

Killerchik
-
Число публикаций
109 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя Killerchik
-
Измерение биения вала по активным магнитам
Killerchik ответил на тема форума автора Oleg2103 в Измерения
Без детальной информации о напряжённости магнитного поля тут сложно что-то более детальное посоветовать. Ну типа индикатор потолще, немагнитный наконечник а-ля 50мм длиной -
Измерение биения вала по активным магнитам
Killerchik ответил на тема форума автора Oleg2103 в Измерения
Индикатором с немагнитным наконечником. -
Да, напоминает известный сетевой опус про контроль летающих по камере сгустков вакуума.
-
Тут вопрос сложный. На производстве должны будут измерять фактический размер, после чего изделия или сразу уезжают как годные (если в допуск попали), или мозговым штурмом исходя из множества факторов принимается решение что использовать, а что нет. Ну просто супер! Спасибо! пиэс - как не удивительно, этот вариант с цельными губками от инсайза стоит дороже, чем вариант выше с сменными вставками.
-
Спасибо огромное! Это прям идеально то что нужно! Как-то я его у Инсайза просмотрел. Измерять нужно именно размер, который на Ваших эскизах меняется от 35,7 до 36. Возможные отклонения понятны. Не-не, нужно что-то простое и готовое. Изделий много и стоимость контроля нужно по возможности минимизировать.
-
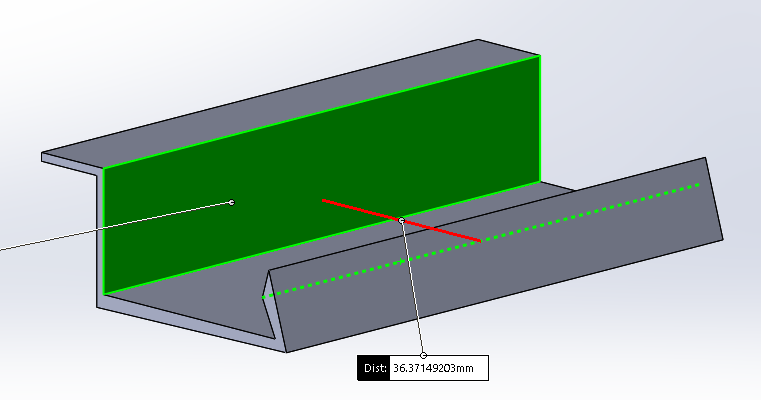
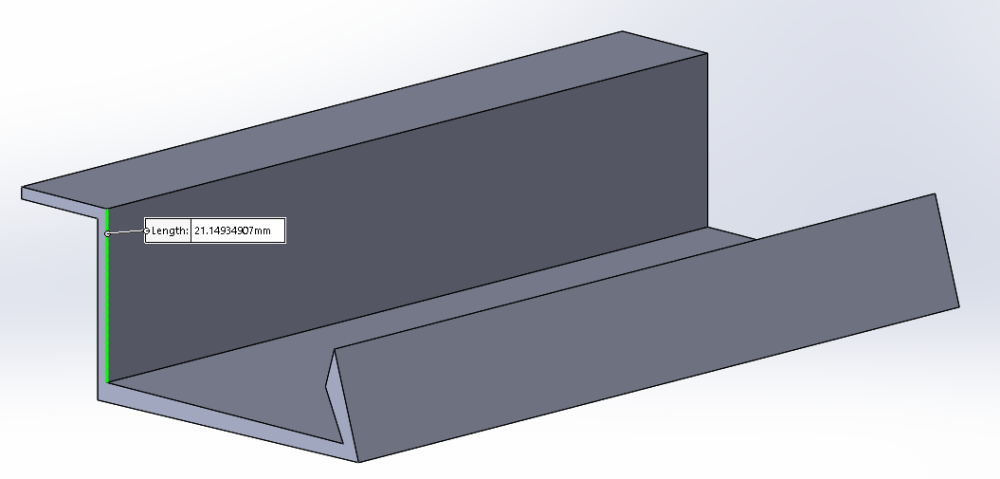
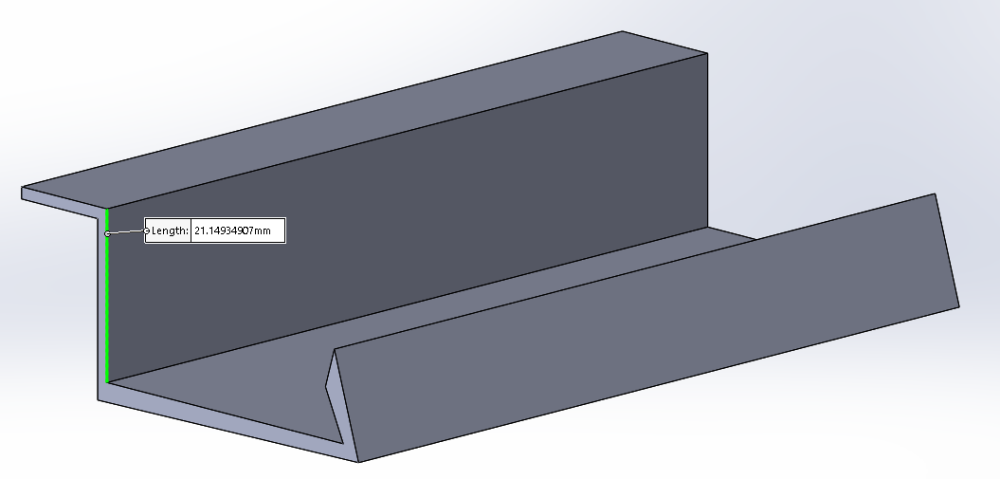
Не-не, это совершенно нереально. Нужно что-то с дисплеем, показывающим размер. Всё остальное будет слишком сложно в суровой реальности. Нужно именно измерить, да. 21мм Кромка, которую нужно измерять (это фактически гнутая деталь, но я не стал прорисовывать радиус) на высоте 16мм.
-
