iraida1
-
Число публикаций
104 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя iraida1
-
Без анализа вы не можете утверждать, что операторы не влияют! Я неоднократно проводила анализ различных систем и знаю, что операторы всегда являются частью системы!
-
На гистограмме видно двувершинное распределение (бимодальное). Смею предположить, что детали с двух разных станков попали в выборку! Стратегию рандомизации надо пересмотреть. И такой анализ требует минимум 100 значений. Главное си-ем-кей окей! Постарались с сортировкой, с левой стороны значения обрезаны... Либо регулирование процесса излишнее! Почти все значения лежат выше нормы. Ну нет достаточного количества измерений то можно только строить версии!Посмотрите пример: http://it-analiz.ru/prim.html
-
Пришлите 2-а заполненных листа (karta.pgf)получите 2 протокола. karta.pdf
-
Топстарту! Приведите ваши расчеты с правильными мат.методами! И буде всё ясно, как измерять! Не владеете математикой? Ну тогда "матметоды" от метрологов!
-
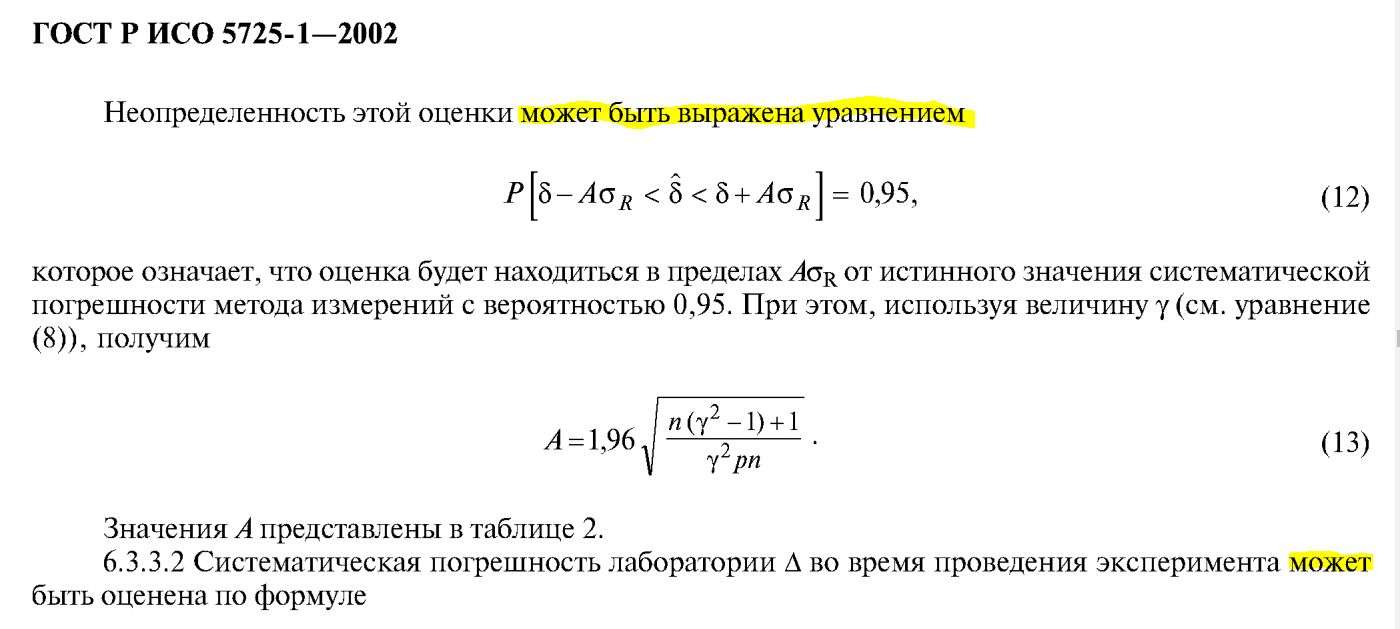
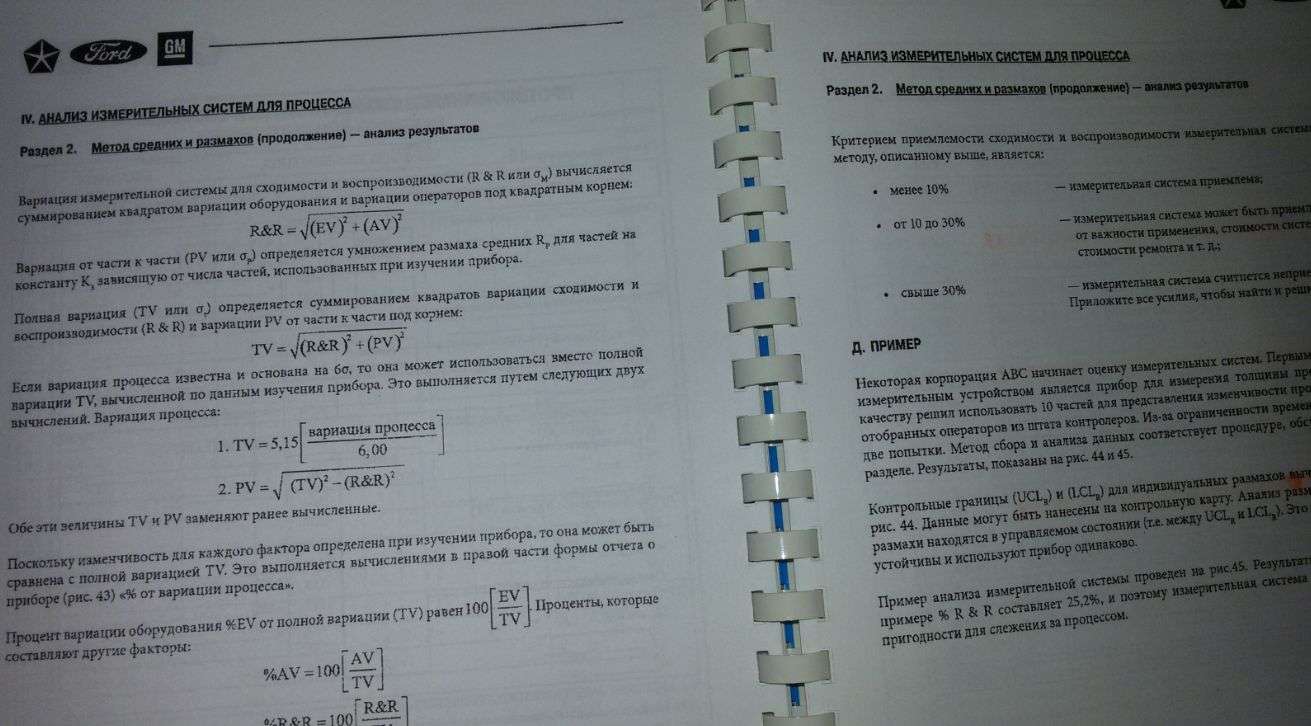
