An4ous
-
Число публикаций
39 -
Регистрация
-
Последнее посещение
Просматривали профиль
4238 просмотров профиля


-

Перечень СИ для измерений в сфере
An4ous ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
У всех ответственных есть журналы-графики, по которым они отслеживают своевременность предъявления СИ на поверку. В службе метролога есть ПО, в котором поставлены на учет все СИ, соответственно, для каждого можно посмотреть дату следующей поверки/калибровки, при применении фильтров можно вывести перечень СИ, которые должны пройти поверку в определенном месяце, можно вывести СИ, которые "просрочены". Поэтому и вышеупомянутый перечень нам не целесообразно использовать, т.к. получается дублирование информации, и им в принципе не удобно им пользоваться, т.к. объем данных очень существенный. -
Перечень СИ для измерений в сфере
An4ous ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
У нас продукция двойного назначения, поэтому интересуют ответы и в области обороны, так и вне ее. У нас в стандарте предприятия указано, что такой перечень должен быть. Но откуда такое требование взялось и насколько оно актуально? Подозреваю, что он действительно взялся из ПР 50.2.006. Такой перечень мы составляем и он потом просто год лежит в шкафу никому не нужный. Хотим от него избавиться, но чтоб это сделать, нужно убедиться, что он действительно никаким документом не требуется. -
Перечень СИ для измерений в сфере
An4ous ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
В 0008-001 нашла упоминание только по перечни СИ, ЭИВ, СО и ИО, применяемых при выполнении ГОЗ. В 0015-002 только перечни (единый перечень) технических средств для мониторинга (к которым СИ даже не относятся) -
Перечень СИ для измерений в сфере
An4ous ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
Добрый день, подскажите, пожалуйста - где именно, в каком документе сказано, что на предприятии необходимо разрабатывать "перечень СИ, применяемых в сфере ГРОЕИ"? -