Всем привет. Есть задача, измерить относительно труднодоступный паз. На прилагаемых скринах постарался передать его примерные размеры, показать само изделие не могу. Измерять нужно ширину 36 со стороны более низкой стенки - на картинках эта сторона справа и ближе к наблюдателю. Точность измерения - несколько десятых долей миллиметра, +-0,2мм. В идеале ищу нечто вроде Штангенциркуля с большой базирующей поверхностью на наружнем торце (вроде тарелочек на микрометре зубомерном, но обращённых наружу), примерно вот так, пририсовал красным: Эта прямоугольная плоскость прислонялась бы к плоскости детали, обозначенной зелёным, а подвижной губкой для внутренних измерений производилось бы касание с ответной кромкой детали. Никто ничего подобного не видел? Просмотрел Shahe, Insize и Миту - идеально подходящего не нашёл. Есть вот такой у Миту https://www.hoffmann-group.com/GB/en/houk/p/573-601-20- можно перевернуть съёмную губку на 10 градусов, но она узкая - базирование получается не очень хорошее. Ясно-понятно что сам бы уж с точностью +-0,2 измерил, но работать будет китайский контролёр в Китае - надо свести вероятность косяка к минимуму.

-
Глобально - только заранее проектируя соединение с такой функцией. Какой-то элемент соединения должен содержать некий элемент, по которому должна быть видна сила. Деформируемая шайба, тензодатчик в шайбе/гайке/болте, ещё что-то. Хотя и это всё покажет лишь действующую сейчас в соединении силу. На 100% достоверно узнать момент затяжки после его снятия невозможно. Для одного и того же соединения, с в высокой степени одинаковыми деталями (то есть реально одинаковыми, с контролем геометрии и шероховатости всех сопрягаемых поверхностей всех деталей), можно путём экспериментов составить таблицы зависимости момента страгивания в том или ином направлении от момента затяжки и времени выдержки.
