



Dobrometr
-
Число публикаций
441 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя Dobrometr
-
Приветствую! Такие измерения в лаборатории ЦСМ надо делать, я думаю. У нас изделия в ЦСМ с подобными допусками сдаётся, только валик для брусковых и рамных уровней, по МИ 1532-86. У валика требования на цилиндрическую поверхность ø60 мм, круглость - 0,5 мкм и профиль продольного сечения - 0,5 мкм. Измеряется от плиты, головкой 01ИГПВ в стойке С-II. В двух взаимно перпендикулярных плоскостях замеряют диаметр валика, и делают эти два замера в нескольких сечениях вдоль валика. Может и вам тоже, померить ваш ролик в нескольких сечениях, сложить по модулю максимальные отклонения в плюс и в минус, и разделить пополам. И сказать, что это отклонение от прямолинейности оси цилиндрической поверхности?
-
-

Головка измерительная пружинная. 11000.000 ПС. Паспорт. 1989. Измерон.
тема форума создал Dobrometr в Метрология
Головка измерительная пружинная. 11000.000 ПС. Паспорт. 1989. Измерон. Просмотреть файл Головка измерительная пружинная виброустойчивая предназначена для относительных измерений линейных размеров и контроля геометрической формы и может применяться как в специальных стойках, так и в, различного вида, измерительных устройствах и приспособлениях с присоединительным диаметром 28 мм. *Размер "книжицы" 195х138 мм, состоит из трёх страниц с печатью на двух сторонах. Складывается "навстречу" второй странице. Выходит, что титульная страница напечатана на обороте первой страницы. Автор Dobrometr Добавлен 01.03.2024 Категория Техническая документация -
Версия 1.0.0
24 скачивания
Головка измерительная пружинная виброустойчивая предназначена для относительных измерений линейных размеров и контроля геометрической формы и может применяться как в специальных стойках, так и в, различного вида, измерительных устройствах и приспособлениях с присоединительным диаметром 28 мм. *Размер "книжицы" 195х138 мм, состоит из трёх страниц с печатью на двух сторонах. Складывается "навстречу" второй странице. Выходит, что титульная страница напечатана на обороте первой страницы. **В сложенном состоянии титульный лист получается сверху, а последняя страница - сзади, и выглядит как книжка-буклет, но листается такая книжка не как буклет. Складывание выглядит примерно вот так: -
Ну как-то вот так.







-
Высылайте мне на почту, я умею уменьшать изображения: suggester@yandex.ru

-
Я, кстати, так и понял из той темы. Как применяешь оборудование, какими функциями наделяешь - в такой роли (ИО или ВО) оно и может быть отражено в документах.
-
Да это я не к вам обращался, а к топикстартеру, извините. А цитату привёл вашу, из той темы, где, как мне показалось, поднята аналогичная тема. А вообще, в теме появился г-н Lavr, так что я спокоен.
-
А в вашем случае, получается, что стерилизатор не ИО, а ВО, я так понял.
-
Я очень долго и очень много посмотрел логотипов, и ничего не нашёл. Даже нашел какую-то большую подборку логотипов совейских, всех-всех, до которых смог дотянуться её автор. И там не увидел, хотя там 223 страницы pdf-файла. И уже решил язвительно поблагодарить автора поста за то, что он хотя бы от руки набросал логотип, а не на словах объяснил как он выглядит. И тут нашёл вот эту тему шестилетнюю, и там такой же логотип на манометре есть! Теперь мы хотя бы знаем, что он точно на советском манометре был изображён:

-
Микротвердомер цифровой - DM8, ищу руководство по эксплуатации!
Dobrometr ответил на тема форума автора Dobrometr в Документация СИ
А попробую! Я вообще больше искал методику поверки, и из описания типа увидел ссылку на ГОСТ, срисованный с ИСО. Но на родные документы тоже бы посмотреть хотелось. -
Микротвердомер цифровой - DM8, ищу руководство по эксплуатации!
тема форума создал Dobrometr в Документация СИ
Здравствуйте, метрологи и метрологини! Поделитесь, пожалуйста, руководством по эксплуатации на микротвердомер цифровой DM8, номер в Госреестре: 29582-12. Выглядит этот итальянский красавец так:
-
Головка измерительная пружинная герметизированная. Тип ИГПГ. ГОСТ 6933-72. Паспорт 11007.000ПС. 1979 г. Просмотреть файл Головка измерительная пружинная герметизированная типа ИГПГ предназначена для относительных и абсолютных измерений в условиях повышенной влажности. Сам паспорт представляет собой лист А4, с напечатанными с двух сторон страницами таким образом, как изображено в документе. На одну сторону листа А4 приходится 4 страницы паспорта. Затем, паспорт дважды складывается пополам, чтобы импровизированный переплёт был слева, а первая страница паспорта была спереди. Сканировался документ без переворота по длинной стороне, переворачивался лист только по узкой стороне (210 мм). Автор Dobrometr Добавлен 12.02.2024 Категория Техническая документация
-
Версия 1.0.0
14 скачиваний
Головка измерительная пружинная герметизированная типа ИГПГ предназначена для относительных и абсолютных измерений в условиях повышенной влажности. Сам паспорт представляет собой лист А4, с напечатанными с двух сторон страницами таким образом, как изображено в документе. На одну сторону листа А4 приходится 4 страницы паспорта. Затем, паспорт дважды складывается пополам, чтобы импровизированный переплёт был слева, а первая страница паспорта была спереди. Сканировался документ без переворота по длинной стороне, переворачивался лист только по узкой стороне (210 мм). -
Я думаю, что здесь "холодное место" немного условно названо. Оно может быть и +10°C, и 0°C, и -10°C. Имеется в виду любая температура, ниже эксплуатационной. А в вашем случае, при переносе с места на место с похожими условиями, информации конкретно нет. Выходит, что это ни транспортировка в таре, ни хранение, ни консервация, а просто переезд. Взяли на руках, из схожих условий, и принесли работать. Наверное, здесь не нужно выстаивание в 24 часа. Наверное, достаточно имитировать подготовку к поверке, как написал Владимир 332, "выдержать на рабочем месте не менее 4-х часов".
-
Наверное холодное время года, это что-то типа такого: А под тёплым помещением подразумевается место с условиями, которые СНиПы регламентируют как достаточные условия для людского труда.
-
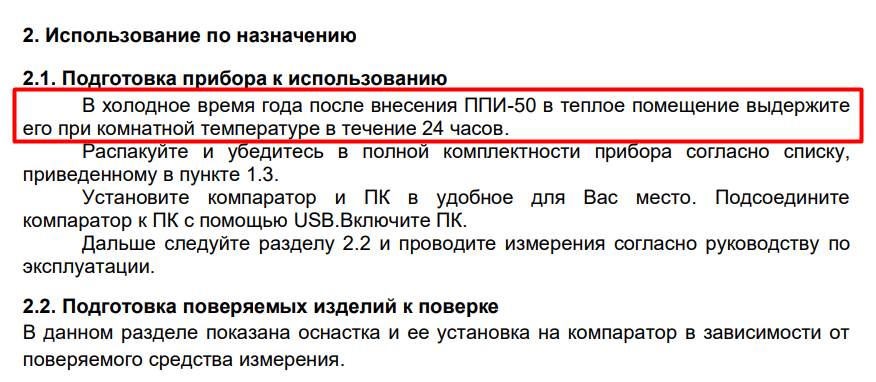
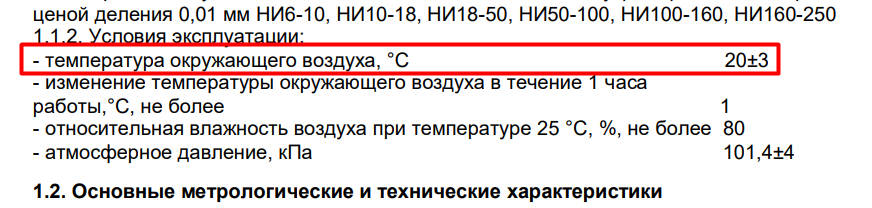
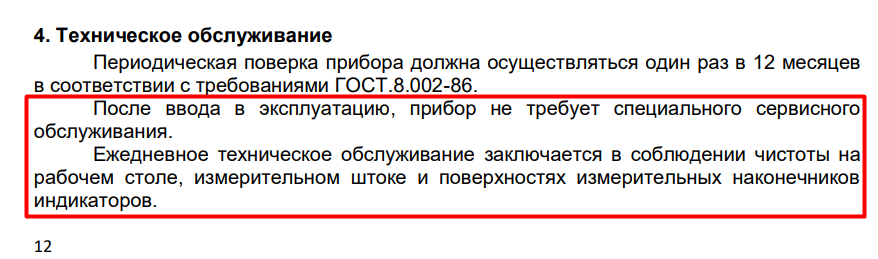
Согласно документу, которым поделился Владимир 332, при занесении из холодного места в лабораторию - нужно выдержать прибор 24 часа при её температуре и затем действовать как описано в пункте 2.2. Так вы введёте прибор в эксплуатацию, то есть, подготовите его к использованию. Создавая в лаборатории условия по температуре, её динамике, влажности и давлению, как описано в пункте 1.1.2, вы создадите условия, которые регламентируются заводом-изготовителем ППИ-50 как эксплуатационные. Для того, чтобы эксплуатировать прибор - нужны именно эти условия, что указаны в пункте 1.1.2. Когда эксплуатационные условия созданы, согласно разделу 4 из паспорта, ничего делать больше особо не надо. Для эксплуатирования ППИ-50 достаточно поддерживать рабочее место, измерительных шток и измерительные наконечники индикаторов в чистоте.
-
Ну раз он должен быть в такой готовности, значит он уже стоит в лаборатории и ожидает начал работ. Значит и условия поддерживаться должны как минимум - близкие к эксплуатационным, либо эксплуатационные. В лаборатории ведь не всегда работают всем оборудованием, какое-то находится "в режиме ожидания".
-
В паспорте же есть раздел - Хранение и транспортировка. В документе за 2012 год это было на странице 13. Мой скан паспорта предательски заканчивается на 12-ой.

