KenGURU
-
Число публикаций
86 -
Регистрация
-
Последнее посещение
1 подписчик

-
Не преувеличивайте, понесло вас в книжный отдел и смерть специалистов. Я понимаю о чём вы говорите и беспокоитесь, но это неуместно в данном случае. Прежде чем бросить силы и средства необходимо чётко понимать с чем можно столкнуться, а бросаться на всё подряд и изучать всё подряд никакой жизни не хватит. Усилия должны быть целесообразны, а не просто ходить и рубить лес, ради того чтобы летели щепки.
-
Притиры встанут по цене как стотыщ калибров, ещё примерно столько же надо испортить, чтобы набить руку, чтобы не убить цилиндричность и допуск на калибр. Возможно я ошибаюсь, но притиры ещё и поправлять надо время от времени.
-
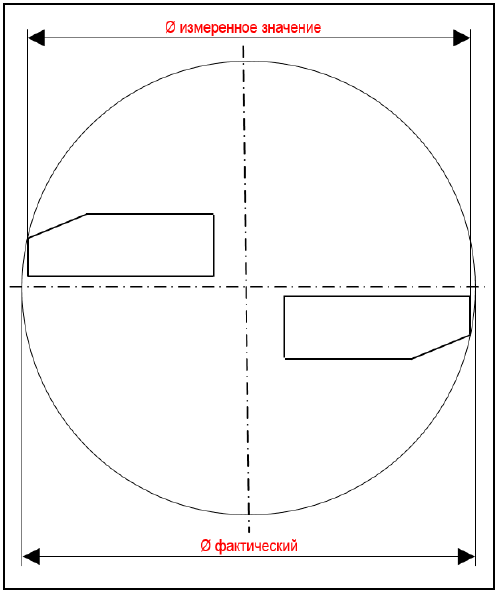
Если есть нужда измерять внутренний диаметр, то обнулите ШЦ ноль или в номинал установочного кольца близкого к измеряемой величине. Иначе измеренное значение всегда будет меньше действительного, что-то типа этого:
-
Стандартные допуска на изготовление 6Н - для пробок и 6g - для колец. По крайней мере так за бугром.
-
Регулируйте применение в зависимости от места применения, т.е. более изношенный - в ОТК, менее изношенный в производство. Думаю понятно, что два калибра которые соответствуют требованиям, могут доставить неприятности: в производстве с натягом проходит, в ОТК новый и не закручивается... А чтобы обеспечить прослеживаемость, указывайте номера калибров в документации, чтобы было понятно какими калибрами осуществлялся контроль, где и кем.
-
Намагничивание изделий обычно происходит во время механической обработки, а также во время неразрушающих методов контроля, а именно магнитопорошковый контроль. Там вся соль в намагничивании детали, ну и как следствие в конце процедуры необходимо деталь размагнитить. Размагничивают для того, чтобы в процессе эксплуатации конечного изделия к нему не прилипали посторонние загрязнения (пыль уличная, например) и не ухудшали эксплуатационных свойств этого изделия. Короче, намагнитил, проверил, размагнитил. На контрольной операции проверяется остаточная намагниченность. В практике сталкивался, что просто размагничивание не помогает, а помогает только намагничивание с последующим размагничиванием. Видимо как-то полюса не совпадают что-ли, хрен его знает в общем, эти тонкости мне неведомы и нет нужды в них разбираться. Намагничивание и размагничивание детали производится установкой для контроля. В развитых и не скупых европейских предприятиях, размагничивание не производят на той же установке, на которой производится намагничивание. Не делают этого, чтобы исключить человеческий фактор, чтобы сократить время на контроль и т.п. Размагничивание проводят сразу партии деталей, к примеру партия деталей убирается в стандартную паллету и тогда всю паллету прогоняют по некому конвейеру, который снабжён токовой петлёй (что-то типа того), детали сквозь петлю проезжают и автоматом размагничиваются. Как-то так. За очепятки, запятые и прочее - простите, не достаточно грамотный чтобы сразу написать всё правильно.
-
Уверен, что размагничиванием занимаются компетентные специалисты, поэтому напишу на всякий случай, чтобы никого не обидеть. Если не размагничивается, то попробуйте намагнитить и потом размагнитить.
-
Могу лишь опереться на встречающиеся мне требования, и это обычно не более 3-5Гс. В нормативке не встречалось такого, хотя надо бы. Так а почему размагнитить не получилось?
-
Silvac
-
Центра любые есть и 60 и 90 град. Заходная фаска обычно 1х45 град резьб подобного размера. Фаски может и не быть вовсе, всё зависит от способа нарезания резьбы, но в любом случае отсутствие фасок не помешает измерениям. риски только для первого витка резьбы Оптической установке фиолетово на биения, лишь бы в камеру не врезалась деталь, когда будет крутиться.
