



Dobrometr
-
Число публикаций
441 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя Dobrometr
-
копируйте и высылайте мне, дорогая Марина! Я сам дальше всё выложу и сделаю!) suggester@yandex.ru
-
да, я всё посмотрел! Всё увидел! Но мимо штанген-молоточка пройти не смог...
-
Это какое-то новое веяние в штангенциркулестроении? Штанген-молоточек? Хотя там написано, что сгенерировано ИИ...
-
Здравствуйте, дорогие метрологи и метрологини! Поделитесь, пожалуйста, описанием типа и методикой поверки на ГРСИ 7422-79, на микрометрические головки калибровские. Очень надо!
-

Призма правильная многогранная 8-72грани 1-2класс
Dobrometr ответил на тема форума автора Владимир0917 в Продажа СИ
Здравствуйте! Поделитесь КП с ценами на suggester@yandex.ru, пожалуйста. -
да, понимаю. Частенько к нам инструмент приходит будто бы нулёвый, будто не работали - и штангеля метровые и микрометры, цифровые и аналоговые, ощущение будто шарахнули губками по бетонному полу и всё, работать нельзя. Думали диверсанты, а похоже правда - молодёжь. ... и присылают, короче, нам, шоб мы отремонтировали. И мы ремонтируем.
-
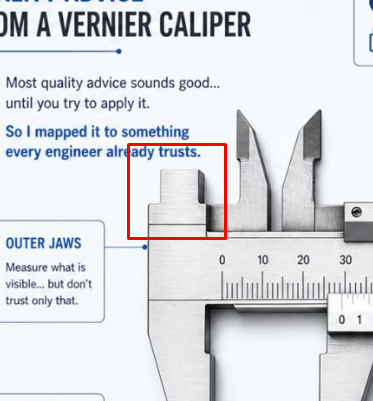
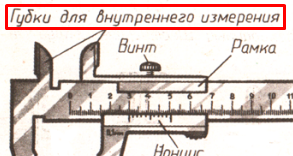
Приветствую! Да, ремонт возможен. Тут и без меня всё правильно написали люди. Ну, а вкратце - малые губки для внутренних измерений восстанавливаются: В процессе ремонта сначала приводятся в порядок основные губки, правятся, доводятся рабочие поверхности, а потом уже выколачивают, подгоняют малые губки. В основных губках зажимают КМД или какую-нибудь болванку с точным размером - соответственно, какой размер между основными губками, такой же должен быть и между малыми. Микрометром или спецкольцом контролируют его. Только процесс правки губок, как для внешних, так и для внутренних измерений - достаточно деликатный, губка может просто отколоться от слишком уверенных ударов. А при большом износе губок для внутренних измерений, при условии, что основные губки не изношены - это ещё надо постараться, выколотить.
-
Здравствуйте, дорогие метрологи и метрологини! Поделитесь, пожалуйста, у кого есть, методикой поверки на "Приборы для измерения твердости клинков холодного оружия переносные". ГРСИ у него 57979-14. Очень нужно. Можно сюда, либо на почту: suggester@yandex.ru. Заранее благодарю!
-
Паспорт для скобы рычажной фирмы "Измерон", диапазоном измерения 100-125 мм ц.д. 0,005 (СР-125-0,005)
Dobrometr ответил на тема форума автора Dobrometr в Документация СИ
похоже, что я был введён в заблуждение. Надо было найти паспорт на ЛИЗ-Измерон, а я почему-то подумал, что надо прям чтобы написано было на документе "Измерон". А так, в процессе разбирательства - оказалось, что присланные паспорта сгодятся. Поэтому всем спасибо!) Всех обнял!) Всё подошло. -
Паспорт для скобы рычажной фирмы "Измерон", диапазоном измерения 100-125 мм ц.д. 0,005 (СР-125-0,005)
Dobrometr ответил на тема форума автора Dobrometr в Документация СИ
Спасибо, конечно! Только такие есть. Хочется паспорт на измероновские скобы. Очень! -
Паспорт для скобы рычажной фирмы "Измерон", диапазоном измерения 100-125 мм ц.д. 0,005 (СР-125-0,005)
Dobrometr ответил на тема форума автора Dobrometr в Документация СИ
Да, это не подойдёт. Может, есть скоба СР чуть поменьше? Может они там типовые, просто нужный диапазон измерения подчёркнут. -
Паспорт для скобы рычажной фирмы "Измерон", диапазоном измерения 100-125 мм ц.д. 0,005 (СР-125-0,005)
Dobrometr ответил на тема форума автора Dobrometr в Документация СИ
ну, если Измерон, то скидывайте. Наверное, оно мне и надо! -
Здравствуйте, дорогие метрологи и метрологини! Поделитесь, пожалуйста, паспортом на измероновскую скобу 100-125, с ц.д. 0,005. Очень нужно. Можно сюда, либо на почту: suggester@yandex.ru. Заранее благодарю!
