basoy
-
Число публикаций
112 -
Регистрация
-
Последнее посещение
1 подписчик
-
Здравствуйте уважаемые метрологи! нужна ваша помощь ситуация такая! мы на предприятии изготавливаем радиотехнические приборы для военных, потом эти приборы прогоняем по ТУ с использованием большого количества различных измерительных приборов ( в основном генераторы) вопрос мы решили сделать плату с использованием ПЛИС для формирование всех сигналов, которые необходимы для прогонки наших приборов по ТУ. Т.е мы используемые генераторы запрограммировали в ПЛИС. вопрос возможно сделать нашу плату как не стандартное оборудование и использовать вместо генераторов прошлого века, а новые никто не хочет покупать, пока все генераторы полностью не развалятся
-
Определение сферы госрегулирования
тема форума создал basoy в Метрологическое обеспечение производства
Добрый день, метрологи! У меня такой вопрос мы сертифицируем нашу продукцию согласно Технический регламент Таможенного союза ТР ТС 010/2011 О безопасности машин и оборудования. Вопрос я не могу точно определить попадаем под 102 ФЗ. Т.е. нам необходимо поверят все свои СИ начиная с рабочего, который контролирует деталь на станке и заканчивая СИ ОТК. Или нам можно производить калибровку самостоятельно тех СИ, которые использует рабочий, а поверять уже СИ только те, которые использует ОТК? -
Добрый день! Подскажите пожалуйста, вопрос возможно провести аттестацию стенда, если мы ещё не поставили на учет в Ростехнадзора, т.к. стенд, где являтся опасным производственным объектом. И есть какие-нибудь нормативные документы?
-
Использование калибров с Сфере обеспечения Единства Измерений
basoy ответил на тема форума автора Дмитрий121 в Общие вопросы
Получается, если например писать уже калибровку и на СДК выдавать сертификат калибровки, то уже необходимо? Под СДК я имею ввиду калибры резьбовые и гладкие. -
Использование калибров с Сфере обеспечения Единства Измерений
basoy ответил на тема форума автора Дмитрий121 в Общие вопросы
Ну всё же для проведения проверки СДК требуется аккредитация или нет? -
Спасибо большое за информацию.
-
Поверка или калибровка должна быть у манометров на тепловых пунктах предприятия
basoy ответил на тема форума автора MetrologLilya в Другое
Добрый день! Я выскажу свою точку зрения, надеюсь меня скорректируют более опытные метрологи. Т.