-
Посмотрите это: номер в реестре 28150-13 (Федеральный информационный фонд по обеспечению единства измерений (gost.ru)). Не знаю есть-ли точнее что-то с аналогичной производительностью, но едва. С допуском на цилиндричность в 0,001мм нужно уже применять что-то сверхестесвенное. Несколько вводных про оптические измерения: - учтите, что малые допуска почти всегда чреваты повторными измерениями, поскольку пылинки и ворсинки оптика "видит". Не помогут не влажность в помещении, не безворсовые ткани для протирки, не специальные "пластилины" для удаления загрязнений. Здесь кстати должен выручить гибридный вариант (оптика+контактный щуп): щупом контролируем диаметры с малыми допусками, остальное камерой. И так будет правильнее, поскольку какую-то условную "ямку" камера не увидит, не забываем про цилиндричность. - время измерений зависит от того как написана программа, если продольных сечений брать два через 90 градусов, то 10 сек. (к примеру), если каждые 10 градусов, то время увеличится пропорционально. В данном случае с цилиндричностью придётся брать достаточно много сечений. @Ника По поводу крепления детали - там фаски есть перед резьбой, в центра зажать без проблем. Если фаски условно обозначены, то через резьбовые втулки с центровками чтобы не повредить заходные витки резьбы, а если нет переживаний таких, то и вовсе можно зажать как попало, правда и в измерительной программе нужны будут соответствующие манипуляции. Лучшего я не знаю, КИМ не предлагаю.
-
1163 - радиусный ШЦ, глубиномер, пересчёт? А измерения до сварки\сборки нельзя выполнить?
-
