

Семен Кирюшин
-
Число публикаций
426 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя Семен Кирюшин
-

Образец паспорта и номер госреестра стеклянной меры шероховатости
Семен Кирюшин ответил на тема форума автора Семен Кирюшин в Документация СИ
Спасибо за информацию! Будем думать.
-
Добрый день, форумчане! Есть у кого-нибудь образец паспорта на стеклянную меру шероховатости производства завода Калибр (см. фото ниже)? И еще: какой у нее номер госреестра (если он вообще есть)?

-
Составляете перечень и график проверки СК. Периодичность регламентируете самостоятельно (или по согласованию с заказчиком например) исходя из интенсивности эксплуатации СК (у нас была периодичность 1,3,6,12 месяцев). Пропишите процедуру предоставления СК на проверку. На каждое СК при изготовлении или при приобретении составляется паспорт утвержденной формы (на разные СК необходимо сделать актуальные паспорта, не забудьте присвоить номера). Оформление паспорта было таким, что позволяло делать отметки о дате проверки СК и значениях основных контролируемых размеров. Примера процедуры увы нет, т.к. давно на производстве не работаю.
-
Индикаторы часового типа Митутойо
Семен Кирюшин ответил на тема форума автора smska в Проведение поверки
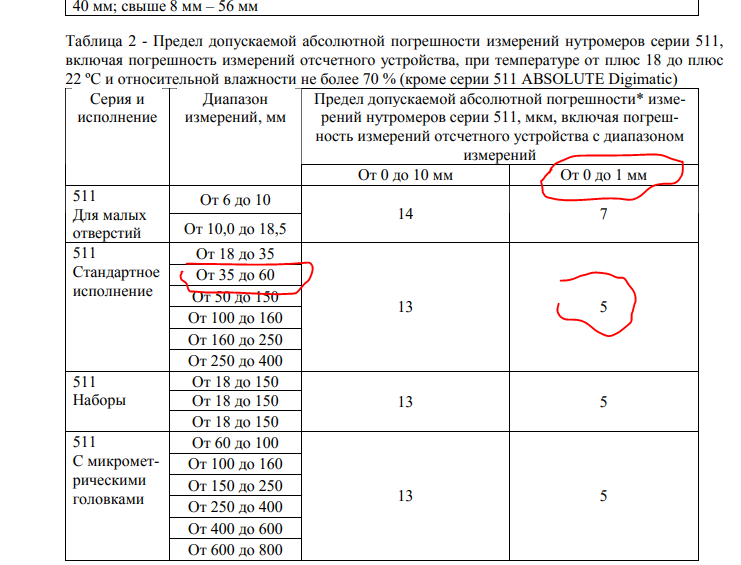
Вот характеристики из описания типа на нутромер 31706-20. Минимальное перемещение измерительного наконечника заявлено в 1,2 мм, но нутромер может комплектоваться головкой с диапазоном измерений от 0 до 1 мм. В методике поверки указано, что минимальное перемещение измерительного наконечника определяется по шкале отсчетного устройства. Понятно, что на головке с диапазоном от 0 до 1 мм это невозможно. По факту: косяк в описании типа и методике поверки.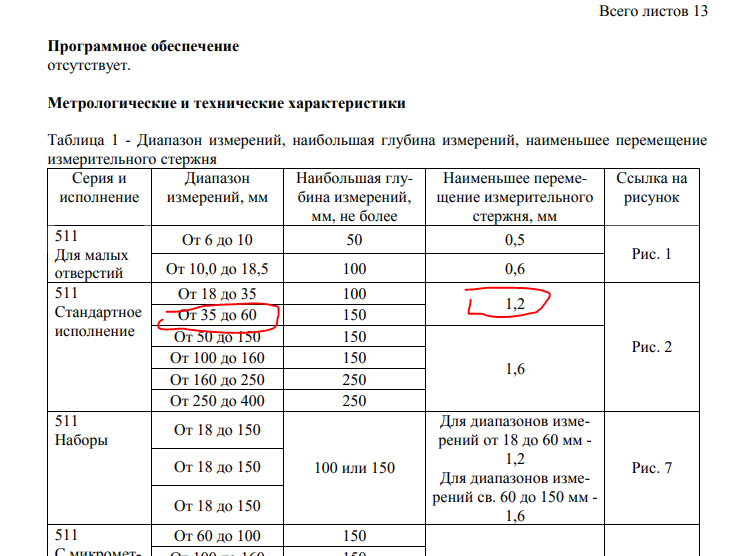