-
Коммерческий учет сыпучих материалов поступающих на предприятие и отгрузка на судно
Killerchik ответил на тема форума автора Дядя Федя 2 в Измерения
Это был бы самый простой выход в данном случае, но я тоже отчасти разделяю опасения по этому моменту. Скорее всего, можно и чисто математически. -
Коммерческий учет сыпучих материалов поступающих на предприятие и отгрузка на судно
Killerchik ответил на тема форума автора Дядя Федя 2 в Измерения
Безусловно распределение будет непростое - поэтому я и написал про нейронку - это как раз для неё задача. Конкретное распределение будет меняться, но локальные минимумы и максимумы никуда не денутся. Не утверждаю, что это 100% рабочая идея, но на мой взгляд она заслуживает чуть более детальной проработки. Хотя если у автора удовлетворительно (с обдувом, обмывом, скребками) работает мерное колесо, глупо будет искать добро от добра. -
Коммерческий учет сыпучих материалов поступающих на предприятие и отгрузка на судно
Killerchik ответил на тема форума автора Дядя Федя 2 в Измерения
Не понял, о каких импульсах Вы говорите. -
Коммерческий учет сыпучих материалов поступающих на предприятие и отгрузка на судно
Killerchik ответил на тема форума автора Дядя Федя 2 в Измерения
Пардон, но у меня видимо мозгов не хватит понять Ваш вопрос Отмечу лишь, что в предложенной мной схеме определения скорости ленты будет иметь значение (на мой взгляд) исключительно расстояние между роликами. Как между ними распределяется нагрузка - абсолютно без разницы, лишь бы вся конструкция была стабильна во времени. -
Коммерческий учет сыпучих материалов поступающих на предприятие и отгрузка на судно
Killerchik ответил на тема форума автора Дядя Федя 2 в Измерения
https://www.vseinstrumenti.ru/product/shtangentsirkul-tulamash-shts-3-4000-0-05-gubki-600-mm-126566-8330127/ Покажу с запасом, сразу на 4 метра. В моей предварительной идее я предлагаю принять за "взвешивающий участок" блок из 3-4 роликов, расположенных в одной плоскости, перпендикулярной направлению движения ленты. И анализируя показания датчиков веса на множестве расположенных рядом вот таких групп роликов, я предполагаю, можно будет весьма точно судить о том, в какой момент времени на какой группе находится одинаковое место ленты с грузом. Далее, зная расстояние между роликами, элементарно подсчитывается скорость. Нет. Я как раз думаю, что никакой капитан не подпишется под чем-то, что не "сертифицировано IMO". Ультразвук. Но забудьте, ниже я об этом написал Так Вы сами выше писали о том, что на колесо налипает всякая бяка. Так-то в относительно чистой среде измерительные колёса хорошо работают, спору нет. 4м/сек проблема???? Бегите от таких исполнителей. Одними из покупателей нашей продукции являются как раз производители систем машинного зрения, поэтому я слегка в курсе их возможностей. Но и цена в 300к рублей звучит как "группа студентов решила подзаработать". Мы тут наверное чуть-чуть друг друга не поняли. Что я предлагаю: ставите последовательно друг за другом множество одинаковых "блоков роликов", измеряющих вес. При этом существующая весоизмерительная часть остаётся как есть. Эти блоки роликов не обязаны быть очень точными. Ставите их на одинаковом расстоянии друг за другом. СмОтрите на показания, условный ПЛК в реалтайме анализирует показания обязательно нескольких последовательных датчиков, по одному точно будет фигня. Для нейронки как раз подходящая задача По этим показаниям отмечается момент времени, когда через конкретные места проходит одно и тоже место ленты. Зная расстояния между каждым роликом и соседним и относительно некой нулевой базы, уже без проблем вычисляется реальная скорость. -
Коммерческий учет сыпучих материалов поступающих на предприятие и отгрузка на судно
Killerchik ответил на тема форума автора Дядя Федя 2 в Измерения
И на самом деле, на мой взгляд главная проблема тут не в конструировании какого-то колхоза различной степени колхозности. Всё можно сделать, можно даже признать это СИ в РФ. Но первый вопрос, который меня бы тут интересовал - как всё это увязать с условной IMO. Это же отдельный мир со своими правилами и нормами. Вероятно, тысячи портов по всему миру уже давно решили подобную проблему и есть проверенные и сертифицированные в словной IMO конвейерные весы, показания которых воспримут всерьёз и перевозчики, и грузополучатели, и грузоотправители. -
Коммерческий учет сыпучих материалов поступающих на предприятие и отгрузка на судно
Killerchik ответил на тема форума автора Дядя Федя 2 в Измерения
