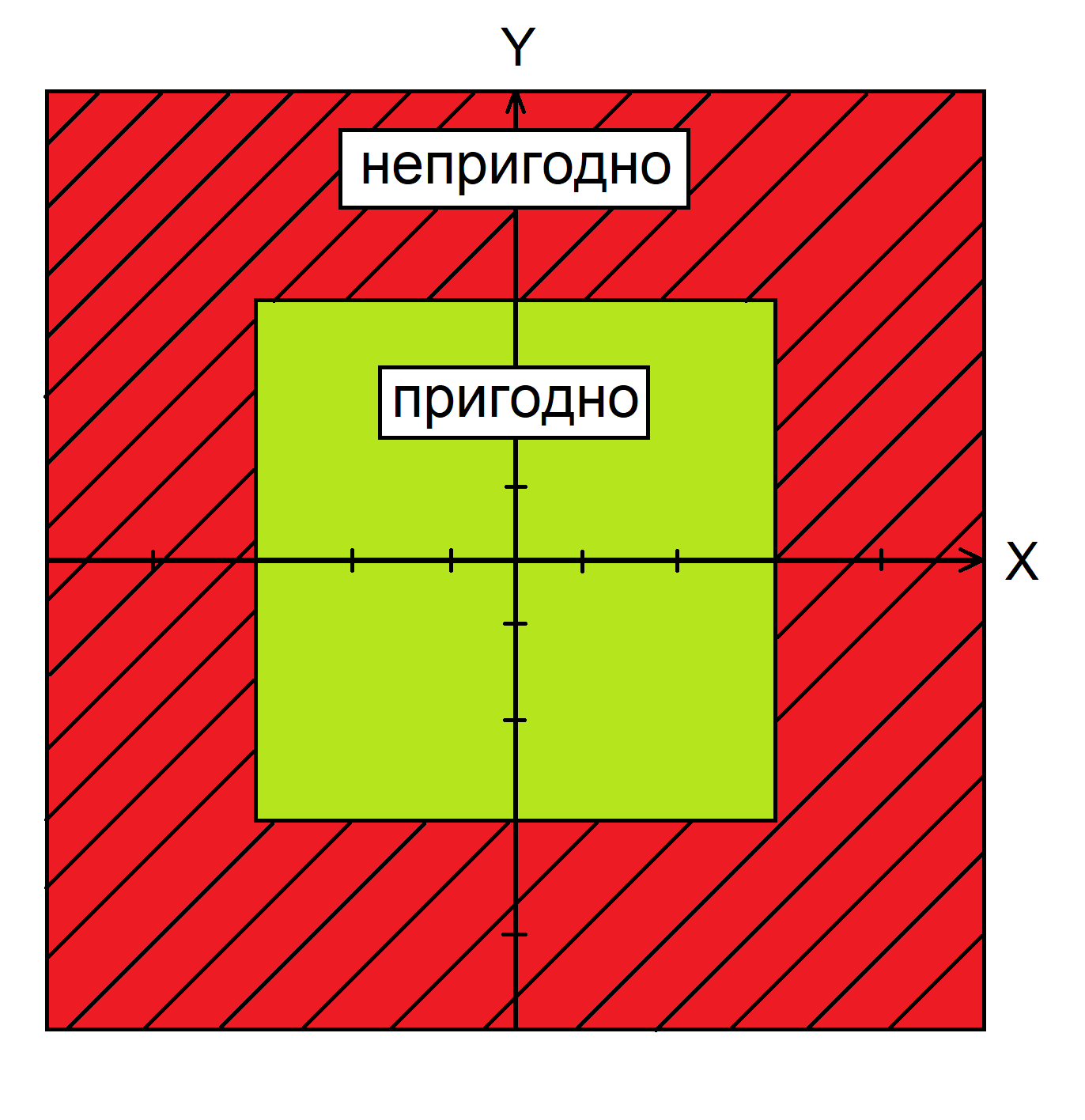
Привет! У нас на предприятии собрали стенд для контроля центра масс изделий. В его основе используются 3 весоизмерительных тензорезисторных датчика, соединенных в мостовую схему. Когда изделие помещается на стенд, сигналы с датчиков проходят через аналогово-цифровой преобразователь и попадают в компьютер. Компьютерная программа проводит расчеты и на их основании вычисляет координаты центра тяжести изделия. На осях Х и У отмечены границы, которые образуют зону допуска: если координаты центра тяжести находится в этой зоне, то изделие пригодно, если нет - непригодно. При этом количественные значения результатов измерений мы не оцениваем. Главная цель - выяснить, в допуске или не в допуске находится центр масс. К какому типу оборудования отнести этот стенд, и что будет включать в себя метрологическое обеспечение данного стенда? Кому не сложно, прошу поделиться вашими мыслями и опытом.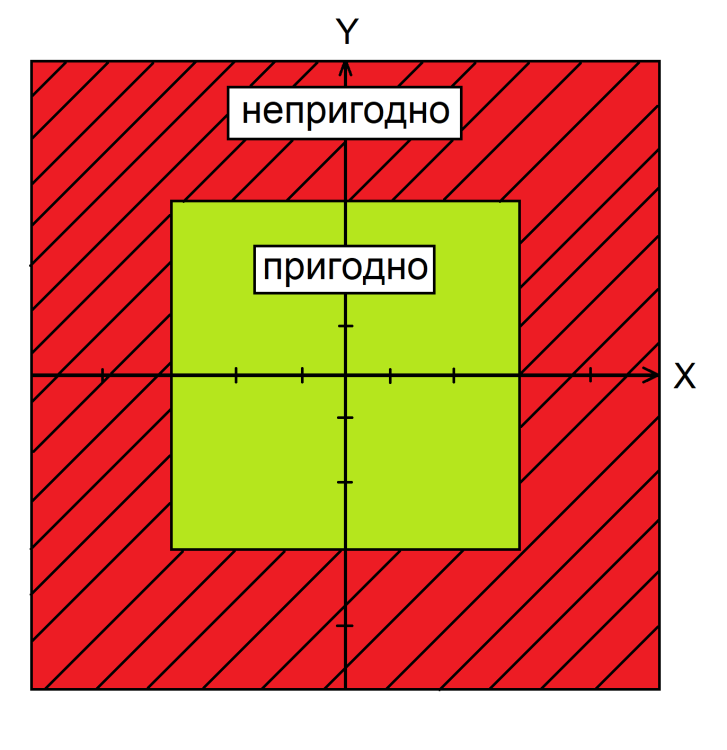
-
Выравнивание числа знаков после запятой.