Ну прочитайте ГОСТ Р ИСО 5725-1-2002 «Точность (правильность и прецизионность) методов... ну где нам читать, мы болезные и грамоте не умеем! А вы попробуйте посчитать!!! Так как рекомендует ГОСТ Р ИСО 5725-1-2002. Привожу формулы смотрите картинку! Вспонинайте арифметику! "может быть" как написано в ГОСТе и таблицу умножения вспомните! Или расчеты вообще не нужны? Достаточно повторять мантру термины:(/>«правильнось», «прецизионность», «повторяемость» и «воспроизводимость») и их определения из РМГ 29-2013.

-
Я могу опубликовать протокол (он есть на моём сайте) где измерительная система пригодна. И не один протокол. Но во всех случаях я связана условиями договора с предприятиями. Протокол MSA и SPC обязательные составляющие для поставщиков автопрома, предприятий авиакосмоса, железнодорожног, строительного, мостостроительного, нефтедобывающего... без подтверждения MSA и соответствия пригодности продукции SPC потребитель не заключит договор! Ну если только за откаты как у нас! И что значит "эффективное использование"? MSA (аббревиатура от Measurement System Analysis, анализ измерительных систем (ИС)) — это метод, призванный дать заключение относительно приемлемости используемой измерительной системы через количественное выражение её характеристик. Википедию посмотрите, чтобы иметь хоть какое-то представление о методе анализа!
