Dobrometr
-
Число публикаций
441 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя Dobrometr
-
Приветствую! А по моему мнению - это просто некорректная запись такого рода значения. В таком виде, как мне кажется, расшифровать значение диапазона температур следует так: от минус 193 до минус 160, потому как способ записи выглядит как обычный допуск размера на чертеже, например длины или диаметра, а отрицательной длины или диаметра не бывает, поэтому записывающий, скорее всего имел в виду именно изменение числа 170 на 23 в плюс и 10 в минус (а минус просто приписать к значению). А не минус 170 плюс 23, и минус 170 минус 10. С другой стороны, почему значение записано именно с такими отклонениями? Почему именно 23 в плюс и 10 в минус? Это какой-то температурный квалитет для значения 170? В довесок считаю такую запись некорректной, так как если диапазон -193...-160ºC всё-таки можно считать верным, значение минус (170+23/-10) можно заменить минус (169+24/-9), минус (168+25/-8) и так далее, когда как запись диапазона -193...-160ºC. Вопрос - почему именно 170? Если значение 170 выбрано от фонаря, то почему нельзя записать значение температуры опираясь на 169, 168 и т. д, В общем - моё мнение, что записывание диапазона в таком виде, как вы показали - путает людей и надо вводить пояснение, чтобы не допустить разночтений. А чтобы не было разночтений, записывать надо верх и низ прописью, со всеми знаками.
-
В действующем МИ 1812-87, потомке Инструкции 73-58, есть схема определения среднего диаметра калибра как на синусной линейке (п. 3.5.3.1, Черт. 3): так и на горизонтальном оптиметре (п. 3.5.4.4, Черт. 5): Только и старая Инструкция, и новая Методика - они все про конические калибры, которые достаточно компактны для того, чтобы их расположить на синусной линейке, или на столике оптиметра. А, в случае с проблемой топикстартера, измерить нужно резьбу на детали - трубе с дюймовой резьбой по ГОСТ 6111, которая куда габаритнее калибра и требования у этой детали к торцу, например, грубее, чем у аналогичного калибра-пробки с такой же резьбой. Поэтому считаю, что для того и приводится в ГОСТ 6111-52 метод контроля - по калибру-кольцу, чтобы элементарно свинтить 2 резьбовые детали и оценить длину смещения относительно торца резьбы, а методы контроля по МИ 1812-87 и Инструкции 73-58 либо избыточно точны, либо совсем неприменимы.
-
Согласно ГОСТ 6111-52, наружная резьба измеряется так: Кольца изготавливаются по ГОСТ 6485-69. Тремя проволочками, как мне казалось, не измеряют конусную резьбу, но вот тут даже схема нарисована. А на синусной линейке можно оценить только угол конуса. Судя по госту, для резьбы 1/4'' средний диаметр должен быть равен 12,443 мм в основной плоскости, которая от торца трубы должна находиться на расстоянии 5,080 мм.

-
Мудрый Лунь и Усталый Лунь - мои любимые персонажи! После Болтушки Мими(Молчаливого Золотка), конечно.

-
Ну конечно. Не надо там никаких микроскопов, хватит и микрометра. И методика это подтверждает. Я просто хотел показаться умным, и поэтому про микроскоп сказал.
-
Наверное не нужно никаких методик, а в ЦСМе попросить сделать протокол об измерениях, где будет, например, на 5 или 10 контрольных точках проверена толщина щупа, на микроскопе. Вот как на картинке, отступить от краёв и проверить высоту 10 равномерно расположенных высот клина:

-
А что, если вообще профилометром в режиме Rz померить участок детали? Профилометр на заданном участке показать максимальное значение отклонения неровности ведь должен.