В смысле как определяется фактическое расстояние между роликами? Штангенциркулем, 3д сканером, да много чем ещё по вкусу. -
Коммерческий учет сыпучих материалов поступающих на предприятие и отгрузка на судно
Killerchik ответил на тема форума автора Дядя Федя 2 в Измерения
Ещё подумалось - любые метки на/в ленте не сработают, она же у Вас тянется неравномерно и непредсказуемо. Из контактных методов подумайте например о множестве измеряющих вес роликов в зоне измерения. Точными могут быть лишь несколько из них. Зная расстояние между роликами и время между повторяющимися показаниями вычислите скорость. -
Коммерческий учет сыпучих материалов поступающих на предприятие и отгрузка на судно
Killerchik ответил на тема форума автора Дядя Федя 2 в Измерения
Если не металл - поищите в сторону ёмкостных датчиков. Скорее всего нереально, но вдруг что-то подберётся. Если металл - индукционные, с малой зоной срабатывания. Возможно подойдёт что-то с УЗ. Да хоть десять километров, объём работы +- представляю. По моему скромному опыту, при разовой задаче намного эффективнее действовать в лоб - если это возможно, чем пытаться изобретать какие-то "элегантные" методы. Контроль выпадения метки можете сделать по мерному колесу в контакте с лентой, кажется выше Вы писали, что уже пытались его использовать. Колесо даст грубое измерение, самое главное - если результат с него резко отличается - значит что-то произошло. В целом, я думаю что любой контактный метод тут провалится, нужно что-то бесконтактное. Машинное зрение, возможно УЗ, возможно лазером по отражению от ленты (да, даже глинка-земелька очень плохо, но вроде бы что-то отражает, не верен на 100%). На мой взгляд, самое реалистичное - камера с подходящим объективом на расстоянии метров 10, обдув объектива чистым (естественно осушенным) воздухом и машинный анализ видеопотока. Стоимость внедрения для порта по-идее должна быть смешная, особенно по сравнению с длящимися годами (!) попытками что-то наколхозить. Плюсом - не нужно или почти не нужно ничего останавливать. -
Коммерческий учет сыпучих материалов поступающих на предприятие и отгрузка на судно
Killerchik ответил на тема форума автора Дядя Федя 2 в Измерения
Непонятна проблема. Корд в ленте не металлический? Если да - можно подобрать датчик, считающий проволоки корда. Если нет - вклеить внутрь ленты кусочки металла или магниты и по ним считать фактическую длину. -
исполнительные размеры калибра G2 1/2
Killerchik ответил на тема форума автора Татьяна Sl в Измерения
Слушайте, ну это, простите, несерьёзно. Основополагающий документ - ГОСТ. Что там у кого и где написано - имеет довольно мало значения. В справочнике вполне может быть ошибка. -
исполнительные размеры калибра G2 1/2
Killerchik ответил на тема форума автора Татьяна Sl в Измерения
Проблема непонятна. В ГОСТе не указаны какие-то составляющие формулы? -
Разница между калибрами по DIN 228-2 и ГОСТ 2533-88
Killerchik ответил на тема форума автора tsonich021 в Измерения
То есть соответствует ли каждый из калибров тому стандарту, который на нём указан? Судя по Ваших расчётам и результатам замеров оба калибра годные. Правда, у меня присутствуют небольшие сомнения, что в ЦСМ действительно измеряли средний диаметр, а не просто проверили их контрольными пробками. На зазор в свинченном состоянии влияет много факторов. Кольцо может быть ощутимо некруглым. Может быть ошибка шага. Откуда взялось среднее число, я не понял. -
Разница между калибрами по DIN 228-2 и ГОСТ 2533-88
Killerchik ответил на тема форума автора tsonich021 в Измерения
А что значит истиным? Калибр - это материальное изделие, у него есть какие-никакие допуска. Ваш калибр Хоффман - проходной, он должен накручиваться. Кольцо НЕ у Вас есть? -
Термоконстантное помещение - разве это сложно?
Killerchik ответил на тема форума автора Vavilon08 в Другое
В хороших их иногда не один.... десяток Именно потому что "У массива гранита одни свойства, у материала портала - свои. У пиноли со щупом и энкодерами - свои." -
Длина резьбы: физический смысл обозначений и процесс измерения
Killerchik ответил на тема форума автора Killerchik в Измерения
Увы, предсказуемо ничего там не нашлось. Продолжу искать. -
Длина резьбы: физический смысл обозначений и процесс измерения
Killerchik ответил на тема форума автора Killerchik в Измерения
Так я тоже умею и делаю, до этого вообще винт вкручивали))))) Но это несерьёзно. Конкретный пример - винт М2 с неполной резьбой, длина резьбы 4+-0,05. Ясно-понятно, что конструктор дундук, но чертёж есть и есть вопрос - а что это означает? Где заканчиваются 4мм? Как их правильно измерить?