-
исходя их этого утверждения 1. Ну "системщик" который знает математику, способный получить информацию, проанализировать то он: "Владеющий информацией - владеет миром!", или некое "экспертное сообщество" которое спорит друг с другом: "левая или правая палочка слаще"! Кто из двух компетентнее? 2. На моём сайте: http://www.it-analiz.ru/ есть вся информация от том: чем торгую, почем торгую. Будет время прочитаете и разберётесь!3. 1001 случай могу здесь указать! Например АвтоВАЗ или КамАЗ! Весь наш автопром (тут уже заметили я практикую и в ISO/TS16949) закупает комплектующие с несоответствиями! А почему? Измерительная система по результатам анализа (MSA) непригодна! Нечем измерять, на коленке всё производят измеряют в "попугаях, мартышках, удавах"! А метрологи все просто Боги, а СИ поверенные и калиброванные! И выпускают тазы с гайками! И сравните Крайслер, Тойота, Форд... у них высочайшие требования к измерительной системе MSA, уровень комплектующих Ppk>/=1,67! А потому что измеряют!
-
Правильно: "что бы пресечь прения! : Надо провести измерения 10-и разных партий молока тремя лаборантами (контролёрами) в три подхода каждой и двумя указанными методами: 1)СИ-1 инфракрасным анализатором молока Милкоскан Минор6 2)СИ-2 кислотный метод определения жира (метод Гербера с жиромерами) 90 измерений СИ-1 рассчитаете и получите реальную погрешность измерений (шум прибора)! 90 измерений СИ-2... и тогда сможете определить с какой погрешностью работают оба метода! Мы верим тому, что написано в паспорте! А включить мозг и вспомнить арифметику слабо? Расчеты ведь примитивные (денег на ПО вам не дадут никогда). PS В паспорте можно написать, что угодно (например изменить имя, фамилию, пол, возраст...), только паспорт не гарантирует: продолжительность жизни, способности, возможности...
-
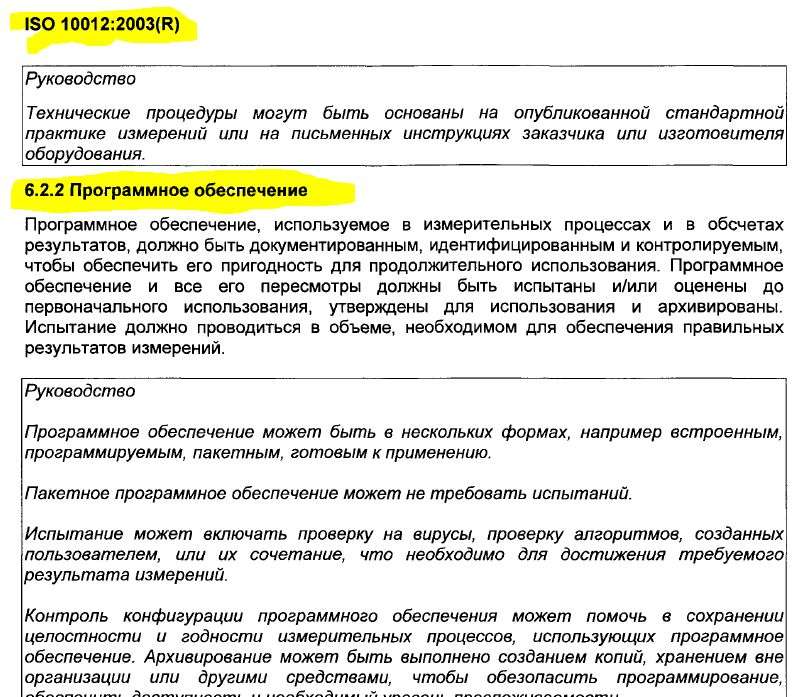
Вы позиционируйте свой продукт, как альтернатива ИСО 10012? Вы предлагаете компетентность путем внедрения малоизвестной нашей общественности МSА вместо Стандартов серии ISO? Сертификат на соответствие требованиям MSA даете? Только после измерений и расчета (процедуры MSA) поймете правильный ли инструмент СИ вы выбрали! Альтернативы ИСО10012 нет и быть не может! Я программист, аналитик процессов! Я разработала несколько десятков компьютерных программ MSA и SPC и FMEA... смотрите картинку, чтобы делать расчеты (много-много расчетов) вам нужны компьютерные программы! Так требует ваш любимый ИСО10012!!!

