



Tatiana U
-
Число публикаций
15 -
Регистрация
-
Последнее посещение
-
О, это звучит логично. Спасибо.
-
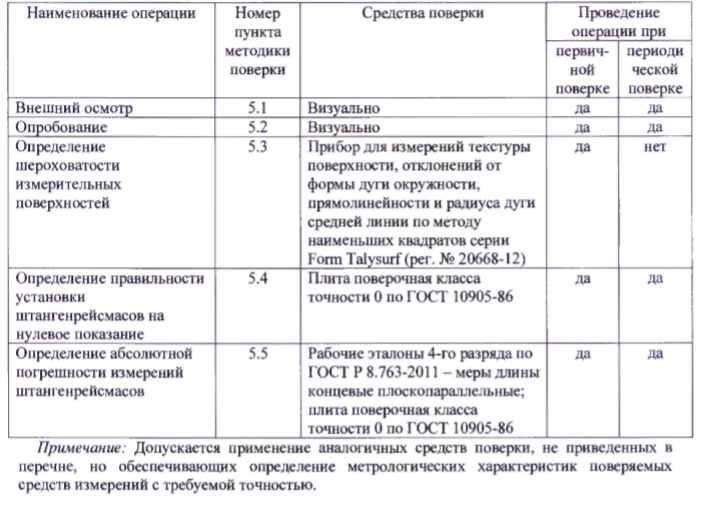
Меня тоже удивляет это требование, но в методике поверки в средствах поверки указано конкретное средство измерения, с номером в Госреестре. И я не понимаю, можно ли в данном случае обойти требование иметь этот конкретный прибор. С точки зрения здравого смысла выглядит необоснованной такая трата, но с точки зрения документа - он должен быть. У меня нет опыта прохождения аккредитации и дальнейшего подтверждения компетенции, поэтому я не знаю, будут ли проверяющие требовать строго соответствия всему перечню средств поверки из методики. Средство поверки, но в методике написано "Допускается применение аналогичных средств поверки, не приведенных в перечне, но обеспечивающих определение метрологических характеристик поверяемых средств измерений с требуемой точностью." И я не могу сообразить, как в случае с профилометрами подтвердить, что требуемая точность достигается. В том, что у него погрешность 5%. Выше поясняю, почему приходится в это копать. Возможно, это и правда излишне, но пока не понимаю, как мне именно обосновывать проверяющим, что 5% за глаза хватит.
-
Добрый день. Помогите, пожалуйста, разобраться с вопросом, касающимся измерения шероховатости. Предыстория: планируется создание аккредитованной лаборатории по поверке штангенинструмента. При анализе методик с целью подбора необходимых эталонов было обнаружено, что в двух методиках для проверки шероховатости на измерительных поверхностях штангенглубиномеров и штангенрейсмасов указаны конкретные модели профилометров с погрешностями, соответственно, 3% и 2%. При этом в методике прописано, что возможно использование других средств измерения, если достигается требуемая точность. Проблема в том, что требований к точности измерения шероховатости я не смогла найти. Шероховатость задана по верхнему пределу: Ra0,08, Ra0,16 и Ra0,32. Я нашла статью, где для повышения точности измерения шероховатости профилометром SJ-210 используется введение поправки, получаемой через измерение шероховатости на мере шероховатости ПРО-10 (https://imuk.pnzgu.ru/files/imuk.pnzgu.ru/07119.pdf). Сравнивается профилометр SJ-210 как раз с указанным в методике профилометром (тот, что с 2% погрешностью). Вопрос: если мы будем использовать профилометр SJ-210, меры шероховатости ПРО-10 и вводить аналогичным образом поправку, измеряя шероховатость на измерительных поверхностях (со ссылкой на статью), сможет ли это считаться обоснованием, что мы обеспечиваем точность не хуже, чем требуют в методиках? Или, может быть, дополнительная морока и вовсе не нужна и вы сможете подсказать обоснование, которое позволит спокойно использовать профилометр SJ-210?