-
поделитесь и со мной тоже, пожалуйста. suggester@yandex.ru
-
Приспособление поверки индикаторов ППИ-25/0,001мм
Dobrometr ответил на тема форума автора M25A1 в Продажа СИ
Здравствуйте! Поделитесь КП на suggester@yandex.ru, пожалуйста. -
Искусственный интеллект (ИИ) в метрологии.
Dobrometr ответил на тема форума автора EA8 в Общие вопросы
да, я посчитал, что будет иронично ответ сочинить с помощью ИИ. Это ведь так модно. В моём сообщении ответ сочинила Алиса.Про от яндекса. Больше всего мне нравится, что при обнаружении каких-то простейших нестыковок и ошибок ИИ так бодро с тобой соглашается! А в околометрологических темах очень легко накосячить даже адекватному человеку. Тема "Неопределённость против погрешности" не даст соврать. -
Искусственный интеллект (ИИ) в метрологии.
Dobrometr ответил на тема форума автора EA8 в Общие вопросы
Искусственный интеллект в современной метрологии: революция точности Введение В эпоху цифровизации метрология, как наука об измерениях, переживает настоящую трансформацию. Интеграция искусственного интеллекта открывает новые горизонты для повышения точности, автоматизации процессов и оптимизации измерительных систем. Роль ИИ в метрологической практике Искусственный интеллект становится ключевым инструментом в решении фундаментальных задач метрологии. Современные алгоритмы позволяют автоматизировать рутинные процессы, минимизировать человеческий фактор и значительно повысить качество измерений. Основные направления применения ИИ в метрологии включают: Автоматизацию процессов измерения и контроля Прогнозирование погрешностей и износа оборудования Оптимизацию калибровки измерительных систем Анализ больших массивов данных для выявления закономерностей Практические примеры внедрения Зарубежные компании демонстрируют впечатляющие результаты. Hexagon использует нейросети для анализа 3D-сканов, снижая погрешность на 15-20%. Mitutoyo применяет машинное обучение для прогнозирования интервалов калибровки. Российские разработки также показывают потенциал: система «МетроАИ» от НПО «Эталон» успешно применяется в авиационной промышленности. Перспективы развития Будущее метрологии неразрывно связано с дальнейшим развитием ИИ-технологий. Особое внимание уделяется: Созданию национальных датасетов для обучения моделей Разработке отечественных программных решений Интеграции ИИ с существующими метрологическими системами Вызовы и ограничения Несмотря на очевидные преимущества, внедрение ИИ в метрологию сталкивается с рядом проблем: Необходимость валидации алгоритмов Обеспечение безопасности данных Потребность в квалифицированных кадрах Сложность адаптации нормативно-правовой базы Заключение Интеграция искусственного интеллекта в метрологию представляет собой революционный шаг в развитии измерительной техники. Хотя существуют определенные вызовы, потенциал технологий ИИ в повышении точности и эффективности измерений очевиден. Успешная реализация этого потенциала требует комплексного подхода, включающего развитие технологий, подготовку кадров и совершенствование нормативной базы. Будущее метрологии лежит на пути дальнейшего развития и внедрения ИИ-решений, что позволит вывести точность измерений на качественно новый уровень и обеспечить потребности современной промышленности. -
Добрый день! В вашем случае, если смотреть со стороны, кажется что оба вы правы. Одни видят размер 10,123 мм и понимают, что тысячные доли мм штангелем не вымерить, а вы правы, что необходимая точность измерителя определяется допуском, тогда непонятно, зачем размер указывается вплоть до тысячных. Мне всегда думалось, что размеры важные прописываются конструктором с допуском/квалитетом для обеспечения гарантированного натяга/зазора, чтоб в зависимости от задачи обеспечить собираемость изделия, где-то нужна, в зависимости от узла, подвижность элементов, где-то всё должно сидеть плотно, и без съёмника не разбираться (помимо этого - это всё должно быть по возможности экономически выгодно, не с космическими допусками, желательно изготавливаться на человеческих станках и контролироваться человеческими СИ). Поэтому, если этот размер так важен, который вы гипотетически рассчитали в теории, то он просто обязан конструктором был быть округлён с обозначением квалитета, чтоб потом эта деталь куда-то встала, в какую-то полость села и шевелилась/не шевелилась. А если никаких требований нет, размер свободный, то зачем его контролировать? Зачем вообще учитывать десятые доли микрона, если в процессе дальнейшей сборки это размер изменится от тепла температуры окружающей среды?
