



Семен Кирюшин
-
Число публикаций
428 -
Регистрация
-
Последнее посещение
1 подписчик

-

Паспорт или аттестат на штриховую меры длины
Семен Кирюшин ответил на тема форума автора Семен Кирюшин в Документация СИ
Спасибо всем за помощь! Прямо то, что нужно. -
Добрый день, дорогие Форумчане! Помогите не словом, а делом. У кого-нибудь есть скан паспорта или советского аттестата на штриховую меры длины, которая шла в комплекте с УИМами? Буду очень благодарен.
-
Образец паспорта и номер госреестра стеклянной меры шероховатости
Семен Кирюшин ответил на тема форума автора Семен Кирюшин в Документация СИ
Спасибо за информацию! Будем думать.
-
Добрый день, форумчане! Есть у кого-нибудь образец паспорта на стеклянную меру шероховатости производства завода Калибр (см. фото ниже)? И еще: какой у нее номер госреестра (если он вообще есть)?

-
Составляете перечень и график проверки СК. Периодичность регламентируете самостоятельно (или по согласованию с заказчиком например) исходя из интенсивности эксплуатации СК (у нас была периодичность 1,3,6,12 месяцев). Пропишите процедуру предоставления СК на проверку. На каждое СК при изготовлении или при приобретении составляется паспорт утвержденной формы (на разные СК необходимо сделать актуальные паспорта, не забудьте присвоить номера). Оформление паспорта было таким, что позволяло делать отметки о дате проверки СК и значениях основных контролируемых размеров. Примера процедуры увы нет, т.к. давно на производстве не работаю.
-
Индикаторы часового типа Митутойо
Семен Кирюшин ответил на тема форума автора smska в Проведение поверки
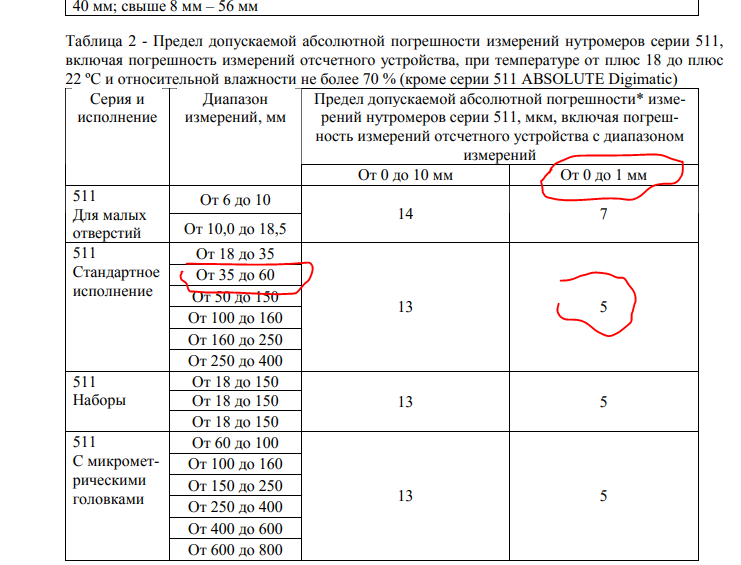
Вот характеристики из описания типа на нутромер 31706-20. Минимальное перемещение измерительного наконечника заявлено в 1,2 мм, но нутромер может комплектоваться головкой с диапазоном измерений от 0 до 1 мм. В методике поверки указано, что минимальное перемещение измерительного наконечника определяется по шкале отсчетного устройства. Понятно, что на головке с диапазоном от 0 до 1 мм это невозможно. По факту: косяк в описании типа и методике поверки.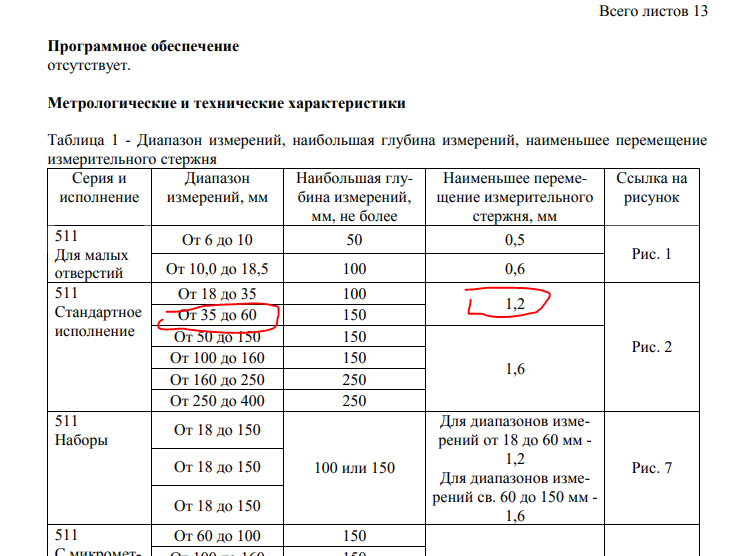

-
Индикаторы часового типа Митутойо
Семен Кирюшин ответил на тема форума автора smska в Проведение поверки
Госреестр головки 23005-2013. Ссылка на описание типа в Аршине ниже. Действие закончилось 15.06.2024 г. https://fgis.gost.ru/fundmetrology/cm/mits/5a236d50-5663-3fce-dcf9-75eb2b839535 -
Должны сходится))) у меня сходились)
-
Плюсы: - быстрая смена щупов без калибровки (как при ручной смене), т.к. у вас уже каждый щуп откалиброван - экономия времени; - увеличение возможностей контроля за счет использования разных щупов. Минусы: - съедает рабочее пространство стола (уменьшается диапазон измерений); - дополнительные затраты. При приобретение нужно внимательно проработать, что именно вы хотите и в каком количестве, чтобы использовать этот магазин максимально рационально, а не для того, чтобы он у вас просто был.
-
Мне кажется проблема в том, что у вас размер не в допуске на несколько соток, а не в округлении.
-
Можете сделать оформление по ГОСТ Р 8.879-2014, а туда перекатать содержимое МИ.
-
Резьбовые калибры - кольца
Семен Кирюшин ответил на тема форума автора СедановаЕкатерина в Общие вопросы
Мне кажется вам стоит перепроверить кольцо контр-калибрами износа. Так быть не должно.- 2 ответа
-
- 2
-

-
Проверка калибра-пробки резьбового
Семен Кирюшин ответил на тема форума автора Анна А_А в Методы поверки и калибровки
Можно рассчитать все параметры по ГОСТ 24997-2004. Я так делал. -
По факту это средства контроля, вот их и проверяют. А то что они раньше выдавала вам сертификат о калибровке - это уже с ними надр разбираться.
-
Необходимость указания СИ в "Карте технологического процесса(на сборку)"
Семен Кирюшин ответил на тема форума автора Сергей Колеватов в Документация
Это уже второе упоминание об использовании ИИ при решении метрологического вопроса на форуме недели за две. Пользуются же люди. Ах, как устарел.... а мне всего лишь 35 лет))))

