Dobrometr
-
Число публикаций
441 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя Dobrometr
-

Плиты поверочные и разметочные 3000х1250 мм
Dobrometr ответил на тема форума автора DestinyNed в Проведение поверки
У меня выдалась минутка, и я спросил одних челябинских дельцов, которые храбрились поставить плиту 3000х1250 кл1 с поверкой под заказ, - действительно ли они мне поставить её смогут с поверкой? На что мне ответили - да-да, дорогой товарищ, будет тебе поверка на плиту 3000х1250, уже спрашиваем сроки у производителя, поэтому высылай скорее нам карточку предприятия и готовь деньги. На что я в переписке возразил - как же это так? Как может быть поверка на плиту, которой и в помине нет ни в ГОСТ 10905, ни в МИ 2007? Вы, если готовы такое поставить, немедленно вышлите мне какие-нибудь сканы свидетельств предыдущих изделий, плит 3000х1250, которые поверяли, ибо нет такого изделия в Госреестре! И не верю я вам поэтому. И думал я уже, что не ответит мне незадачливый менеджер, который посчитает меня каким-то ненормальным, и уж тем более, несостоятельным в покупке поверочных плит размером 3000х1250, однако прислал мне он письмо, всё-таки. И в письме сообщает - дорогой товарищ, путаница вышла. Клялись-божились производственники плит 3000х1250 мм, что будет поверка, однако их вывели на чистую воду и заставили признаться, что такая плита может быть поставлена только лишь с калибровкой. А к вопросу начала поста - похоже не осталось законных способов получить поверку на плиту 3000х1250 мм. -
Ищу книгу: Баринов В. А. Современное состояние эталонов длины и методы точного измерения длины
Dobrometr ответил на тема форума автора Constant в Литература
А вы хитрый человек. Просить на форуме Баринова все равно, что мне у вас просить тонну маргарина. Вы просто хотели повидать нас всех, да? -
Плиты поверочные и разметочные 3000х1250 мм
Dobrometr ответил на тема форума автора DestinyNed в Проведение поверки
Надо вот у этих ребят спросить. Они продают плиту 3000х1250 с поверкой ЦСМ, за мильён. -
Плиты поверочные и разметочные 3000х1250 мм
Dobrometr ответил на тема форума автора DestinyNed в Проведение поверки
Спасибо, за документ! Теперь будем искать ГОСТ 10905-64. Однако, судя по этим старым методическим указаниям, они рассматривают методику поверки плит по классам, размеры которых устанавливает этот старый ГОСТ: И, судя по списку, размера 3000х1250 мм там не было даже тогда. Либо он, почему-то, не был рассмотрен. Возможно, стоит поискать предшественника ГОСТ 10905-64?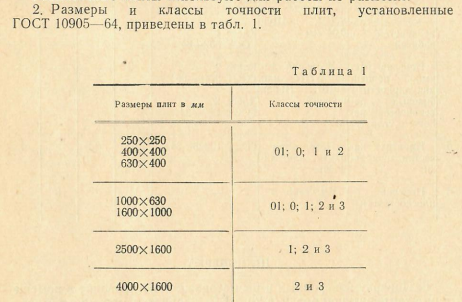
-
Плиты поверочные и разметочные 3000х1250 мм
Dobrometr ответил на тема форума автора DestinyNed в Проведение поверки
Я сначала подумал, что здесь есть какая-то тайна. Заглянул во все ГОСТы на плиты, методики поверки. Заглянул в предшественника МИ 2007-89, в ГОСТ 8.210-76, но и в отменённом документе ничего не нашёл про плиты 3000х1250. Возможно, просто не нужно было отечественной промышленности изготавливать поверочные плиты таких размеров, и контролировать их в работе органами поверки. Либо, изготовление плит размером больше 2500х1600 регламентируется закрытыми нормативными документами. И методика поверки их тоже секретная. -
Пожалуйста
-
Приветствую! Муфтонавёрточные станки - технологическое оборудование.