-
Индикаторы часового типа Митутойо
Семен Кирюшин ответил на тема форума автора smska в Проведение поверки
Госреестр головки 23005-2013. Ссылка на описание типа в Аршине ниже. Действие закончилось 15.06.2024 г. https://fgis.gost.ru/fundmetrology/cm/mits/5a236d50-5663-3fce-dcf9-75eb2b839535 -
Должны сходится))) у меня сходились)
-
Плюсы: - быстрая смена щупов без калибровки (как при ручной смене), т.к. у вас уже каждый щуп откалиброван - экономия времени; - увеличение возможностей контроля за счет использования разных щупов. Минусы: - съедает рабочее пространство стола (уменьшается диапазон измерений); - дополнительные затраты. При приобретение нужно внимательно проработать, что именно вы хотите и в каком количестве, чтобы использовать этот магазин максимально рационально, а не для того, чтобы он у вас просто был.
-
Мне кажется проблема в том, что у вас размер не в допуске на несколько соток, а не в округлении.
-
Можете сделать оформление по ГОСТ Р 8.879-2014, а туда перекатать содержимое МИ.
-
Резьбовые калибры - кольца
Семен Кирюшин ответил на тема форума автора СедановаЕкатерина в Общие вопросы
Мне кажется вам стоит перепроверить кольцо контр-калибрами износа. Так быть не должно.- 2 ответа
-
- 2
-