-
Оффтоп, но в тему: Паспорт на МГ25 - Калибр - 1981
-

-
Завод "Калибр" - Головка микрометрическая - типа МГ - Модель 101 - Паспорт - 101.0.00.0.00 ПС - 1981 Просмотреть файл Головка микрометрическая, модель 101, предназначена для пользования в качестве измерительного узла в устройствах для измерения линейных размеров. Автор Dobrometr Добавлен 29.03.2023 Категория Техническая документация
-
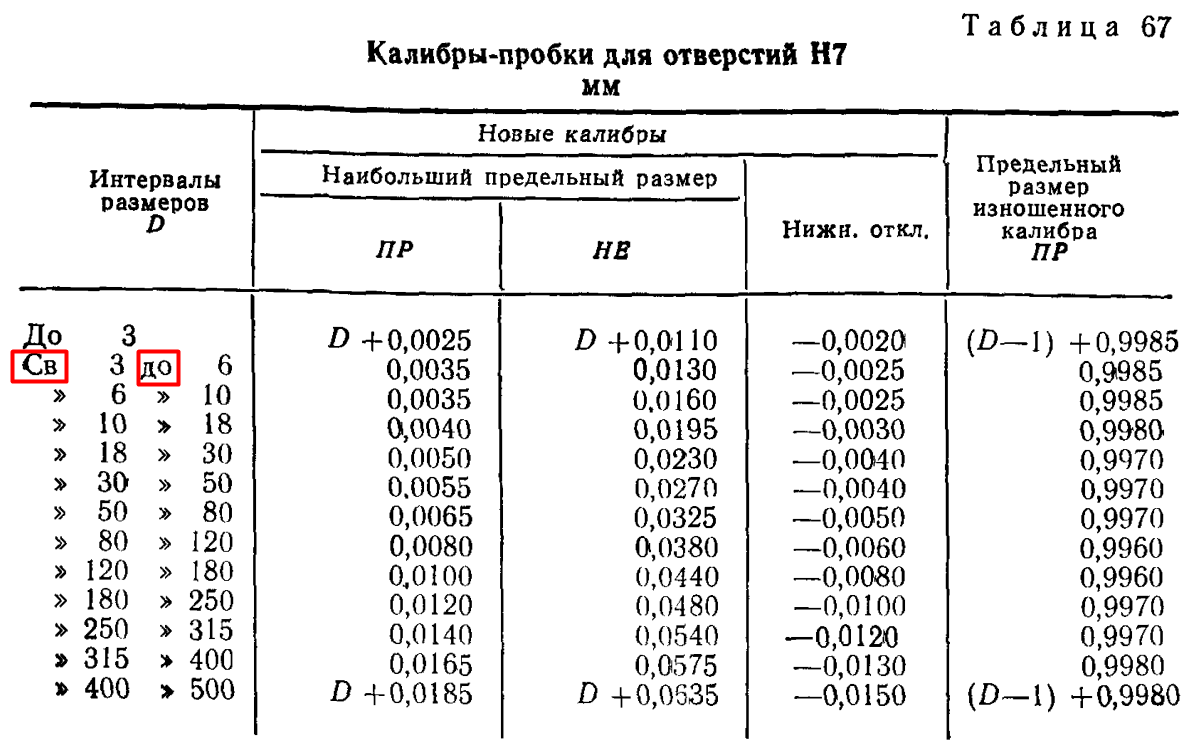
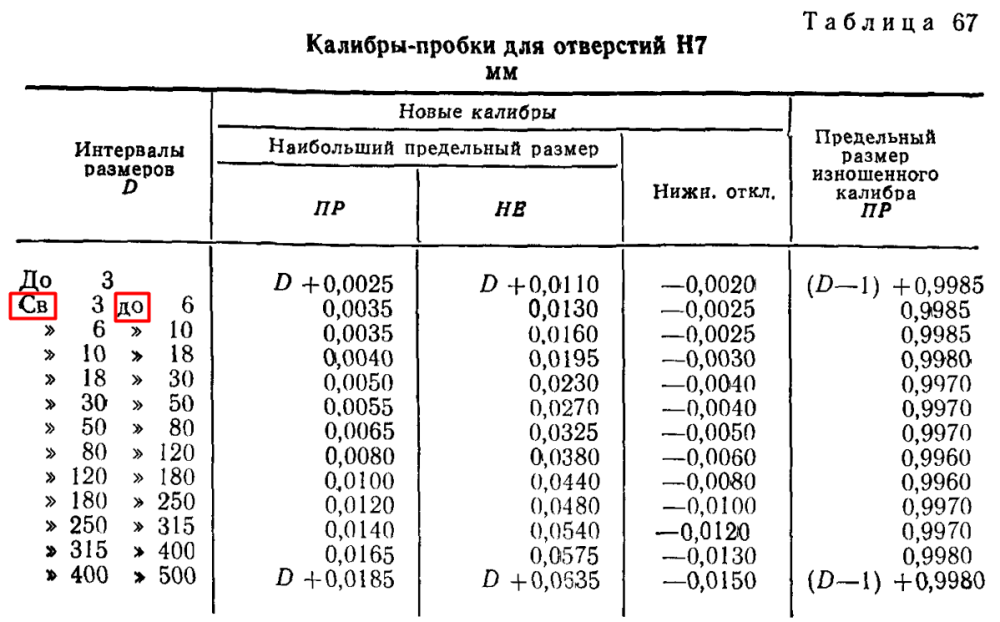
Как хорошо получается. Даётся сразу и оценка явления: и рекомендация, как к этому явлению относиться:
-
Если на эту таблицу смотреть: То по выбору подписаны пояснения, например: свыше 3-х, до 6-ти (включительно). И последующие диапазоны: свыше 6-ти, до 10-ти (включительно). И всё аналогично? Значит, в случае с 18H7, нужно выбирать диапазон свыше 10-ти, до 18-ти (включительно)?