-
Определение ручного измерительного инструмента
Dobrometr ответил на тема форума автора Killerchik в Справочная информация
Спасибо! Быть добру! -
Определение ручного измерительного инструмента
Dobrometr ответил на тема форума автора Killerchik в Справочная информация
Если в цех завезут F-16, зовите, приеду в командировку. Я по специальности метролог-истребитель, замерю там всё как надо, все углы атаки, сферичность фонаря, толщину крыла. У меня и линейка есть. -
Определение ручного измерительного инструмента
Dobrometr ответил на тема форума автора Killerchik в Справочная информация
Всё равно всё туманно и непонятно. Наверное производство у вас секретное, деталь секретная, измерения тоже секретные. Покажите фото детали, может народ лучше поймёт, как можно её обмерить? Или у вас там танк или самолёт обмерить надо? Наверное с фронта Challenger 2 подбитый притащили, в цех закатили и сказали - "Чтоб через месяц чертежи были на столе у Главнокомандующего". А в цеху только один токарь с ШЦ-I, и вы. Вот на форум и пошли за советом, да? -
Определение ручного измерительного инструмента
Dobrometr ответил на тема форума автора Killerchik в Справочная информация
Наверное рабочий спрашивает, как ему перед контролем обмерять инструментом изделие, чтобы понимать, всё более-менее в допуске или нет. Нельзя сказать, что он "ручным" инструментом не сможет измерить. Просто это будет более грубый замер, чем, как вы говорите, с плитой, стойкой и индикатором. Обозначьте ему микрометр, скобу или калибр, как ему оценивать результат своей работы. -
Определение ручного измерительного инструмента
Dobrometr ответил на тема форума автора Killerchik в Справочная информация
Да правильно Энцо сказал! Mamma mia, Santa Italia! -
Определение ручного измерительного инструмента
Dobrometr ответил на тема форума автора Killerchik в Справочная информация
В этом случае, считаю, нужно говорить о стационарности и мобильности СИ, но измерения и в том и в этом случае (и в цеху микрометром и в лаборатории оптиметром), будут ручные. -
Определение ручного измерительного инструмента
Dobrometr ответил на тема форума автора Killerchik в Справочная информация
Видимо правда - нет такого строго критерия, который бы разделял СИ именно по факту работы "на руках", и, типа, раз микрометр МК 0-25 удобно применять руками - значит он ручной. Речь о "ручновости" ведётся именно по степени участия оператора в снятии размера. Ты берёшь микрометр в руки, сам крутишь барабан, сам смотришь совпадение штрихов. Микрометр с цифровым отчётом будет иметь автоматизацию подсчёта размера, который ты накрутишь барабаном, то есть, частичная автоматизация снятия размера - всё посчитает цифровой блок и число тебе выдаст на табло. А, например, если цифровой микрометр 0-25 установить в стойку на столе, оборудовать его барабан моторчиком и датчиком движения (чтобы измерение производилось при нахождении детали между измерительными плоскостями), можно добиться, чтобы микрометр автоматически снимал размер детали при попадании измеряемой детали в рабочее пространство. Размер будет сниматься автоматически. Во всех трёх случаях микрометр будет таким же ручным, удобным для переноски в одной руке при нормальном применении. А случае, например, толщиномеров, которыми пользуются автоподборщики, проверяя, есть ли металл в зашпатлёванных дверях авто - замер автоматизирован, срабатывает при нажатии кнопки, либо при контакте с поверхностью. В данном случае человек подносит в нужную точку прибор, вручную определяя его положение, но замер автоматизирован. Поэтому считаю, ручновость должна относиться именно к позиции автоматизации проведения работ, а не потому что СИ можно держать в руках. -
Определение ручного измерительного инструмента
Dobrometr ответил на тема форума автора Killerchik в Справочная информация
Для меня форум родной - уважаемый источник информации, а форум говорит, что классифицируют СИ по степени автоматизации на: 1. Автоматизированные; 2. Автоматические; 3. Ручные. А вообще всегда думал, что чтобы сделать СИ ручным, нужно, чтобы оно начало доверять тебе. Подкармливать его в определённые часы времени суток, например - в 16:00 вкусняшку ему приносишь, а оно уже в 15:50 начинает тебя ждать. Не предавайте СИ, не позволяйте чужим рукам работать с ним абы как. И ручное СИ никогда тебя не подведёт, и в поверку идёт охотнее, потому что тебе доверяет.

-
Спасибо! Только я думал тут какой-нибудь особенный случай, измерение в условия повышенной труднодоступности и сложноподлазиваемости.
-
А каким способом вы это делали, если не секрет?
