iraida1
-
Число публикаций
104 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя iraida1
-
Мне интересно чем четвертое издание MSA "Приоритет" отличается от 3-го? Кроме нескольких ошибок в переводе с английского американского. Правила арифметики (таблица умножения) измениться не могли! 1001 отличие от Экселя! Одна страница отчета Протокол и одна страница Графического анализа. Программа занимает меньше места чем один файл Экселя. Каждый протокол Экселя нужно сохранять с копией файла. Поломка файла ведёт к потери информации. Возможность программы рассылать протоколы (публиковать)в PDF на 1-й странице эксель займет 8 страниц минимум громоздкий и трудно читаемый. Протокол сгенерированный программой содержит лейбл предприятия, подпись, адрес... Его невозможно проделать (многие последнее преимущество считают недостатком)и т.д. Я перечитала оба издания 3и4 и не нашла 10 отличий! Кто нашел прошу поделитесь открытием. Меня уже "задолбали" почему у меня программа по четвертому изданию не отличается не отличается от третьего... :yes-yes:/>/>/>/>
-
Всё правильно. ... однозначно надо брать как годную так и негодную продукцию Заведомый брак или негодную продукцию специально надо выпускать? По методике производиться рандомная(свободная)выборка деталей из двух или более партий, ранее разбракованных в категорию годные! Если вариабельность измерительной системы более 10% к допуску на деталь, то измерительная система НЕГОДНАЯ!
-
Ирина Юрьевна, а вы не спутали слова? В вопросе Александра - про герметичность, да/нет. А вы про геометрию. Точно перепутала. С герметичностью только РИС и подходит. Мне он писал по шаблоны: "скоба, пробка..." у меня уже глаз замылился... я перечитывала его вопросы в личке, подумала что повторяется... А мне надо новые очки покупать! Пардонте господа! Александру в особенности извинения. Меня удивляет, ведь методика у него есть... я в почту отправила. И пример приводила. Вот и файл в любимом excel нашелся... там по моему не все расчеты, ну, кому нужно разберутся. Для проверки программы готовила, не пригодился. prim_ris.rar
-
Спасибо уважаемый Аркадий Григорьевич информации много не бывает. Американский стандарт сравнила с немецким… с 2002 года требования ужесточились. Разница не велика см. картинку. Но нашему дорогому другу Александру14 это не поможет. Немецкий стандарт я ему отправляла. У него задача другая: Геометрические параметры детали (изделия) определены технической документацией – конструкторской картой и требования прописаны в миллиметрах (метрах, дюймах) значит, и измерять их нужно в соответствии ТД в тех единицах. Средств измерения нет, а потребителю надо подтвердить, что измеряют и измеряют правильно. Ну, вот заводские затейники выдумали «альтернативный метод», где вместо мм «да/нет». Конечно, ни какой ранжирующий протокол, у них не прокатит (ну, если только за откат), но бедняжку Александра14 нагибают перед аудитом… Сказать начальникам, что нужно купить современные СИ, у него язык не повернётся, вот и старается выкрутится: «И так чтоб любой потребитель не мог придраться...». Флаг ему в руки!!!

