



Dobrometr
-
Число публикаций
441 -
Регистрация
-
Последнее посещение
3 подписчика

Просматривали профиль
21452 просмотра профиля

-
копируйте и высылайте мне, дорогая Марина! Я сам дальше всё выложу и сделаю!) suggester@yandex.ru
-
да, я всё посмотрел! Всё увидел! Но мимо штанген-молоточка пройти не смог...
-
Это какое-то новое веяние в штангенциркулестроении? Штанген-молоточек? Хотя там написано, что сгенерировано ИИ...
-
Здравствуйте, дорогие метрологи и метрологини! Поделитесь, пожалуйста, описанием типа и методикой поверки на ГРСИ 7422-79, на микрометрические головки калибровские. Очень надо!
-

Призма правильная многогранная 8-72грани 1-2класс
Dobrometr ответил на тема форума автора Владимир0917 в Продажа СИ
Здравствуйте! Поделитесь КП с ценами на suggester@yandex.ru, пожалуйста. -
да, понимаю. Частенько к нам инструмент приходит будто бы нулёвый, будто не работали - и штангеля метровые и микрометры, цифровые и аналоговые, ощущение будто шарахнули губками по бетонному полу и всё, работать нельзя. Думали диверсанты, а похоже правда - молодёжь. ... и присылают, короче, нам, шоб мы отремонтировали. И мы ремонтируем.
-
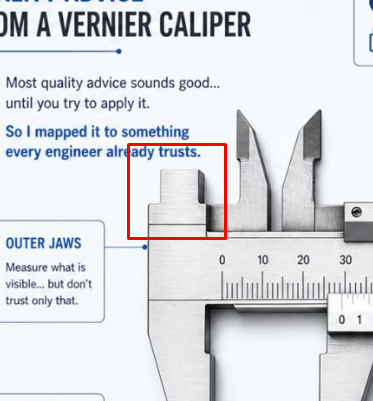
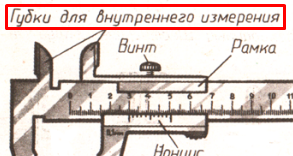
Приветствую! Да, ремонт возможен. Тут и без меня всё правильно написали люди. Ну, а вкратце - малые губки для внутренних измерений восстанавливаются: В процессе ремонта сначала приводятся в порядок основные губки, правятся, доводятся рабочие поверхности, а потом уже выколачивают, подгоняют малые губки. В основных губках зажимают КМД или какую-нибудь болванку с точным размером - соответственно, какой размер между основными губками, такой же должен быть и между малыми. Микрометром или спецкольцом контролируют его. Только процесс правки губок, как для внешних, так и для внутренних измерений - достаточно деликатный, губка может просто отколоться от слишком уверенных ударов. А при большом износе губок для внутренних измерений, при условии, что основные губки не изношены - это ещё надо постараться, выколотить.
-
Здравствуйте, дорогие метрологи и метрологини! Поделитесь, пожалуйста, у кого есть, методикой поверки на "Приборы для измерения твердости клинков холодного оружия переносные". ГРСИ у него 57979-14. Очень нужно. Можно сюда, либо на почту: suggester@yandex.ru. Заранее благодарю!
-
Паспорт для скобы рычажной фирмы "Измерон", диапазоном измерения 100-125 мм ц.д. 0,005 (СР-125-0,005)
Dobrometr ответил на тема форума автора Dobrometr в Документация СИ
похоже, что я был введён в заблуждение. Надо было найти паспорт на ЛИЗ-Измерон, а я почему-то подумал, что надо прям чтобы написано было на документе "Измерон". А так, в процессе разбирательства - оказалось, что присланные паспорта сгодятся. Поэтому всем спасибо!) Всех обнял!) Всё подошло. -
Паспорт для скобы рычажной фирмы "Измерон", диапазоном измерения 100-125 мм ц.д. 0,005 (СР-125-0,005)
Dobrometr ответил на тема форума автора Dobrometr в Документация СИ
Спасибо, конечно! Только такие есть. Хочется паспорт на измероновские скобы. Очень! -
Паспорт для скобы рычажной фирмы "Измерон", диапазоном измерения 100-125 мм ц.д. 0,005 (СР-125-0,005)
Dobrometr ответил на тема форума автора Dobrometr в Документация СИ
Да, это не подойдёт. Может, есть скоба СР чуть поменьше? Может они там типовые, просто нужный диапазон измерения подчёркнут. -
Паспорт для скобы рычажной фирмы "Измерон", диапазоном измерения 100-125 мм ц.д. 0,005 (СР-125-0,005)
Dobrometr ответил на тема форума автора Dobrometr в Документация СИ
ну, если Измерон, то скидывайте. Наверное, оно мне и надо! -
Здравствуйте, дорогие метрологи и метрологини! Поделитесь, пожалуйста, паспортом на измероновскую скобу 100-125, с ц.д. 0,005. Очень нужно. Можно сюда, либо на почту: suggester@yandex.ru. Заранее благодарю!
-
поделитесь и со мной тоже, пожалуйста. suggester@yandex.ru
-
Приспособление поверки индикаторов ППИ-25/0,001мм
Dobrometr ответил на тема форума автора M25A1 в Продажа СИ
Здравствуйте! Поделитесь КП на suggester@yandex.ru, пожалуйста.