Кира90
-
Число публикаций
332 -
Регистрация
-
Последнее посещение
2 подписчика

Просматривали профиль
2658 просмотров профиля
-

Ищу МП-203-00-2008. Фотометры пламенные ПФА (ГРСИ 31861-08)
Кира90 ответил на тема форума автора Lenochka80 в Методы поверки и калибровки
Добрый день. Прилагаю 31861-08.pdf -
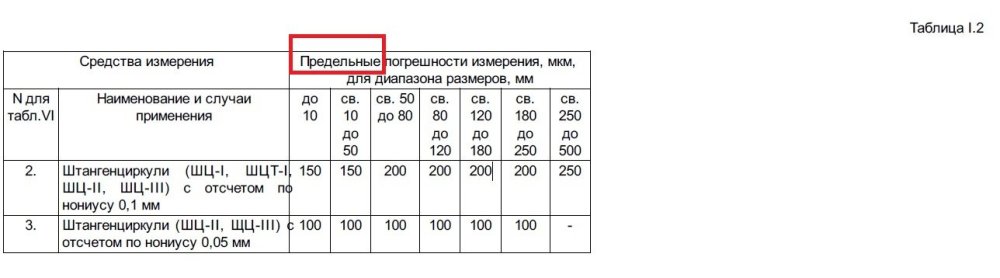
ШЦ с погрешностью 0,05 мм, при условии, что по конструкции ШЦ подходит, нормально будет для контроля размера 0,5(+0,5;-0,2)
-
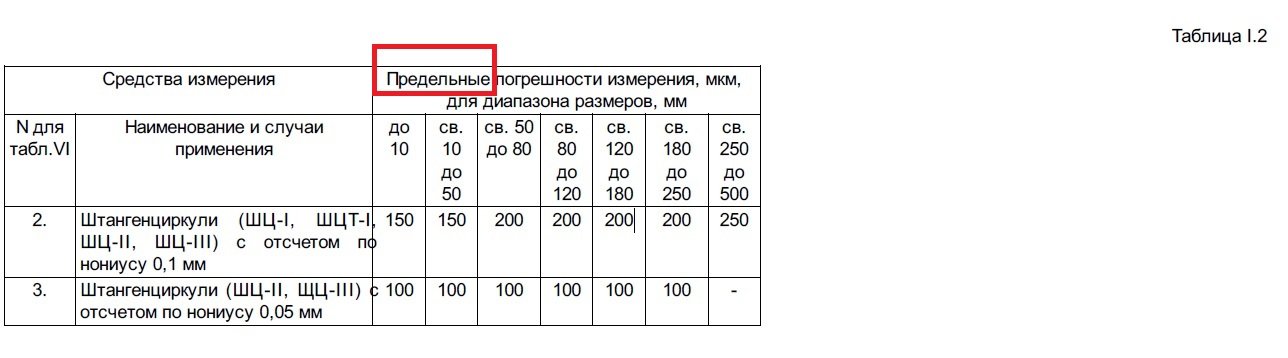
Хах, там указаны предельные погрешности) да, все привыкли, что погрешность ШЦ с небольшим диапазоном, изготовленных по нашему ТУ (ГОСТ 166), составляет 0,1 мм, но существуют и другие документы на изготовление. Да и какая разница, написано "предельные погрешности", что означает максимально возможная погрешность, а не сумма пределов погрешностей.
-
Конечно же буду) Погрешность ШЦ это 0,1 мм, пределы погрешности ±0,1 мм, а 0,2 мм это сумма пределов погрешности. Надеюсь, Вы при поверке штангенциркулей, не сравниваете сумму пределов погрешности 0,2 мм с фактическим значением погрешности?!)
-
При чем тут ноль и делить на ноль?! Я писала про конкретный случай. Если 0,5(+0,5), то допуск делю на половину, а потом на 3, (0,5/2)/3. Если с симметричными отклонениями (0,5±0,5), то отклонение делю на 3, 0,5/3. Если с несимметричными отклонениями 0,5(+0,2;-0,1), то минимальное отклонение делю на 3, 0,1/3. Погрешность штангенциркуля не 0,2 мм, Вы просто сложили пределы погрешности и считаете, что это погрешность. И я уже выше писала, что кто-то допуск пополам делит, и потом на три. Ваше право. Я беру не допуск, а предельное отклонение, логика такая же, что и выше.
-
Обычно, учитывают не погрешность СИ в результатах измерений, а определяют возможность применения указанного СИ в технологической документации, например, для контроля конкретного размера. Смотря какие у Вас задачи, конечно же. Может Вы занимаетесь научной деятельностью или по какому-то документу должны учитывать поправки в результатах измерений. Если размер 0,5(+0,5;-0,2) с несимметричными отклонениями, то берем наименьшее по модулю отклонение, это 0,2 мм, делим его на 3 (требуемый коэффициент точности, согласно РМГ 63 и военным стандартам он должен быть не менее 3; можете еще ГОСТ 8.051 (около 5 соотношение допуска и погрешности) и РД 50-98 почитать), и получаем 0,06(6) мм. Это означает, что при контроле размера 0,5(+0,5;-0,2) необходимо применить СИ с погрешностью измерений не более 0,06(6) мм, естественно конструкция СИ тоже должна позволять провести контроль данного размера. Это позволяет не вводить поправки, а верить выбору СИ. Вы предполагаете применение ШЦ с пределами погрешности ±0,1 мм для контроля размера 0,5(+0,5;-0,2). Допустим, по конструкции ШЦ подходит, условия измерений подходящие. Рассчитаем фактический коэффициент точности: наименьшее по модулю отклонение номинала делим на предел погрешности, 0,2/0,1=2, что меньше требуемого коэффициента точности 3, как писала выше, согласно РМГ 63 и военным стандартам он должен быть не менее 3. P.S.: почему делю именно наименьшее отклонение, такая вот рекомендация институтов. Знаю, что кто-то половину допуска делит на 3 (то есть 0,5+0,2=0,7, а потом (0,7/2)/3). Лично я пишу так, как делаю сама. Другие мнения имеют право на существование.