-
В таком случае, если эти углы не особо важны и они не делают погоду - то зачем мучаться, пусть будут обеспечены инструментом. А ежли это важный размер и там внутри должно быть соблюдено всё по углам - то нужно искать эти самые средства контроля. Либо изобретать специальные!
-
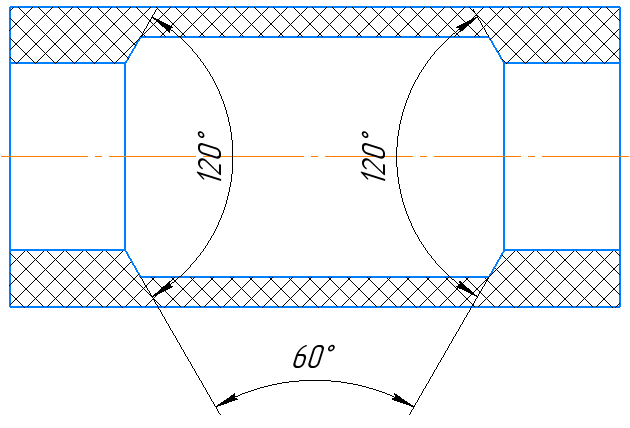
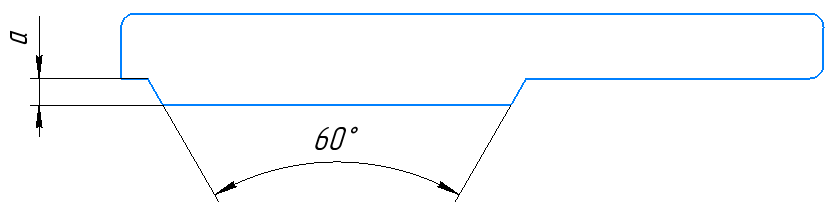
А насколько точно нужно вообще контролировать этот угол? Может его можно косвенно вообще проверить? Не 2 угла 120 градусов, а внутреннюю полость между ними, только угол 60 там будет. Вот типа вот такого калибра-шаблона сделать: Прикладывать его так, и, типа, если угол хороший, то калибр погрузится на всю нормируемую высоту a. А если нет - то нет! Хотя так, наверное, 120 градусов особо не проконтролируешь! А касательно контролепригодности, то по ГОСТ 19919-74 - это свойство изделия, характеризующее его приспособленность к проведению контроля заданными средствами. Выходит, если некие заданные средства не могут обойти неконтролепригодность изделия - можно придумать новые средства контроля, которые сделают изделие контролепригодным!
-
Сил вам и терпения, Светлана Николаевна.
-
Ну как там у вас? Пришли ваши светлые головы к решению какому-нибудь?