-
Уважаемый Аркадий Григорьевич. Я женщина старая, наученная жизнью… и потому ни когда не делаю выводов и не даю комментариев, если не знаю, что и почем. Александр14, он ко мне обращался лично см. картинку. Ему нужен протокол MSA для РИС (для геометрии!!!) . Причем он держит в тайне где, что и как… измерять, (похоже, при производстве деталей ничего не измеряют), средств измерения нет, если не считать приспособы: « пробка, скоба, шаблон…». Геометрию детали измеряют по принципу: да/нет!!! Методики для проведения измерения нет, и на всё это барахло надо подготовить протокол MSA, и такой ПРОТОКОЛ, чтобы ни один взыскательный потребитель не прикопался! Александр14 даже в личной беседе боится сказать: где и кем он работает из опасения, что все узнают о его несостоятельности и непременно выгонят. Покупать программы он не хочет, за консультации платить не хочет: «За, что я должен платить? я сам формулы в excel загнал мне бы правильные цифры нарисовать!» Загнал? Измеряй и считай! Нет, он ищет такого художника, который бы потрудился за него - нарисовать картину маслом!!! Он Незнайка и Неумейка получает зарплату за то, что на предприятии ничего полезного не делает, ни какой прибавочной стоимости не образует, и твердо уверен: в инете все можно найти, стоит только бросить клич! Я ему: и методики, и примеры (картинки) отправляла. Но разбираться он не хочет и не может, в силу своего дарования. Зато меня десяток раз упрекнул за то, что я продаю свои программы, наработки, знания: «Вам бы только продавать!» Он, хочет мой продукт представить на предприятии, получить зарплату, премию, а мне он не за один документ спасибо не сказал, и я уверена – ни кому не скажет! Ни одно его письмо не начинается со слов: «здравствуйте», не называет даже по имени, а ведь профиль читал и хорошо видел, что я вдвое старше его! А потому, кроме издевок, он ничего не достоин. Я конечно тетенька добрая-добрая, я конечно протокол сфоткала и выложила здесь (ему отсылала), смотрите картинку ris.JPG. Кто спасибо сказал? Вот Вы Аркадий Григорьевич человек, безусловно, образованный, умный, добрый, а Вам, почему бы не выложить здесь свой протокол РИС для сравнения и вместо упреков в мой адрес! Помогите бедному юноше. Попытайтесь хотя бы объяснить, что РИС ему не подходит, что необходимо получить дискретные значения, что измерять надо, СИ (средства измерения) надо… Давайте посоревнуемся! Вы чего полезного, нужного и стоящего сделали, так чтобы не стыдно было показать? Вы на своем сайте покажите свой потенциал! У Вас есть сайт-портфолио? (Портфолио – это грамотно оформленный перечень работ определенного специалиста.) Сколько у Вас разработок 100 или 200 или больше? С 05.05.2010 решением Московского совета директоров ОАО «ЭЛТЕЗА» Санкт-Петербургский электротехнический завод ликвидирован. Вы там работали? А теперь что? Продавайте себя! В интернете и на данном форуме есть специалисты, с которыми приятно пообщаться, которые напрямик говорят: кто они, где работают, какие проблемы возникают. И тогда диалог всегда бывает продуктивный: обмен документацией, мнениями, совместный поиск решений…

-
Речь идет о ранжирующих измерительных системах. Простейшие расчеты РИС. Но тот, кто задает такие вопросы, сам считать не может, и пребывает в отчаянных поисках халявы…

-
Вы о чем? Топливно раздаточная колонка?
-
Это файлы В. Федотова "ИНТЕРСЕРТИФИКА". Вы с этическими нормами знакомы? Вы их сюда для проверки выставили, или чтобы разработчик этих документов за свою работу ничего больше не получал? Есть авторское право! Для вас оно как пустой звук?