-
https://www.gostinfo.ru/catalog/Details/?id=4531313 - на сайте Российского института стандартизации тоже нет заменяющего документа. Такое бывает когда стандарт отменен, а взамен ничего нет. Но в данном случае есть параллельно действующий стандарт ГОСТ OIML. Если Вы изготовитель, то нужно пользоваться действующим. Испытательным центрам (испытания средств измерений в целях утверждения типа) в ноябре 2025 г. приходило письмо от Росстандарта, что в настоящее время в РФ действует ГОСТ OIML R 76-1, который идентичен по отношению к МОЗМР76-1:2006. Общемировой практикой в сфере ГРОЕИ является применение весов, полностью соответствующих требованиям ГОСТ OIML R 76-1, что гарантирует сопоставимость результатов измерений как внутри стран, так при взаимодействии в рамках международных отношений. Частичное соответствие не допускается.
-
ГОСТ Р 53228 отменен Приказом и ничем не заменен. В настоящее время действует ГОСТ OIML R 76-1-2011. Этот ГОСТ OIML R 76-1-2011 не в замен ГОСТ Р 53228, он самостоятельный стандарт. Приказ от 10_11_2025 N 1339-ст Об отмене национального стандарта Российской Федерации_Текст.pdf
-
Выбор диапазона температур при аттестация ИО по ГОСТ РВ 0008–002–2013
Кира90 ответил на тема форума автора Elenia в Аттестация
Если Вы имеете ввиду диапазон воспроизводимой ИО температуры, то она в ПМА должна быть указана согласно ЭД. Зажать диапазон можете, а расширить нет, потому что изготовитель ИО установил тот диапазон, который указан в ЭД на ИО, за диапазон шире не отвечает ествественно. При аттестации ИО Вы можете проверить конкретный диапазон, но не шире установленного в ЭД на ИО, а также конкретные точки диапазона, которые указаны в методиках испытаний (измерений). Если по методикам испытаний ИО применяете только для двух точек плюс 20 'C и плюс 40 'С с отклонением +-1 'С, например, то их при аттестации можете и проверить. Далее при эксплуатации ИО это учтите, чтобы в будущем испытатель случайно не провел испытания изделий в непроверенном диапазоне или точке диапазона. Обычно, аттестуют ИО в диапазоне по ЭД, чтобы эксплуатировать ИО при испытаниях большего количества изделий. -
В приложении Е ГОСТ 8.736 речь также о точности результатов измерений. Что такое точные измерений можно понять только из определений, установленных в РМГ 29 (в примере к термину 3.31 тоже упоминается "точные измерения"), или из серии стандартов ГОСТ Р ИСО 5725-1,2,3,4,5,6. Или непосредственно обратившись к разработчику ГОСТ Р 8.736, ФГУП «ВНИИМ им. Д.И. Менделеева».
-
Термин "точность измерений" установлен в РМГ 29 5.7 точность измерений; точность результата измерения: Близость измеренного значения к истинному значению измеряемой величины. Примечание — Понятие точность измерений описывает качество измерений в целом, объединяя понятия правильность и прецизионность измерений. 5.8 правильность (измерений): Близость среднего арифметического бесконечно большого числа повторно измеренных значений величины к опорному значению величины. Примечания 1 Правильность измерений не является величиной и поэтому не может быть выражена численно, однако соответствующие показатели приведены в ISO 5725 [4]. 2 Правильность измерений отражает близость к нулю систематической погрешности измерений. 5.9 прецизионность (измерений): Близость между показаниями или измеренными значениями величины, полученными при повторных измерениях для одного и того же или аналогичных объектов при заданных условиях. Примечания 1 «Заданные условия» могут быть, например, условиями повторяемости измерений, условиями промежуточной прецизионности измерений или условиями воспроизводимости измерений (см. ISO 5725-1 [4]). 2 Понятие прецизионность измерений используется для определения понятий повторяемости измерений, промежуточной прецизионности измерений и воспроизводимости измерений. 3 Прецизионность измерений характеризует близость к нулю случайной погрешности измерений.
-
Да, вот этого бы и хотелось, чтобы все собрались и выполняли измерения. Вместе дорабатывали и думали как сделать процесс измерений работоспособным
-
Я вот тоже смотрю на КД. В чертежах и по тексту КД ж не отбивают пробелами
-
Некоторые ссылаются на ГОСТ Р 2.105, там нет требований, но в примерах пробелы. Для меня кажется странным отбивать математические знаки пробелом. "±_10" или "(230_±_10) В" - зачем вот тут пробел нужен. Еще в ГОСТ 8.417 в примерах пробел, но по тексту требований нет, там и при умножении (производные единицы) пробел стоит зачем-то. Короче, жестких требований нет. ПП РФ от 31.10.2009 № 879 ничо об этом не говорит. Лично я не отбиваю пробелами математические знаки и не пишу это как замечание.
-
Про гири и меры длины концевые плоскопараллельные для меня вопросов нет. Они передают и хранят единицу величины, с помощью гирь и МДКП можно собрать определенную массу и длину и провести все-таки измерения, а также мы не можем игнорировать ГПС, в которых гири и МДКП указаны как эталоны.