Ну если так важен момент затяжки, то применяйте любой повереный\калиброванный ключ - это обеспечит минимальный нужный момент затяжки плюс ПГ. Если нужно застраховаться от недостаточного момента затяжки, на что обратила внимание Ника, то существуют ключи настроенные на единственный момент затяжки и момент на них никак не регулируется. Перетянуть соединение выше номинала+ПГ невозможно. Ключи такие редки, делают их по спец. заказу или нет сказать не могу. Классика жанра выглядит так: - работник тянет своим ключом и ставит метку на соединении, например синей краской. Метка при этом замыкает сопрягаемые узлы. - контролёр проверяет своим ключом и смотрит страгивание болта\гайки - это покажет краска и ставит свою, контрольную метку, например красной краской. Так защитимся от недостаточного момента и обеспечим двойной контроль. Кстати, момент затяжки меняется если при затяжке работник тянет ключ вокруг оси и при этом прикладывает усилие в сторону отклонения ключа от перпендикуляра к оси болта\гайки. Это хорошо заметно на малых моментах. Но это так, к слову.
-
Как я понял, что умеют! Там горизонтальная координата, пусть будет Х, с приводом. Точно сказать пока не могу, ожидаю поставки, далее изучение и опробование.
-
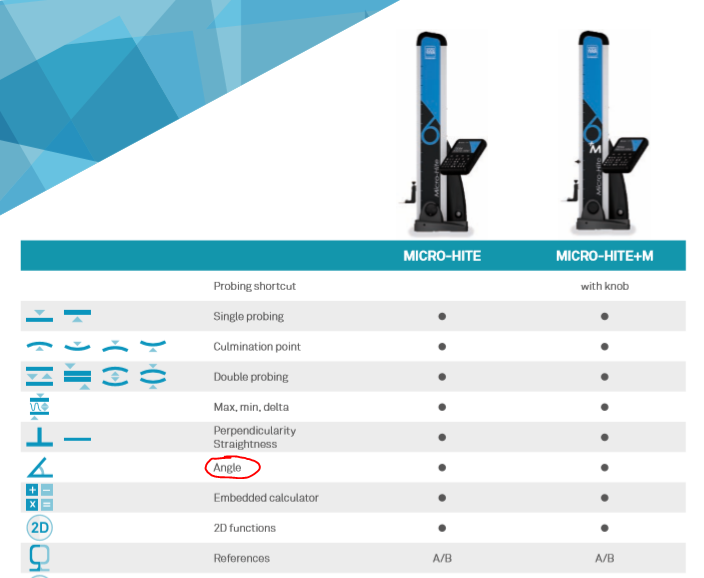
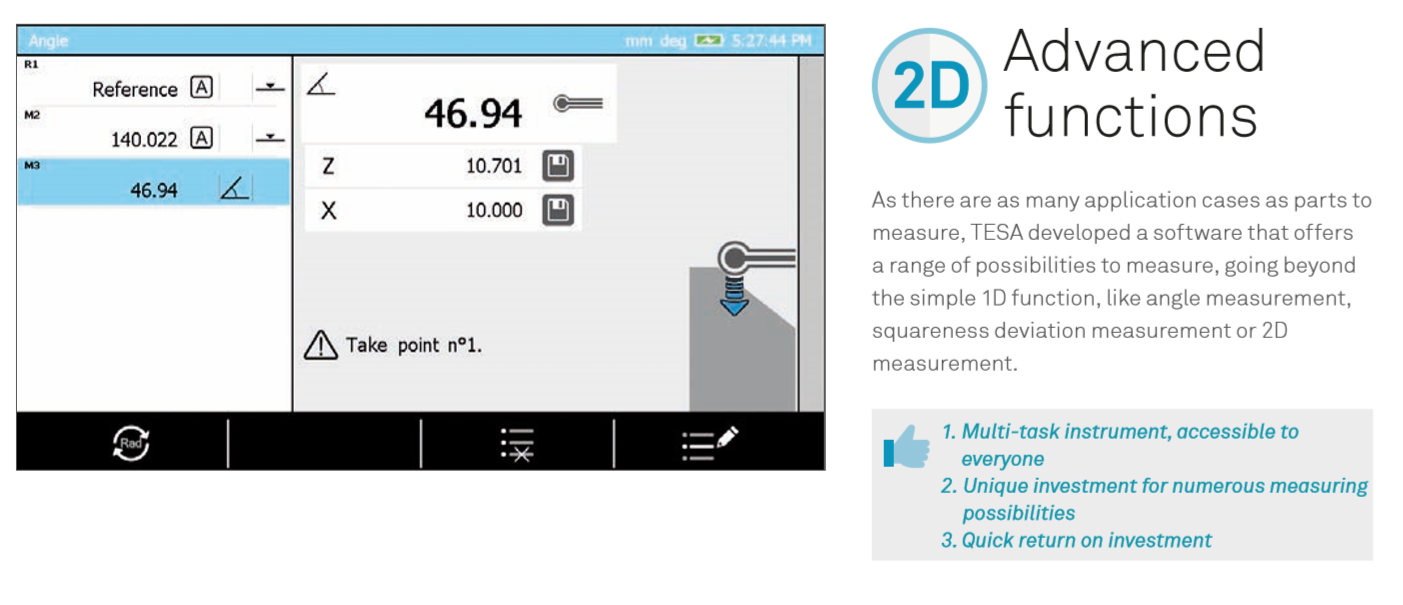
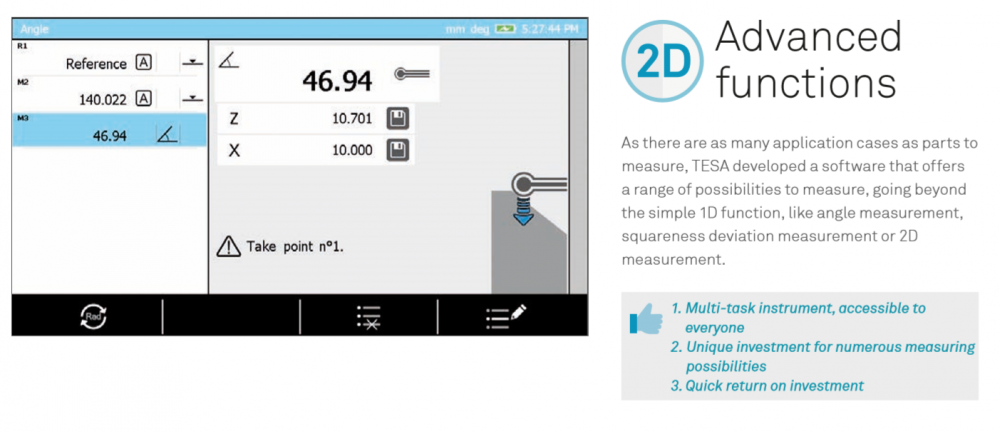
Фаска конечно маловата, чтобы измерить на КИМ, нужно взять минимум 2 окружности по фаске. Если качество поверхности хорошее, то проблем при измерении на КИМ быть не должно. По факту КИМ - нет, контурографа - нет. Как быть если измерения нужны и нужна прослеживаемость? Может высотомер потяните? Сегодня есть модели высотомеров, которые имеют функцию измерения угла. Если нет, то прислушайтесь, например, к Владимиру Александровичу, иного выхода тут просто нет. Нужны измерения, вливате бабло, рыбу съесть и всё прочее не получится. В Германии стоит (+М который) чуть больше 6000 европейских рублей, в России можно купить около 7500-8000