-
Вы позиционируйте свой продукт, как альтернатива ИСО 10012? Вы предлагаете компетентность путем внедрения малоизвестной нашей общественности МSА вместо Стандартов серии ISO? Сертификат на соответствие требованиям MSA даете? Ни какого сертификата я никому не даю! "малоизвестной нашей общественности МSА" наверное только вашей общественности он малоизвестный, он и есть международный стандарт серии ИСО! Интересно как в Америке, Германии и Японии живут без наших ГОСТов, там чай экономика и промышленность в полном упадке? В выборе СИ очень важно узнать, какой из инструментов вам (вашему процессу) больше подойдет! Чтобы измерения небыли ложными! 15 лет назад я, на предприятии, внедряла лазерное измерительное устройство для бесконтактного измерения калибров детали. Казалось, что лучше и быть не может! Однако, когда устройство установили на агрегат увидели: вибрация агрегата и транспортёра такая, что измерения делать невозможно! Деталь прыгает, устройство раскачивается... средство измерения пригодно только для лаборатории, но никак не для контроля процесса. Всё познается в сравнении. Только сравнив две (3, 4, 5...) ИС можно выбрать и аргументировано доказать какое СИ пригодно для вашего процесса. "Вы позиционируйте свой продукт, как альтернатива ИСО 10012?" MSA это не мой продукт, это продукт коллективного труда десятков инженеров практиков и является составной частью любого ИСО! Только после измерений и расчета (процедуры MSA) поймете правильный ли инструмент СИ вы выбрали!
-
с вероятностью 1.0, был уже проведен, перед внедрением его в ГОСТ Наверняка!!! Но только не на вашем предприятии! Уровень пригодности аппарата (средства измерения СИ) можно определить только сравнив как работают оба в конкретном процессе. Измерительная система, далее для краткости ИС включает в себя минимум 5 составляющих: 1)инструмент (в вашем случае аппарат) т.е. СИ (поверенное, калиброванное); 2)контролёры (обученные методам измерения в конкретном процессе); 3)продукт (деталь) - объект для измерения с изменяющимися характеристиками (испарение, затвердевание, выветривание, деформация...); 4)среда (в которой производятся измерения)влияющая на точность измерения : освещение, вибрация, излучения... 5)методика (прописанный порядок проведения измерения). У метрологов только одна зона влияния: 1)инструмент (в вашем случае аппарат) т.е. СИ (поверяют, калибруют) Даже самый лучший аппарат СИ, не гарантирует точности измерения если контролёры не имеют навыков пользования, если среда преждевременно разрушает или изменяет продукт в момент измерения..., а методика не учитывает аспектов применения нового СИ! В практике случается: прибор более высокого класса точности, может быть менее пригоден для конкретного процесса. Проверять надо - сравнивать! И никакой ГОСТ не гарантирует, что контролёр помоет руки... ИС это зона влияния службы качества, а метрологи участвуют в пункте 1)!
-
Вся эта метода выросла из ВПК США 30-х годов, затем нашла применение во всех отраслях и странах. Если на моем сайте написано: «…автопром, авиакосмос, химическая промышленность …» то, наверное, я забыла упомянуть про фармацевтическую отрасль (специалисты обращались полгода назад), ну Пищевая промышленность вся сертифицировалась по ИСО.
-
Это не имеет значение к какой отрасли промышленности относится. Фармацевтическая например! Очень важно оценить возможность системы: Прежде, чем принять решение о внедрении прибора, методики или средства измерения (СИ) на производстве, вы должны быть уверены в том, что ваша измерительная система пригодна! Управлять можно только тем, что можно измерить. © Уолтер Шухарт Ваши измерения адекватны? Надо проверить! Только MSA способна оценить: правильно ли выбран тип инструмента (СИ), обучены контролёры и среда в которой проводятся измерения подходит для измерения? Для оценки (измерения) характеристик продукции и процессов необходимо минимизировать риск того, что несоответствие измерительной системы может привести к ложным решениям при контроле продукции и к излишнему регулированию процесса. Все СИ должны быть поверены! А насколько СИ подходят в вашей ситуации можно решить только экспериментальным способом. Оценив систему с СИ-1 и СИ-2, а затем сопоставить уровень пригодности! Количество различимых категорий – ndc >5! http://it-analiz.ru/files/1/0/4/1048/AnalizMSA.pdf Если измерительная система не пригодна – вы не способны контролировать процесс! Прибор может быть выше по классу точности, но не пригоден в конкретном случае по месту процесса
-
Возможности двух измерительных систем необходимо проверить. Нужно провести MSA двух систем, с участием двух приборов! И по ndc определите уровень пригодности двух систем. Заявленная погрешность не говорит ни о чём.