-
Похоже, что это логично, что для эксплуатации нужно выдерживать требования, которые вы написали. А для хранения, требования не должны быть такими, как вы написали, они должны быть менее строгими. Согласно фрагменту паспорта на ППИ-50, что у меня есть, прибор ППИ-50 при транспортировке должен выдерживать: 1. Транспортную тряску с ускорением до 30 м/с при частоте ударов от 80 до 120 в минуту; 2. Воздействие температуры окружающего воздуха от минус 20°C до плюс 40°C; 3. Воздействие относительной влажности не более 98% при температуре 35°C. Значит, в вашем случае, когда прибор не эксплуатируется (при отсутствии на данный момент индикаторов), температура окружающего воздуха не обязательно должна быть от 17 до 26 гр. С.
-
Предлагаю имитировать несчастный случай. Записи с видеокамер уничтожить. Всех причастных или подкупить, или запугать наличием компромата. А если серьёзно, то в документации на КИМ, в разделе "Возможные неполадки и способы их устранения" нет описания аналогичной проблемы? Или там только ссылка на номер телефона завода изготовителя с пометкой - "при любой проблеме звоните в сервис"?
-
Inca3D измерение позиционного допуска от построенной окружности
Dobrometr ответил на тема форума автора nevolin93 в Измерения
Я дико извиняюсь, но корочки автослесаря 3-го разряда позволяют мне хотя бы чисто по документам исполнять обязанности слесаря котельного оборудования 2-го? -
Inca3D измерение позиционного допуска от построенной окружности
Dobrometr ответил на тема форума автора nevolin93 в Измерения
Я тоже, кстати, в той же Церковно-приходской школе учился. Нам там метрологию как "Отче наш" преподавали. Я потом, правда, пошёл в ветеринарный техникум, и вот там завсегда говорили - "Чертёж подавай в первую очередь". -
Разгадка одна - безблагодатность.