-

Балансировочная машина на шинном производстве
iraida1 ответил на тема форума автора Мария Горбунова в Законодательная метрология
Уважаемый Аркадий Григорьевич! Вы напрасно так болезненно воспринимаете все мои посты, и считаете их пулей в свой адрес, тем более я не к вам обращаюсь! Я провела анализ нескольких десятков систем измерения на производствах на разных больших и малых предприятиях, это необходимо для внедрения SPC…, и только в 2-х случаях можно было утверждать, что измерительная система пригодна! В первом случае это процесс взвешивания сыпучих продуктов весы электронные для взвешивания, во втором случае штангель цифровой не помню куда… На многих других (сотнях переделов производства) выбранные средства измерения не подходили для измерения деталей шум прибора такой… что заглушает процесс))). Разрешающей способности СИ не хватало для измерения детали. Условия проведения измерений не позволяли сделать измерения и контролёры с одинаковой высокой погрешностью (прибор тяжел, деталь не фиксируется, угол приложения нестабильный, вибрация в месте проведения измерений, изменение освещения… и пр.) Нестабильность самой детали или объекта измерения: деталь растет, вытягивается, сжимается, испаряется, твердеет, размягчается, осыпается, прилипает, изменяет цвет… И во всех случаях, СИ поверенное, калиброванное, аттестованное, сертифицированное… Метрологи навысоте, а то что этим СИ измерить нельзя деталь или процесс, ну это они чумазые виноваты, руки пусть лучше моют, мы сами на производстве не бываем там: шумно, грязно, пыльно, жарко, холодно, высокое излучение, напряжение, испарение агрессивное… нам туда нельзя, мы тут в лаборатории, нам прибор приносят/привозят и мы по инструкции поверяем. Я всё понимаю, и вспоминаю Левшу у Лескова: «…мы люди бедные и потому мекоскопа не имеем…». Метрологи работают в рамках тех обстоятельств, в которые они попали, а потому делают своё дело, тихо… стараясь ни во что не влезать. Технологи вынуждены работать с теми СИ, что им метрологи выбрали. Моё некоторое раздражение, вызвано тем, что от меня требуют (метрологи в том числе) программ таких, которые бы показывали: что измерительная система пригодна, процессы управляемы, продукты/детали пригодны! Вот пять лет назад я вела переписку со специалистом военно-космического предприятия Д-ска в соседней стране. Он мне: - Наши немецкие хозяева, требуют протоколы MSA и SPC каждые 10 дней по всем переделам производства, мы должны показывать, что всё нормально, иначе с нами разорвут контракт… - ПО должно выдавать фальсифицированные данные? – Да, решить производственные проблемы сейчас мы не можем, вот получим контракт тогда… У меня нет программ, которые фальсифицируют результаты измерений. – Вы можете исправить те программы, которые вы прислали в демоверсии? - Нет. У нас есть подобное ПО, и оно выдает аналогичный результат… Я не знаю, как они договорились с немецкими хозяевами, но 2 года назад американская ракета упала из-за отказа д-ского двигателя. Меня с моего предприятия уволили (по сокращению) не смогла сделать, как требовало начальство: «Мы должны показать высокий си-пи-кей (Cpk) и пи-пи-кей (Ppk) аудитору… Плохо я работаю, хуже всех, не получается у меня «каменный цветок»! Программы SPC, MSA, FMEA… пользуются большим спросом, а покупают только те предприятия, где высокий уровень технологии, а много таких в России? Сами ответили! Повторяя за мной... -
Балансировочная машина на шинном производстве
iraida1 ответил на тема форума автора Мария Горбунова в Законодательная метрология
Слава Богу! Хоть кто-то понял! -
Балансировочная машина на шинном производстве
iraida1 ответил на тема форума автора Мария Горбунова в Законодательная метрология
Ну, я японцев не обожествляю... только им надо объяснить, что они не первые кто построил здесь в России шинный завод. Шины выпускались в России и до революции! Машины подобные тем, что они запускают работают десятки (40) лет на других шинных заводах и в госреестре не числятся! И никто не спешит их туда заносить под страхом того, что завод закроют. Пусть обратятся на финский завод во Всеволожсе, итальянский в Кирове... пусть узнают как они обходят эту Дуру-процедуру? Я припоминаю, что в Нижнекамске все эти измерения проводились как факультативные (не обязательное, не предусмотренное ГОСТ!)... и при случае наше начальство, ссылалось на эту поправку, и посылало все комиссии и аудиторов подальше: "Не ваша печаль, чужих детей качать..." Шины мы производим по ТУ, а потому как, что и чем мерить, это наше внутренне дело. -
Балансировочная машина на шинном производстве
iraida1 ответил на тема форума автора Мария Горбунова в Законодательная метрология