-
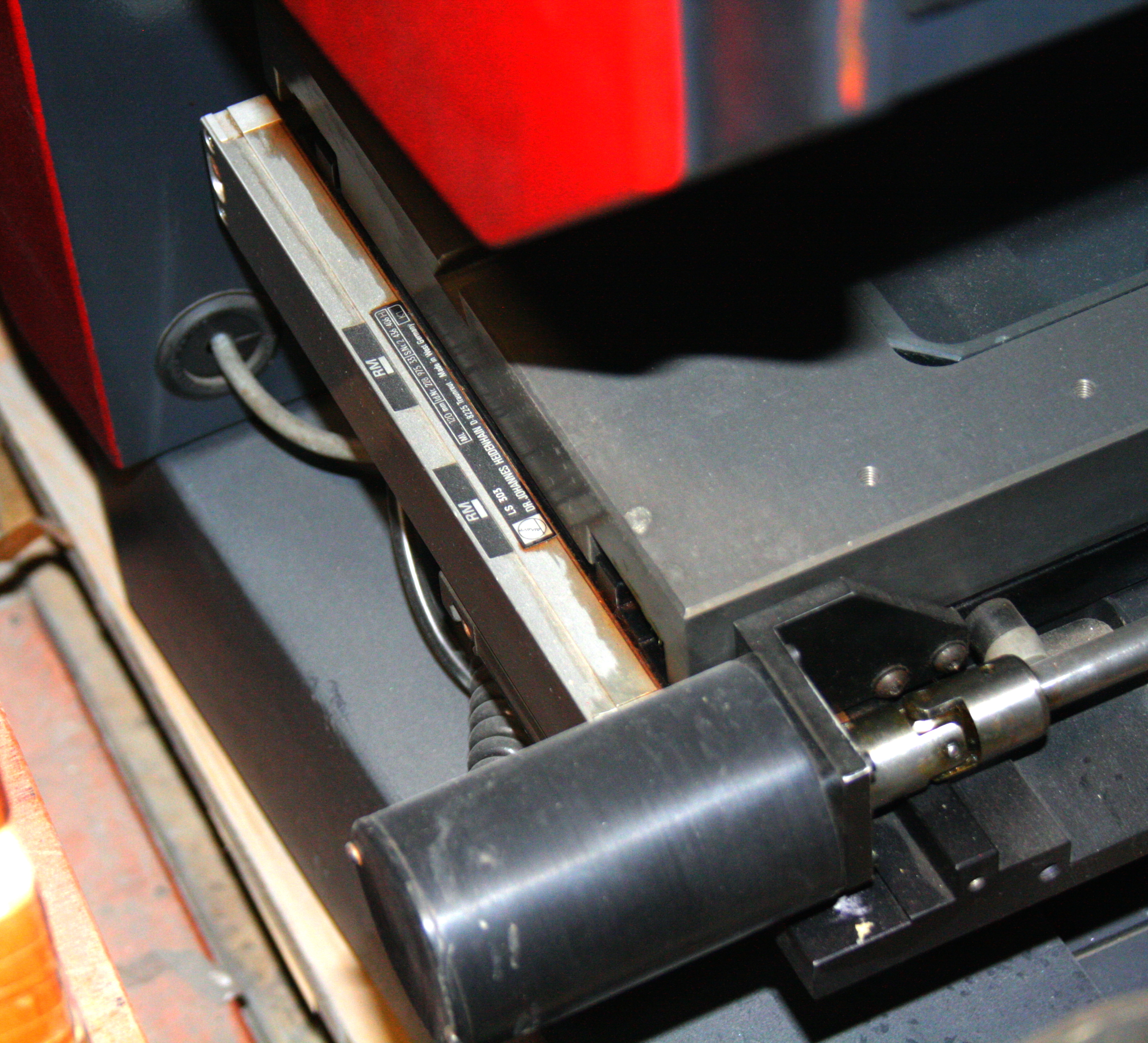
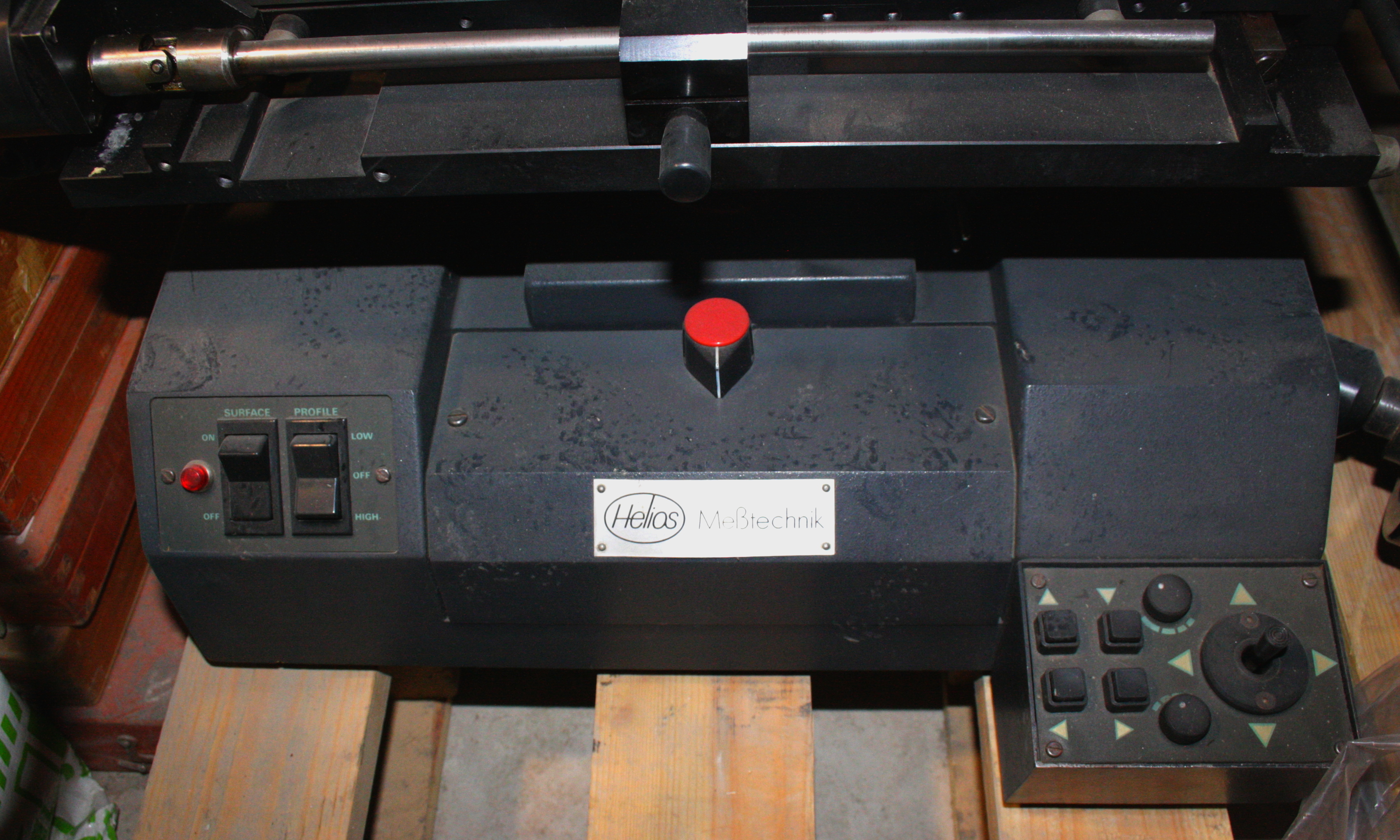
Необходима документация по проектору Helios MeBtechnik H-PT 360 (фото)
Dobrometr ответил на тема форума автора Dobrometr в Документация СИ
Снова спасибо! Определились с названием, нашли немного документации аналогичных приборов. Но, всё-таки, хочется документации именно на то, что я ищу: H-PT 360 Helios MeBtechnik. -
Необходима документация по проектору Helios MeBtechnik H-PT 360 (фото)
Dobrometr ответил на тема форума автора Dobrometr в Документация СИ
Спасибо! Теперь мы знаем, что это: "Проектор контурный измерительный 200х100 Helios MeBtechnik H-PT 360". Но информацию по нему или аналогичным проекторам Helios найти не могу. Есть Helios H-PT 360 - изготовлен в Германии, есть Helios 350-H и 350-V - изготовлены в Италии. Нашёлся только идейно правильный, отечественный проектор - новосибирский ПИ-300ЦВ. Но документация нужна всё равно на тот, что на моих фото. -
Здравствуйте, уважаемые метрологи и метрологини! У меня есть проектор, который нужно понять и оживить, но совершенно нет на него документации. Понимаю, что он уже сильно взрослый, но всё равно прошу, поделитесь пожалуйста на такой проектор документацией, если у вас есть, или есть где взять. Фамилия у него Helios Mebtechnik, есть надпись 360, а на