oparin.i-m ответил на тема форума автора oparin.i-m в Метрологическая экспертиза
Я всё понял. Благодарю за ответ! -
Приветствую, коллеги! Скажите, пожалуйста, при проведении МЭ техпроцессов, КД вы проверяете соблюдение требований п. 6.16.8 ГОСТ 2.105 о том, что округление числовых значений величин до десятичных знаков для различных типоразмеров, марок и т.п. изделий одного наименования должно быть одинаковым? Я правильно понимаю, что при указании допусков, запись "5-0,008" будет считаться некорректной, а вместо нее должна быть "5,000-0,008"? Также вместо "5 ± 0,03" следует указывать "5,00 ± 0,03"?
-
Кто ответственный за передачу СИ в поверку?
oparin.i-m ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
Интересно, я подумаю на этот счёт. Спасибо -
Кто ответственный за передачу СИ в поверку?
oparin.i-m ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
Не всегда дата окончания поверки совпадает с планируемой датой поверки. Если на все 10 штангелей истекает поверка в один день, то разумнее часть из них отправить на поверку на месяц-два раньше, чтобы потом подразделение не осталось совсем без инструмента. P.S. Тут зависит от того, насколько богат обменный фонд. -
Кто ответственный за передачу СИ в поверку?
oparin.i-m ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
А со стороны закона есть такие требования? Что именно должностные лица (не работники) должны нести ответственность? У нас по решению руководителя подразделения вся ответственность за состояние и эксплуатацию СИ легла на работников, использующих эти средства (утверждено приказом директора). И работники за это расписались в журнале при получении (перед они ознакомились со своими обязанностями и ответственностью). И руководство это как бы устраивает (недовольные остались только работники). И каждый месяц вместо трех человек ко мне ходят десять и больше. Может ли слесарь Алексей нести ответственность за правильность использования СИ в соответствии с назначением, за своевременную сдачу в поверку, за сохранность этикетки, за сдачу в ремонт и на ТО, если так решило руководство предприятия? -
Кто ответственный за передачу СИ в поверку?
oparin.i-m ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
Так и живем... У нас отпусков уже 3 года нет. -
Кто ответственный за передачу СИ в поверку?
oparin.i-m ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
Да всякие способы находил. Но это не дело. Буду менять порядок, однозначно. Пусть выбирают по 1-2 ответственных на подразделение, и я буду взаимодействовать только с ними, а не с каждым из 100+ рабочими отдельно, как сейчас. -
Кто ответственный за передачу СИ в поверку?
oparin.i-m ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
Узнать-то я узнаю, где работник и можно ли забрать СИ. Но если его нет, то приходилось ждать, когда он появится, или прийти в другой день. -
Кто ответственный за передачу СИ в поверку?
oparin.i-m ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
Ну вот если СИ не прошло поверку, то нужно принять решение о дальнейшей его судьбе, а для этого найти ремонтную организацию, оценить рентабельность и ремонтопригодность этого СИ, потом составить уведомление руководителю эксплуатирующего подразделения об этом. Если он примет решение о ремонте, то нужно все подготовить, отправить, отследить, передать счет на оплату услуг и т.д. -
Кто ответственный за передачу СИ в поверку?
oparin.i-m ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
Ууу, организация поверки/калибровки - это лишь малая часть всей работы. Еще около 500 техпроцессов и КД на экспертизу за год приносят. Об аттестации ИО, проверке индикаторов, ремонте и обслуживании оборудования и метрологическом надзоре я уж молчу. -
Кто ответственный за передачу СИ в поверку?
oparin.i-m ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
А потом так же ходить с коробкой и искать всех, чтобы вручить СИ обратно.