Добрый день, поделитесь, пожалуйста, методикой поверки МП 12-231-2011 на динамометрические ключи шкальные ADS, BDS, CDS, DDS, EDS (ГР №47968-11), фирмы Torqueleader.
-
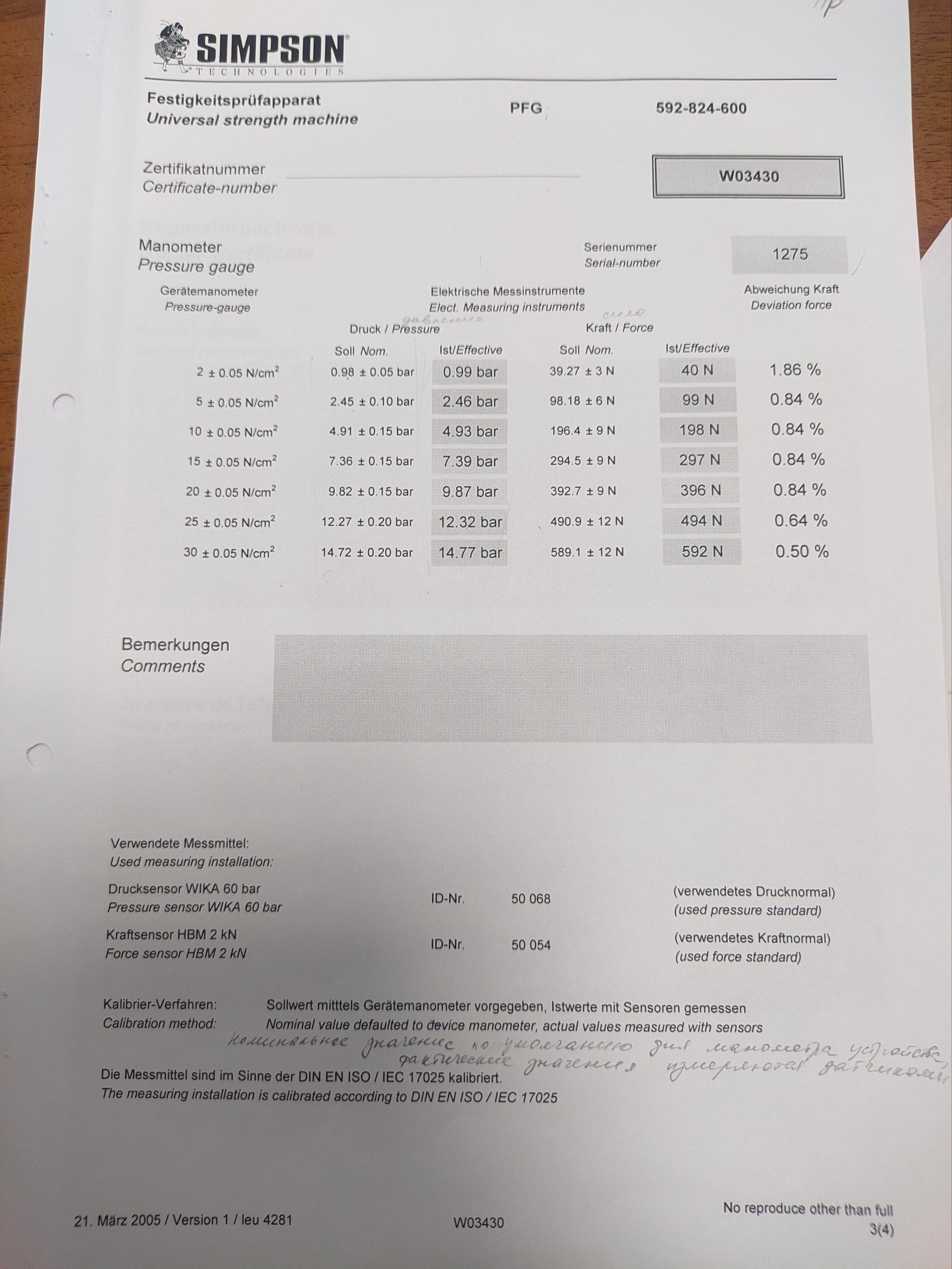
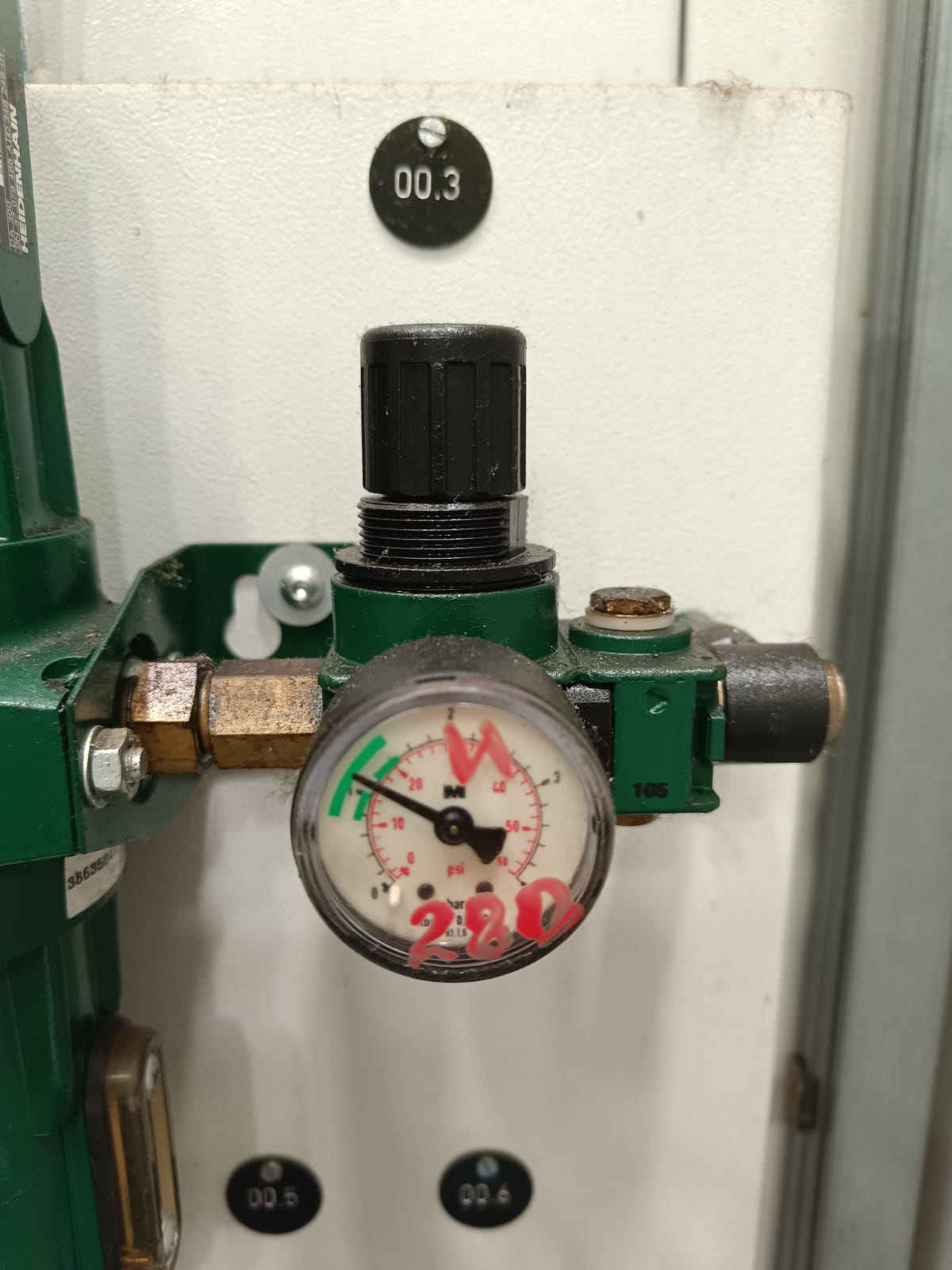
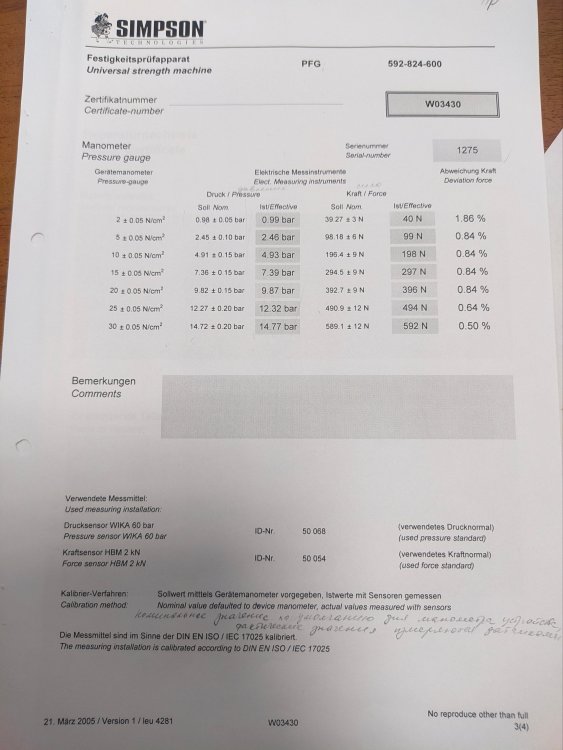
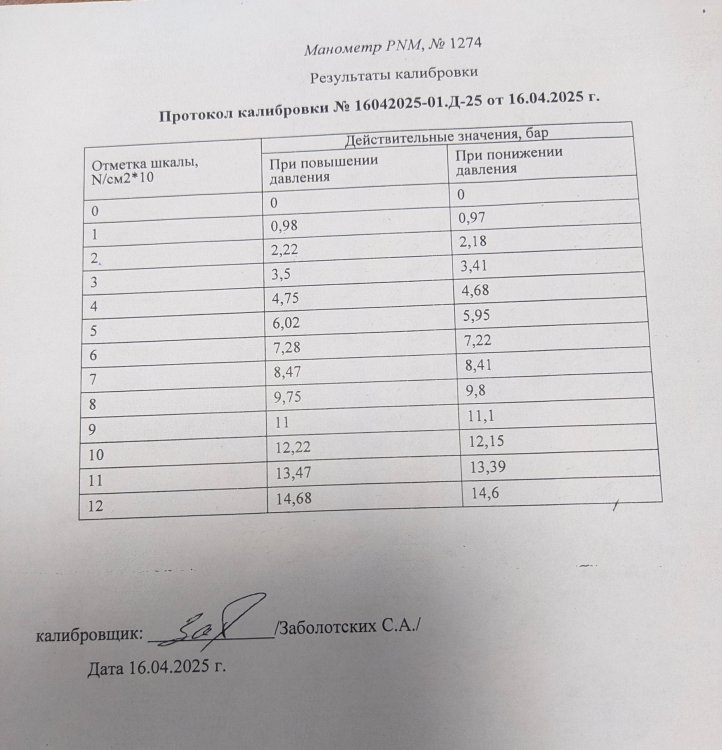
Добрый день, коллеги! У кого на производстве применяется прибор для определения прочности стержневых смесей с манометром? Каким образом производится его поверка/калибровка/аттестация? Этот прибор нам поставили немцы, никаких методик к нему не приложили. Манометр показывает значения в N/см2 Руководитель распорядился просто сдавать сам манометр в калибровку, но результаты калибровки совсем не "бьют". Подозреваю, что, всё-таки правильно было бы взять динамометр, задавать нагрузку и снимать показания. Как у вас это осуществляется на практике? Прикладываю сертификат калибровки манометра, фото манометра, как выглядит прибор и сертификат от немцев.