-
Процедура регистрации в Госреестре СИ иностранного производства
Tatiana U ответил на тема форума автора Цикатуха в Утверждение типа средств измерений
Добрый день. Может быть вы сможете подсказать. Ситуация такая: мы занимаемся продажами СИ иностранной фирмы (геометрия: штангеля, микрометры и т.д.) и в прошлом уже отправляли часть моделей на утверждение типа. В качестве документации предоставляли только паспорта, инструкции, фото и каталоги. Теперь в приказе Минпромторга №2905 от 20 ноября 2020 года в Приложении 2, пункт 6 в перечне документов, прилагаемых к заявке на утверждение типа, значатся технические условия или стандарт предприятия (на русском языке, в том числе для СИ, ввозимые на территорию РФ)... Является ли это требование обязательным и надо пытаться получить ТУ от ин. фирмы? Или же мы при подаче заявки на утверждение типа будем считаться представителями правообладателя типа утвержденных СИ и тогда не нужны эти ТУ, потому что у нас их и нет? (доверенность на представление компании есть). -
Утверждение типа заново или продление старого
Tatiana U ответил на тема форума автора Tatiana U в Утверждение типа средств измерений
Спасибо. Я так и подумала, что детали уже лучше у ИЦ уточнить, но принцип, по крайней мере, стал понятнее. -
Утверждение типа заново или продление старого
Tatiana U ответил на тема форума автора Tatiana U в Утверждение типа средств измерений
evGeniy, спасибо большое. -
Утверждение типа заново или продление старого
Tatiana U ответил на тема форума автора Tatiana U в Утверждение типа средств измерений
evGeniy, я верно понимаю, что ШЦ, выпущенные до утверждения нового типа будут подлежать поверке как тип, утвержденный ранее, то есть по тому ОТ, где есть опечатки? -
Утверждение типа заново или продление старого
Tatiana U ответил на тема форума автора Tatiana U в Утверждение типа средств измерений
Касательно циферблатного ШЦ - это опечатка. Но кроме него в ОТ еще три десятка разных моделей внесено. И в некоторых из них - были изменения. -
Утверждение типа заново или продление старого
Tatiana U ответил на тема форума автора Tatiana U в Утверждение типа средств измерений
Ника, это циферблатный штангенциркуль) Как вышло, что ему цену деления 0,05 проставили, я не знаю. До меня было. -
Утверждение типа заново или продление старого
Tatiana U ответил на тема форума автора Tatiana U в Утверждение типа средств измерений
kot1967, спасибо за ответ и совет. Проблема, собственно, не в методике. В описании типа в таблице с метрологическими характеристиками указана цена деления 0,05 мм, а она по факту - 0,01 мм. -
Утверждение типа заново или продление старого
тема форума создал Tatiana U в Утверждение типа средств измерений
Добрый день. Требуется помощь и совет, как лучше поступить. Имеется: штангенциркули иностранного производства, на которые есть свидетельство об утверждении типа, его срок истекает в ноябре 2021 года. Задача: при внесении для одной из моделей неверно была указана цена деления, из-за чего их не могут поверять. При пересмотре документа обнаружились еще ряд опечаток, а так же за пять лет производитель внес ряд изменений по другим моделям (где-то длину общую, где-то длину губок, где-то погрешность). Предполагаемое решение: не морочиться с изменениями и последующим продлением (которое, может, еще и не получится успеть по срокам из-за того, что изменений очень много, их наверняка долго будут рассматривать), а утверждать тип заново с исправлением всех ошибок и внесением изменений. Но возникают сомнения: Не получится ли, что выпущенные до 2021 года штангенциркули будет нельзя поверять, опираясь на новое свидетельство об утверждении типа? И, соответственно, так и не будет решена проблема с той моделью, для которой была допущена опечатка? Если сомнения обоснованы и новое утверждение типа действительно проблему не решит, подскажите, как лучше действовать: продлить свидетельство, как есть (здесь смущает то, что требуется среди необходимых к представлению документов заключение метрологической экспертизы и заявление производителя об отсутствии изменений, влияющих на метрологические характеристики, но изменения-то были), а потом вносить изменения. Или, может, есть возможность параллельно вести процесс по изменениям и продлению? Буду очень благодарна за помощь, т.к. опыта в утверждении типа у меня нет. -
Расхождение результатов на разных приборах
Tatiana U ответил на тема форума автора Tatiana U в Измерения
Ну, не все так плохо))) Еще раз всем спасибо за ответы) -
Расхождение результатов на разных приборах
Tatiana U ответил на тема форума автора Tatiana U в Измерения
Я подробно ответить на Ваши вопросы не могу, потому что недавно работаю и не вошла еще в курс дела. Просто я умею пользоваться интернетом, поэтому-то я тут спрашиваю) Всем большое спасибо за ответы. -
Расхождение результатов на разных приборах
Tatiana U ответил на тема форума автора Tatiana U в Измерения
Замеры не я производила, это те зхначения, которые мне дали. Я, наверное, не вполне понимаю, что значит вертикально. То есть, такой размер на горизонтальном длиномере надо было бы мерить? -
Доброго времени суток. Возникла такая ситуация. Нам надо принять (или не принять) три калибра - гладкие пробки. По чертежу размер Прохода 5,7145-0,005. 5,700 - износ. Мы меряли на длиномере ИЗВ2 - получалось 5,700 На вертикальном оптиметре - 5,707 На рычажной скобе - 5,709 Почему могут возникать такие расхождения? Заранее спасибо