табло, где должны бегать цифры-координаты, написано Sigma M. Я могу заглянуть в какие-нибудь дополнительные места, чтобы найти ещё какие-нибудь цифры и названия, но предыдущий поиск не помог. Похожих изделий в сети я нашёл минимально, что-то на уровне аналогичных фотографий. Если кто может опознать - тоже прошу помочь.




-
Вы пришли к какому-нибудь решению своей задачи?
-
Раз такое маленькое пространство, то может сделать слепок этого участка гипсовый, или из какого материала заливают тело... Насколько я слышал, так измеряют внутренние пространства калибров с внутренней резьбой, или раньше такой способ использовали. В вашем случае - можно сделать слепок, гипс застынет и будет держать форму, а потом этот слепок разглядывать в микроскоп и оценивать угол.
-
средство измерений для размера 10 мм +-0,45мкм
Dobrometr ответил на тема форума автора tarasova.63 в Выбор
У нас есть изделия, которые по диаметру контролируются с отклонением +-0,5мкм, практически как ваш размер 10 +-0,45мкм. Контролируем мы сами измерениями от плиты поверочной. В стойке закрепляют микрокатор с ценой деления 0,1 мкм. У такой головки по ГОСТ 28798-90 погрешность +-0,08мкм. Измерять, наверное, можно и на стойке с плоским столиком, главное чтобы можно было установить головку с ценой деления и погрешностью, о которой я уже написал.