-
Здравствуйте! Поделитесь, пожалуйста, КП с ценами, если оно у вас есть, на почту suggester@yandex.ru.
-
поиск поверок во ФГИС Аршин (Андроид)
Dobrometr ответил на тема форума автора si-miass в Информационные системы и специализированное ПО
Отлично получилось! Скриншоты ниже: -
Поверка самодельного оборудования
Dobrometr ответил на тема форума автора Ирина Стеклопластик в Документация СИ
Конечно, вы правы. Тут поход в ЦСМ или любое другое аккредитованное место, и получение от него какой-то бумаги, только лишь понт. -
Поверка самодельного оборудования
Dobrometr ответил на тема форума автора Ирина Стеклопластик в Документация СИ
"точным валиком" я его назвал для плавности повествования, хотя конечно, в МИ он контрольный. Ну, а ролики по МИ 524-89 просто называются роликами в этом документе, однако и для них методика нужна теперь. -
Поверка самодельного оборудования
Dobrometr ответил на тема форума автора Ирина Стеклопластик в Документация СИ
Лучше и не сказать, как мне кажется. В нашей практике существуют некоторые точные валики для поверки рамных и брусковых уровней, которые через ЦСМ должны пройти для подтверждения качества геометрии рабочей зоны (круглость, цилиндричность, профиль продольного сечения). Одно время они проходили без проблем калибровку и в свидетельстве о калибровке методика прописывалась типовая, - "Методика контроля гладких цилиндрических калибров-пробок", и всё было хорошо. А потом ВНЕЗАПНО почему-то решили, что нельзя эти валики, и все другие валики нашего производства, по той методике контролировать и пришлось разрабатывать отдельный документ, который мы и назвали как "Методика калибровки таких-то таких-то валиков № такой-то такой-то", работы проводятся и замеры делаются аналогично типовой методики. И теперь в свидетельстве о калибровке ссылаются на этот документ, а так ничего и не поменялось. А по теме: Поверку организовать невозможно - ибо шаблон не СИ из Госреестра; Калибровку организовать возможно - если состряпаете собственную "Методику калибровки" на основе чего-то похожего, где нужно измерить длину-ширину, приложите её распечатанную к вашему шаблону и сдадите в ЦСМ, в итоге вам выдадут сертификат о Калибровке. Ну а если без всяких методик, вроде как дают Протокол Измерений - если просто прийти и объяснить, какие размеры с какой точностью надо померить. -
Поверка самодельного оборудования
Dobrometr ответил на тема форума автора Ирина Стеклопластик в Документация СИ
Добрый день. Похоже, что это невозможно. Поверка возможна только того, что есть в Госреестре. Если вы сочините методику калибровки и опишите всё, что нужно измерить-проверить, в ЦСМе по ней проведут работы и вы получите протокол о калибровке. -
Здравствуйте! Скажите, пожалуйста, а в каком она состоянии и какого года? Как давно была поверка? Полный ли комплект? Есть что-нибудь ещё к ней дополнительно? Посадочные диаметры в бабках ø27 или ø28? Ответить можно сюда, а можно на почту: suggester@yandex.ru.
