



Olegas
-
Число публикаций
88 -
Регистрация
-
Последнее посещение
-
С Новым Годом! Добра, благополучия, радости, всех истинных благ!!!
-
P.S. Для нониусных штангенглубиномеров Mahr удобнее просто перевернуть штангу другим концом - у них шкала двухсторонняя и специально для этого предназначена. По цифровым такой функции не нашел.
-
Кира Андреевна, добрый день! Рад Вас видеть). Точно сказать не могу, т.к. не нахожу требований к данной поверхности для этих глубиномеров, в том числе и в стандарте DIN 862, которому должны соответствовать, по крайней мере, 30ND. Но могу высказать личное мнение или даже убеждение, что эта поверхность в глубиномере рабочая, т.е. ее можно использовать для измерения глубины. Почему не попало в методику - всегда исходили из минимизации проблем при поверке, в связи с этим, к сожалению, страдала формальная функциональность приборов.
-
Добрый день! Вы индикатор подключаете к прибору кабелем или у вас система распознавания изображений на Оптимаре установлена?
-
Ремонт профилометра Mahr Marsurfe PS 10
Olegas ответил на тема форума автора Привалов Эдуард в Ремонт
Добрый день! Еще актуально? -
Добрый день! Не торопитесь списывать. Вопрос решаемый. Была ограниченная серия электронных инструментов (около 2015 года выпуска, +/-), у которых при долгой работе на разряженной батарее могли сброситься сервисные настройки. Решается двумя способами: 1. Перепрошивка на заводе-изготовителе. 2. Ввод сервисных настроек с помощью определенных комбинаций клавиш (зависит от типа и серии инструмента). Для этого микрометра можно попробовать нажать одновременно клавиши mm/Inch и 0/ABS > 3 секунд. Если не поможет, просьба прислать его серийный номер и артикул (можно фото с обратной стороны).
-
Mahr поставляются через официальных дилеров.
-
Они в Госреестре, номер 76973-19.
-
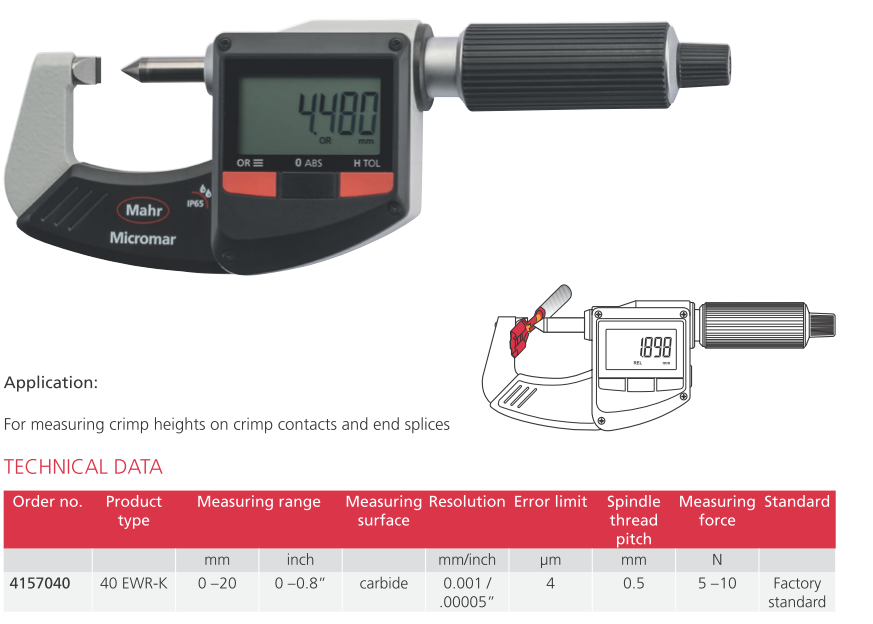
Добрый день! Есть специальный микрометр:
-
Добрый день! Вопрос по микрометру актуален?
-
Прошу прощения, зарапортовался. New Неопределённость-1.pdf
-
Вебинар «Неопределенность измерений – достоверность результатов измерений»
Olegas ответил на тема форума автора Olegas в Семинары и конференции
Уважаемые коллеги! Благодарим вас за участие в вебинаре. Кому не удалось принять участие, можете найти его запись на Ютуб-канале Представительства Mahr по ссылке: https://www.youtube.com/channel/UCarueJ2E0vqp_kQggabSQ7w?view_as=subscriber Будем рады вас видеть на следующих мероприятиях! Презентацию в pdf можно скачать выше. -
Вебинар «Неопределенность измерений – достоверность результатов измерений»
Olegas ответил на тема форума автора Olegas в Семинары и конференции
Доброе утро! См. вложение. New Неопределённость-1.pdf -
Уважаемые коллеги! Благодарим вас за участие в вебинаре "Неопределенность измерений - достоверность результатов измерений". Кому не удалось принять участие, можете найти его запись на Ютуб-кнале Представительства Mahr по ссылке: https://www.youtube.com/channel/UCarueJ2E0vqp_kQggabSQ7w?view_as=subscriber Будем рады вас видеть на следующих мероприятиях!
-
Вебинар «Неопределенность измерений – достоверность результатов измерений»
Olegas ответил на тема форума автора Olegas в Семинары и конференции
Уважаемые коллеги! Сообщаем основные тезисы предстоящего вебинара «Неопределенность измерений – достоверность результатов измерений», запланированного на 19.11.2020 г.: 1. Зачем и где применяется неопределенность измерений 2. Цель измерений 3. Погрешность измерения 4. Классификация погрешностей измерений 5. Неопределенность измерений 6. Источники неопределенностей измерений 7. Оценки выявления составляющих неопределенности 8. Определение составляющих неопределенности по типу А 9. Определение составляющих неопределенности по типу B 10. Определение стандартных неопределенностей для предельных значений составляющих 11. Инструментальная неопределенность 12. Неопределенность схемы измерения 13. Неопределенность базирования и линии измерения 14. Температурная неопределенность 15. Неопределенность измерительного усилия 16. Неопределенность настройки 17. Неопределенность оператора 18. Неопределенность повторяемости 19. Неопределенность разрешения и округления 20. Неопределенность гистерезиса 21. Неопределенность калибровки 22. Уравнение измерения 23. Выявление составляющих и составление бюджета 24. Результат измерений, полный результат, интервал неопределенности 25. Соответствие и несоответствие результатов измерений 26. Что дает применение неопределенности в машиностроении 27. Неопределенность при юстировке и калибровке приборов 28. Неопределенность при сличениях и межлабораторных испытаниях Кто еще не зарегистрировался, предлагаем сделать это заранее, чтобы не пропустить важное мероприятие.