-
Вариабельность Ri измерительной системы не должна превышать 10% к допуску на процесс!Необходимы протоколы MSA по всем измерительным процессам. Вариабельность измерительной системы всегда больше, чем цена деления прибора! Без вариантов! Управлять можно только тем, что можно измерить. © Уолтер Шухарт
-
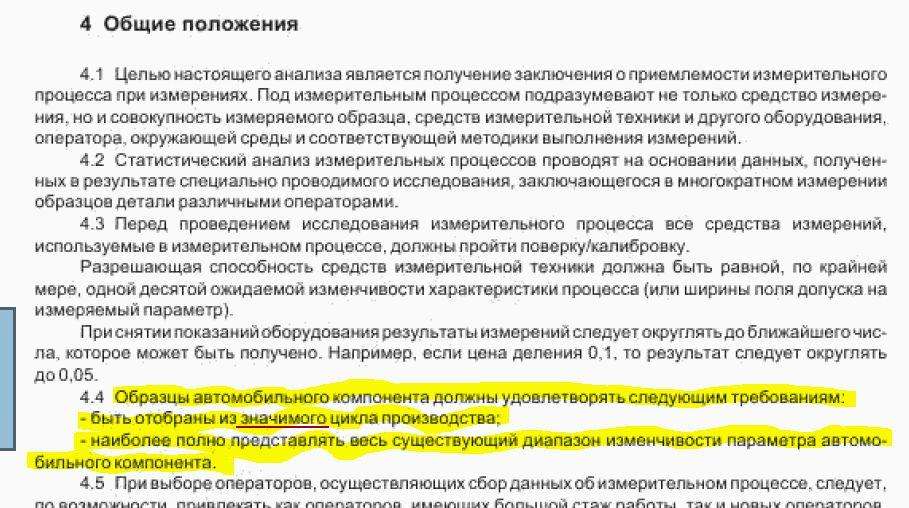
Ага! Это цитата из документа и титульный лист я притачала.
-
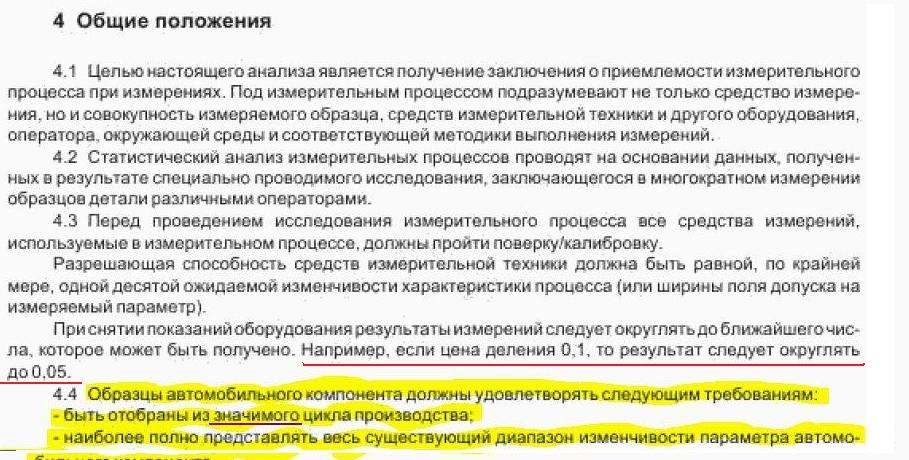
Многие этот мой комментарий оценили как насмешку в свой адрес. Напрасно перечитайте ваш ГОСТ 51814 в котором следует ОКРУГЛИТЬ число до сотых 0,05 если цена деления 0,1! Для самых продвинутых и одаренных напомню правила арифметики! Правило округления числа до десятков. Чтобы округлить число до десятков, нужно цифру в разряде единиц заменить нулем, а если в записи числа есть цифры после запятой, то их следует отбросить. Если замененная нулем цифра равна 0, 1, 2, 3 или 4, то предыдущую цифру не изменяют. Если замененная нулем цифра — 5,6,7,8 или 9, то предыдущую цифру увеличивают на единицу. Примеры: 1 Округлить число до десятков: 583≈580 2 Округлить число до единиц: 387,63≈388 Вот так. Вам арифметика не указ!