к. приборы используются для учета энергетических ресурсов, то согласно ФЗ 102 мы попадем на пункт 8 сферы государственного регулирования обеспечения единства измерений 8) выполнении государственных учетных операций и учете количества энергетических ресурсов; Отсюда следует, что все приборы должны быть поверены. В индикаторы переводят не от качества воды (холодная,горячая), а от точности. Если вам не нужна точность, например вам необходимо просто убедиться, что есть какое-то давление, то вы можете их перевести в индикаторы, а если вы уже с них считываете показания, то в индикаторы их нельзя переводить. Но в перевод в индикаторы тоже не очень простой случай, учитывая что понятия как "индикаторы" в РМГ 29-2013 нет. -
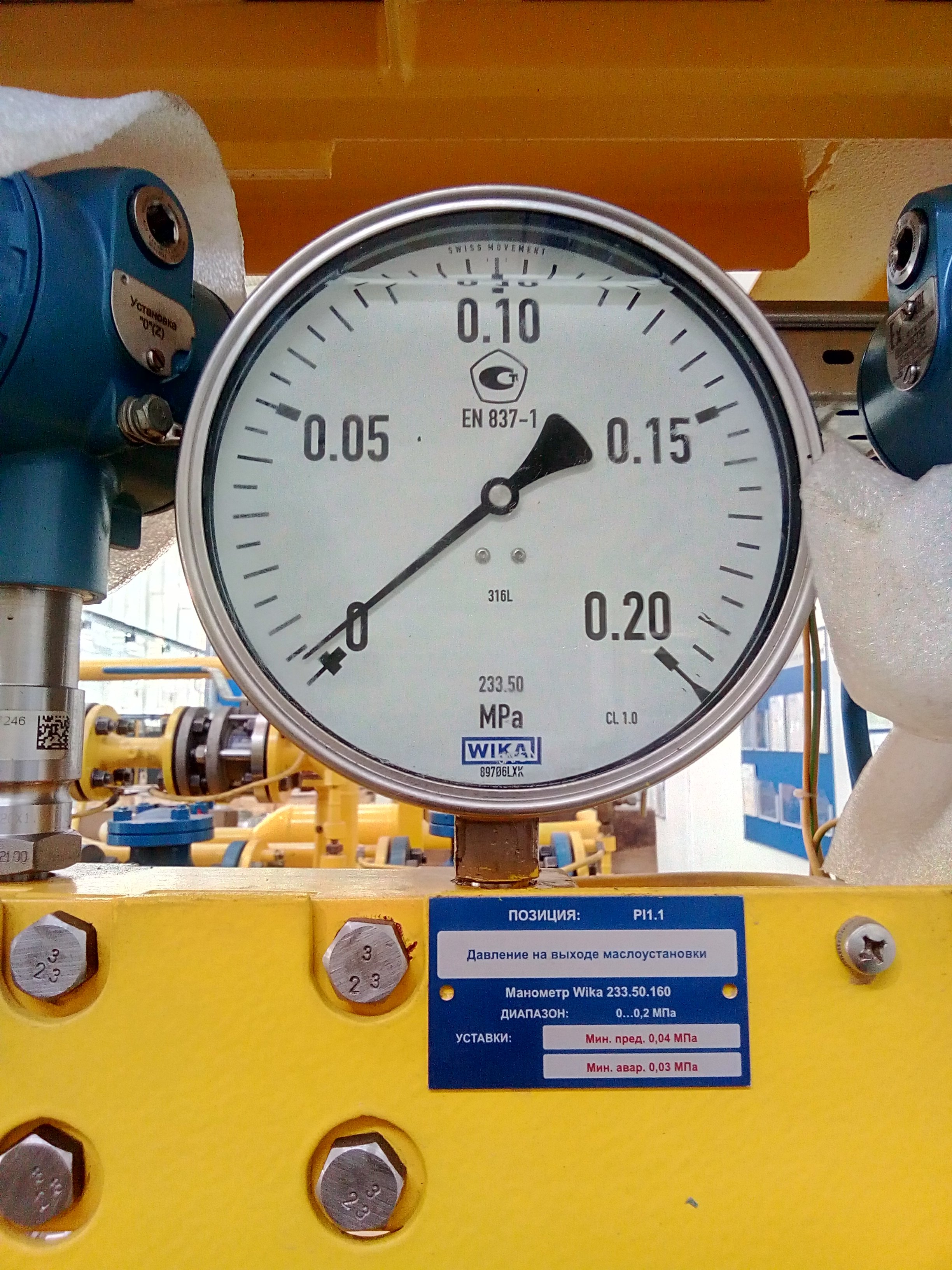
Добрый день. Хочу у Вас проконсультироваться. На масле установке стоит манометр, во вложении фото, что стрелка не на нуле. Мне спрашиваю как критично это, я взял методику поверки МИ 2124-90. Нашел пункты 5.2.2. Стрелка (перо) прибора, имеющего корректор нуля, при отсутствии давления должна быть установлена по центру нулевой отметки шкалы (нулевой отсчетной линии диаграммы). 5.2.3. Стрелка (перо) прибора, не имеющего корректор нуля, должна при отсутствии давления располагаться на нулевой отметке шкалы (нулевой отсчетной линии диаграммы) с отклонением не более предела допускаемой основной погрешности, если иное не оговорено в документации на прибор. И получается что цена деления данного манометра 0,005 МПа, а допускаемая основная погрешность составляет (0,2 МПа (ВПИ) * 1 % (1 КТ))/100 %=0,002 МПа. Отсюда следует, что если стрелка превышает цену деления, то необходимо регулировка нуля манометра. И сюда по фото, данному манометру тоже требуется регулировка нуля. Прошу Вас сказать, прав ли я или нет, т.к. не занимаюсь поверкой(

-
Добрый день! Подскажите пожалуйста, Вы отправляете на поверку (калибровку) СИ, которые стоят на станках?
-
Добрый день! Подскажите пожалуйста что дает свидетельство об оценке состояния измерений (аттестации) в лаборатории? Они могут предоставлять какие-то услуги посторонним организациям?
-
Метрологический надзор
basoy ответил на тема форума автора tania0806 в Метрологическое обеспечение производства
Спасибо всем! Как пройдет напишу, если интересно. -
Метрологический надзор
basoy ответил на тема форума автора tania0806 в Метрологическое обеспечение производства
мне бы конкретику -
Метрологический надзор
basoy ответил на тема форума автора tania0806 в Метрологическое обеспечение производства
Уважаемые метрологи, добрый день! К нам на предприятие придет федеральный государственный метрологический надзор. Подскажите пожалуйста, кто-нибудь сталкивался с данным надзором, что он проверяет и вообще как все происходит? -
Добрый день! Подскажите пожалуйста, хотели приобрести микроскоп МПБ-3, госреестр 12045-89, но наши закупщики говорят, что якобы сняли с выпуска данные микроскопы. Подскажите пожалуйста какие-нибудь аналоги.