-
Коллеги, кто сможет опознать чей логотип?

-
Орлов С.П., Михайловский С.С., Тимофеев К.К. Весы и дозаторы. Справочник. — 2 изд. — М.: Машиностроение, 1972
An4ous ответил на тема форума автора владимир 332 в Измерения
Написала Вам в личные сообщения -
Орлов С.П., Михайловский С.С., Тимофеев К.К. Весы и дозаторы. Справочник. — 2 изд. — М.: Машиностроение, 1972
An4ous ответил на тема форума автора владимир 332 в Измерения
только у меня качается пустой файл??? -
В новом ГОСТ Р 8.654-2015 термин "аттестация ПО" заменен на "подтверждение соответствия (сертификация) ПО СИ". В остальных НД так и осталась "аттестация", но определения термина нет. Правильно ли теперь в остальных НД вместо "аттестация" читать "подтверждение соответствия"?
-
По поводу однотипных СИ - у нас допускается применять аналогичные по МХ СИ. То есть в ТП вписываем ШЦ по ГОСТу, но никто не запрещает вместо него применять импортный, главное, чтобы его погрешность была не больше указанного.
-
А допуск-то какой?
-
Не знаю как у Вас, у нас на предприятии СИ в техпроцесс вписывает технолог, а эксперт проверяет насколько правильно он это сделал. А у импортных СИ есть модель, ЦД, ПГ и фирма-изготовитель, это мы и просим указывать в техпроцессе.
-
Вопрос не в том - может ли эксперт оценить возможности СИ, а в том, как должен быть оформлен документ. На раздаче СИ выдаёт не эксперт, а работник ИРК, задача которого - выдать то, что написано в ВО. На продукции нашего завода летают люди и, если, не дай бог, что случится, на допрос вызовут всех причастных. И в таком случае не будут смотреть, кто там что может оценить, а будут смотреть на то, как написан документ.
-
Я тоже считаю, что необходимо указывать ГОСТы и ТУ, т.к. сейчас применяется очень много импортных СИ, которые имеют погрешность, которая очень часто отлична от погрешности тех СИ, которые выпускались по ГОСТам. Просто я как-то должна доказать нашим технологам, что это делать необходимо. И сослаться на какой-то ГОСТ. Вот что мне пока удалось найти: Согласно ГОСТ 3.1404-86 "ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием" 1.11.1. При указании данных по технологической оснастке следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки, при этом информацию следует записывать в следующей последовательности: - приспособления; - вспомогательный инструмент; - режущий инструмент; - средства измерения. И согласно ГОСТ 3.1129-93 "ЕСТД. Общие правила записи технологической информации в технологических документах на технологические процессы и операции": 13.4. В основном информация по технологической оснастке состоит из двух основных частей: обозначения; наименования, модели, типа обозначения стандарта и т. п. 13.4.1. Коды или обозначение технологической оснастки устанавливаются предприятиями (организациями) в соответствии с НД и записываются на первом месте в строке документа с привязкой к служебному символу «Т». 13.4.2. Наименование технологической оснастки следует указывать в соответствии с имеющимся технологическим паспортом или нормативной документацией (НД).