-
Проверка калибра-пробки резьбового
Семен Кирюшин ответил на тема форума автора Анна А_А в Методы поверки и калибровки
Можно рассчитать все параметры по ГОСТ 24997-2004. Я так делал. -
По факту это средства контроля, вот их и проверяют. А то что они раньше выдавала вам сертификат о калибровке - это уже с ними надр разбираться.
-
Необходимость указания СИ в "Карте технологического процесса(на сборку)"
Семен Кирюшин ответил на тема форума автора Сергей Колеватов в Документация
Это уже второе упоминание об использовании ИИ при решении метрологического вопроса на форуме недели за две. Пользуются же люди. Ах, как устарел.... а мне всего лишь 35 лет)))) -
Перечень СИ для измерений в сфере
Семен Кирюшин ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
Пишу сразу, что мой ответ не имеет отношения к вашему комментарию, просто отображает настроения и предпочтения некоторых активных участников данной ветки. Немного сатиры и сарказма, товарищи! Да вы что?! Все имеющиеся на предприятии СИ должны быть утвержденного типа и обязательно поверены. Даже линейка сторожа Иваныча, которой он чешет спинку. Вдруг в этот самый интимный момент к нему подойдет очень сильный военпред и попросит у него эту линейку, чтобы измерить длину болта, который тут кладется на святую метрологию, а она, мать ее, будет только откалибрована... И еще всем нужно подтянуть импотен...простите, компитенцию (не люблю это слово, просто бяка какая-то), а то продукция не выйдет из цеха. А всех кто не согласен отправить за ворота, а то совсем обнаглели... целых 30-40 тысяч зарплата метролога в глубинке и не хотят работать. Разруха не в клозетах, а в головах У меня все... Будем добрее, а не меряться тем, что можно измерить даже калиброванной линейкой Всем хорошего дня! -
Перечень СИ для измерений в сфере
Семен Кирюшин ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
См. ГОСТ РВ 0015-002, раздел "Управление оборудованием для мониторинга и измерений". Там прописано в каких случаях СИ должно быть поверено. Номер раздела не помню, давно не держал в руках. -
Нужно ли писать слово плюс?
Семен Кирюшин ответил на тема форума автора Екатерина25 в Метрологическая экспертиза
Про положительные значения нет ни слова, что требуется применять или «+», или «плюс», или ничего. Может оно и правильно, т.к. не может ввести в заблуждение. Посмотрите в редакции с изменением №2. Там про плюс тоже сказано.
-
Нужно ли писать слово плюс?
Семен Кирюшин ответил на тема форума автора Екатерина25 в Метрологическая экспертиза
Если ориентироваьься на ГОСТ Р 2.105-2019 подраздел 6.16, то нужно. Но так как у вас это больше напоминает таблицу, то этот же стандарт позводяет просто использовать знак"+" -
Поверять их не надо, это не средства измерений. Посмотрите видео)
-
ИЧ02, ИЧ 02, ИЧ-02 как все же правильно?
Семен Кирюшин ответил на тема форума автора e693oe в Документация СИ
Зачёт!) Но даже в описаниях типа, составленных уважаемыми метрологическими институтами такая шутка имеет место бысть, как и "сек", вместо "с". -
ИЧ02, ИЧ 02, ИЧ-02 как все же правильно?
Семен Кирюшин ответил на тема форума автора e693oe в Документация СИ
Тут без вариантов, только через пробел. Постановление правительства 879 и ГОСТ 8.417-2024 в помощь. Там все расписано -
ИЧ02, ИЧ 02, ИЧ-02 как все же правильно?
Семен Кирюшин ответил на тема форума автора e693oe в Документация СИ
В ГОСТ 577-68 указано ИЧ02 (без пробела). Но если привязываться к конкретному средству измерений, то надо ориентировать на конструкторские документы (ТУ и паспорт): как там написано, так и обозначать в техпроцессе например (с точки зрения буквоедства там будет правильнее), но есть нюанс... Иногда в разных КД на одно и тоже изделие (в следствие повального разгильдяйства) наименование может отличаться. На предыдущей работы мы так и не поняли какое наименование у нас имеет тепловоз)))) В одних КД он был Тепловоз маневровый ТЭМ18ДМ, в других Тепловоз ТЭМ18ДМ, в третьих Тепловоз маневровый серии ТЭМ18ДМ. Но это не мешало его производить и сдавать РЖД -
Методики поверки часто и полную поверку описывают весьма опосредованно, а если сокращать диапазон например, то не всегда понятно какие точки нужно проверять, тут и надо применять смекалку и сообразительность. С точки зрения нашего любимого формализма (мать его за ногу) сокращенная поверка такое себе дело....
-
Если в методике поверки это хоть как-то описано, то ориентируемся на это хоть как-то. Если про типы, утвержденные до ноября 2018 года (с месяцем могу ошибиться, в интернет не хочу лезть), то тут четкого понимания нет: как у кого соображалка и фантазия ляжет
-
Не поставил запятую)))) если в методике поверки есть указание о возможности сокращенной поверки, на основании письменного заявления владельца СИ (т.е. заявитель должен указать, что ему нужна сокращенная поверка, без этого поверка по полной программе);
-
Метрологическая экспертиза технологической документации.
Семен Кирюшин ответил на тема форума автора Метеор в Метрологическое обеспечение производства
Ну а где это указать, как не техпроцессе? Конструктор может указать, что данные размеры и отклонения должны обеспечиваться инструментом (или как тут указано "технологией"), да и то чаще всего это делается при техконтроле. Нужно знать значение позиционного допуска, потому что хоть он и обеспечен технологически, но его нужно периодически проверять (т.е измерять). Чтобы убедиться в стабильности технологии данной операции. 30 - это не позиционный допуск, а теоритически точный размер, его необходимое фактическое значение которого и характеризует позиционный допуск. Если вы уберете его из рамки, то получится, что к данному размеру позиционный допуск не будет иметь никакого отношения.