-
Надежные поставщики средств измерений
Dobrometr ответил на тема форума автора Тамбовский Волк в Выбор
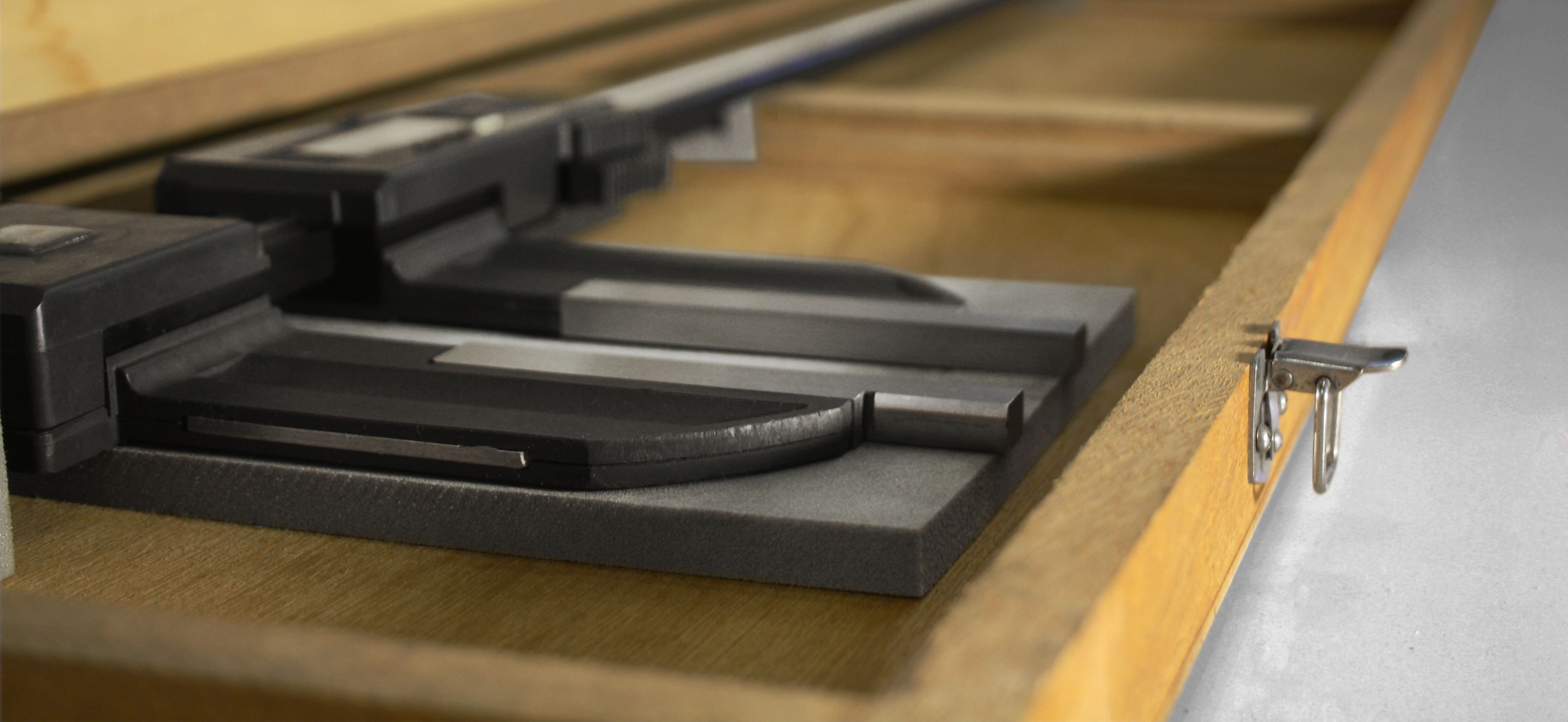
Да, и электронно-цифровые тоже. Есть специально обученный человек, который разбирается в электронике измерительных приборов, Всякие штангеля, микрометры, твердомеры, профилометры - ремонтирует без страха и упрёка. А из недавнего, что приходило - двухметровый цифровой митутойовский штангель. Фотки, конечно, не охватывают всего масштаба, но только такие остались:



-
Нужны по ИЗВ-6: паспорт и другие эксплуатационные документы.
тема форума создал Dobrometr в Документация СИ
Здравствуйте, метрологи и метрологини! Поделитесь, пожалуйста, документацией на ИЗВ-6, Госреестр №12042-89, вертикальный длиномер (описание типа). Желательно бы что-нибудь, касательно эксплуатации, ну и паспорт не повредит. Заранее спасибо, добрые люди! -
Надежные поставщики средств измерений
Dobrometr ответил на тема форума автора Тамбовский Волк в Выбор
А вот тут и продают, и ремонтируют. -
Тогда правильный ответ на вопрос: НЕ ПАНИКОВАТЬ.
-
Судя по ответу и очевидным выводам - ваша фамилия Челентано. Да, Евгений? Я видел, он в одном фильме даже с воронами смог договориться.
-
Я уже заварил кофе, щас допью и буду гадать на кофейной гуще, что же там за резервуар. Параллельно разложу на картах.
-
Резервуары вертикальные стальные цилиндрические РВС-50 Номер в ГРСИ РФ: 84387-22 Описание типа, Методика поверки.