-
Я тоже вас не трогаю, поскольку здесь Вы анонимно, а значит, за свои бездумные советы Вы ответственности не несёте. Мои комментарии и советы не для Вас. У вас нет опыта и практики внедрения SPC и MSA, каким обладаю я, у Вас нет желания понимать MSA . Цель таких как вы сфальсифицировать протокол так, чтобы фальшивка не бросалась в глаза. С экселью хорошо получается: подставил правильные цифры в таблицу ничего не измеряя, дабы ответ сошелся; отпечатал и отдал. Я написала десятки компьютерных программ и внедряла системы анализа нескольких предприятиях (поставщики комплектующих для автопрома), а потому хорошо знаю положение дел и по качеству деталей и по метрологии (список заводов оглашать не буду - они деньги мне платят, в том числе и за анонимность). Кто не заплатил - сканы протоколов на моём сайте.)) Типичная ситуация: при проведении анализа измерительной системы производиться рандомной отбор деталей из партий подготовленных к отправке на автозавод. Из 10 деталей 1-3 как правило не соответствуют требованиям ТУ, ГОСТ или конструкторской документации (брак «наладочный»). После этого процесс измерений прерывается и выбирается ещё несколько деталей, а потом ещё несколько деталей, и до бесконечности! Потому, что измерять нечем! Один инженер измеряет и говорит: нормально, другой берёт инструмент и туже деталь… измеряет и говорит: нет - не нормально. Порой доходит до скандала и чуть не до драки (бывало - толкали друг друга). И если случается проведение MSA, то выясняется, что вариабельность измерительной системы 30-50% к допуску на деталь. Производят детали на коленке, измерять нечем, потому качество деталей не контролирует никто, нигде и никогда. Бракованные детали идут на конвейер, а на автозаводе бракованный болт, если он не закручивается – рабочий забьёт молотком. Все специалисты-инженеры на отечественных предприятиях существуют независимо друг от друга. Конструктор разрабатывает деталь и закладывает такие характеристики, которые в процессе не могут быть выполнены! Конструктор: «Мне до фонаря, что это невыполнимо, пусть технологи думают, как это сделать!» Технолог: «Мне до фонаря, что нарисовал конструктор, мы можем только то, на что способен процесс!» Эти двое никогда не договорятся! Если они обратятся к главному менеджеру, то на следующий день - начнут искать другую работу.
-
Да где нам понять! Даже ваш ГОСТ 51814 не предполагает такой грубой фальсификации MSA хотя слово «значимый» ( в русском языке обозначает: важный и весомый) это надо понимать как: реально существующие фактические данные которые и предполагают свободную выборку. Сами документ написать не могли, ну и перевели с английского-американского как всегда.

-
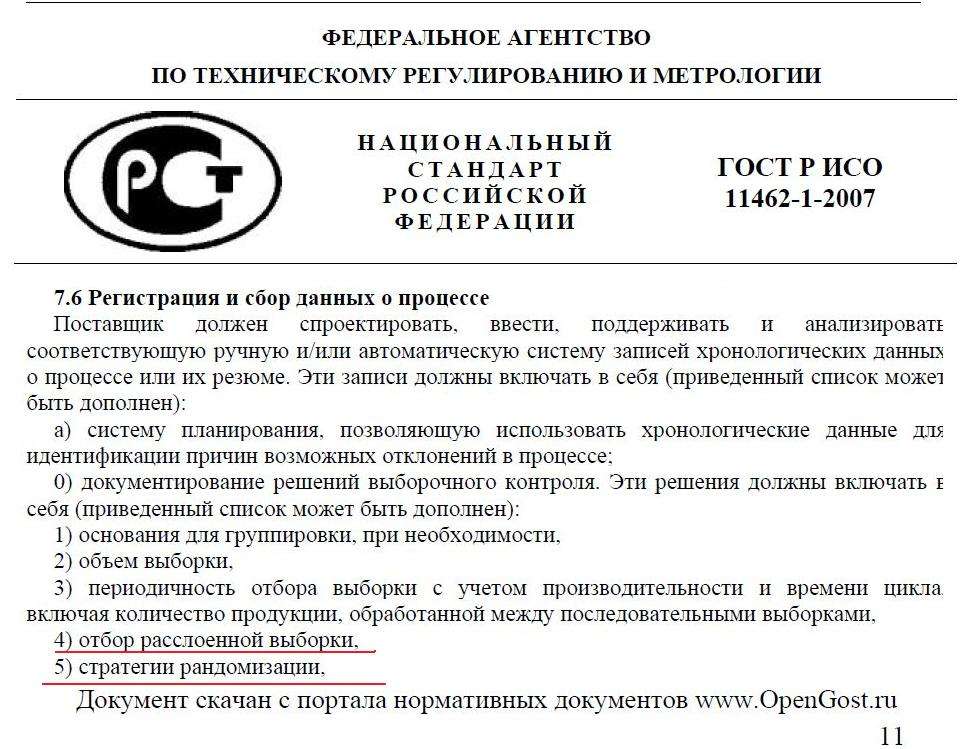
Правила анализа: 1) основания для группировки, при необходимости, 2) объем выборки, 3) периодичность отбора выборки с учетом производительности и времени цикла, включая количество продукции, обработанной между последовательными выборками, 4) отбор расслоенной выборки,(расслоенная выборка из одной партии не получится! :yes-yes:/> ) 5) стратегии рандомизации, Нет ни слова о "наладочном браке"! Вы читаете одно, а понимаете другое. Потому и выпускаете барак!
-
На АвтоВАЗе существует эффективная система качества. АвтоВАЗ выпускает престижные и качественные автомобили. На АвтоВАЗе работают грамотные специалисты.
-
Я давно всё знаю. Всё что производиться на предприятиях отечественного автопрома можно отнести в категорию "наладочный брак"! Купили авто - налаживайте сами! Я пользуюсь справочным руководством Крайслера, Форда и Дженерал Моторс (AIAG). Уверяю вас ни о каком "наладочном браке" там и речи нет! Никто даже не предполагает специального выпуска деталей с несоответствием для оправдания несоответствия измерительной системы MSA. Есть одно правило: вариабельность измерительной системы должна быть менее 10% допуска на деталь! Все детали должны быть в допуске! Если на отечественных предприятиях выдумали такой критерий оценки, то это только от немочи. Некоторые даже таблицу умножения свою собственную изобретают: 2х2 всегда 5! :yes-yes:/> Смотрите картинку! Но вам мировой опыт не указ. Не надо вам смотреть, окончательно истратите свой неповторимый интеллектуальный ресурс.

-
Мой ответ это результат большого профессионального и жизненного опыта. Моя репутация - человека правдивого и честного, не пострадает. Репутация автопредприятия ВАЗ, КАМАЗ... складывается из качества автомашин. Качество автомобилей складывается из качества комплектующих и качества процессов. С каким уровнем Ppk детали вы получаете? Вы знаете? Думаю что нет! Например автомобильные шины к вам приходят по ключевым характеристикам Ppk<0,8; Метизы Ppk<0,3... Впрочем, на входном контроле у вас (автомобилестроителей)измерительная система непригодна. "[i]президент АвтоВАЗа Бу Андерсон выгнал с предприятия «белых воротничков», устранил половину руководящих должностей[/i]" Однако с системой справиться не смог! Откаты при заключении договоров, а не оценка качества компонентов стоят во главе угла любого предприятия. Принцип оценки комплектующих: "нормально г-но возить пойдет"! Купи российский автотаз и почувствуй г-ном. Наши автогиганты с огромными долгами перед государством обязанные приносить прибыль функционируют только для того, чтобы: "обеспечить занятость населения"! "ВАЗ Вас и не заметит" Конечно нет! На наших предприятиях мнением потребителей манкируют! Жируют за счет государства -наплевав на всех! Руководители предприятия на мерседесах разъезжают, работягам едва на хлеб хватает. Вот такова репутация предприятий. А о моей репутации не хлопочите! Тот кто хочет видеть истинную картину и поправить дела на заводе - обращаются к профессионалам, а кому нужны лизуны... Вспомнила анекдот: "Если вас неожиданно лизнули в зад - не спешите получить удовольствие. Возможно это только смазка! Действительность это такая вещь на которую не стоит обижаться, если нет сил и способности исправить дело.
-
Оно и понятно! АвтоВАЗ нельзя сравнивать с настоящем автомобилем. Всё на коленке делаете. На приличный инструмент у предприятия денег нет!Ё Ездить на ваших авто "вполне комфортно"!
-
Вы вроде мужчина? Почему "не читала" опечатка?