Вы абсолютно правы первое, что делает руководитель команды перед процедурой MSA это требует документ подтверждающий поверку или калибровку СИ. Почему вы так плохо читаете документы, где в статистическом анализе написано, что это MSA! Почему вы все приняли протокол SPC за протокол MSA. Поискала я у себя этот документ и не нашла, проводила сама всю процедуру в инспекции качества как руководитель в 2006году, именно по машине определяющий динамический дисбаланс, но протокол похоже выбросила. Прежде чем создавать БД по результатам измерений дисбаланса, и написать программу анализа SPC (статистического управления процессом), я проводила процедуру MSA. Машину проверили перед процедурой анализа и показали записи о поверке в журнале. Поверка проводиться по методике Завода изготовителя. Всю проверку машина выполняла сама, оператор АСУ включил программу, через пару минут машина выдала результат: Готова к процедуре: левое значение 0, правое значение 0 ... уверяю вас никто ни с какими гирями ни куда не лазил! Машины оснащены компьютерами и немецкая команда которая устанавливала оборудование ни куда его в реестр не заносила. Более того, машины по измерению силовой неоднородности RGMI в шинах, на НШЗ с середины 80-х, ни в каких госреестрах не было, и только в 2003 году была внесена заводом изготовителем OAO НИТИ "ПРОГРЕСС" (теперь Калашников) г.Ижевск номер 25024-03. Немецкие, итальянские, японские машины на всех заводах работают и нигде не записаны. Для сведения я сюда помещу протокол MSA (там 2 варианта первой страницы расчет выполнятся в соответствии с требованиями GM? Ford 2 по 3 изданию) сейчас метрологи закричат: "программа не правильная...))) надо считать Cgk и прочее. У разных заводов, разные требование, на автоматизированных системах измерения - система оценивается иначе, поскольку нет руки оператора... msa.rar -
Балансировочная машина на шинном производстве
iraida1 ответил на тема форума автора Мария Горбунова в Законодательная метрология
Я информацию вообще не собираю! Мне передают готовую информацию по результатам измерений, испытаний... для анализа и разработки программного обеспечения по анализу. В чем постыдном меня можно уличить? Информацию которую мне передают, я проверять не обязана, достоверность измерений тоже не мой профиль. Хотя проработав в производстве более четверти века и как вольный художник ещё несколько лет по другим заводам. Я хорошо знаю как загрубляют немецкое, итальянское, голландское оборудование... как по дисбалансу, так и по силовой неоднородности, геометрии и пр. в автомобильных и компанентных заводах... И то, что уходит на вторичный рынок (не на комплектацию), а в розничную торговлю, то как правило не соответствует ни каким нормам, ТУ, ГОСТ... и порой вообще не поддаётся балансировке! Испытательный комплекс Нагахама сертификат который я здесь выложила, принцип работы и методы поверки там вообще не прописаны! Вы думаете она измеряет правильно (или правильнее) после занесения в госреестр? В Японии да, измерения точные и достоверные - у них требования очень жесткие (японец скорее себе сипукху сделает, но не будет обманывать потребителя). А японская машина на российском производстве, будет выдавать такие результаты, какие захотят менеджеры предприятия, а срам свой Сертификатом госреестра всегда прикроют, ну или на метролога всю вину свалят (я месяц назад познакомилась на этом форуме с главным метрологом *н завода, вот он поделился своей бедой, я старалась ему помочь...) В российской промышленности все СИ поверенные, сертифицированные, зарегистрированные... Сертификатами и дипломами все стены в кабинетах директоров увешанные, а почему наша отечественная промышленность такое г0вно выпускает? Почему измерения в процессе производятся в попугаях и мартышках? Почему в 95% случаев СИ непригодны для измерения? Метрологи они они тут вообще непричем? А может надо быть честнее, не воровать на поставках средств контроля и измерения, на поставках сырья и материалов... В Японии и Германии есть подобный нашему госреестр? Технический прогресс, он по моему не зависит от закона написанного чиновниками, в противном случае мы бы в пещерах жили. Технология развивается быстрее, если чиновники не мешают! Так и хочется сказать: Вы все такие умные, страна богатая ресурсами, а почему так плохо живем? Работать не умеем, а зато советы давать любим!!! -
Балансировочная машина на шинном производстве
iraida1 ответил на тема форума автора Мария Горбунова в Законодательная метрология
Ах извините уважаемый вас не спросили! 40 лет имели, и дальше все всё иметь всегда будут! И вас не спросят! Да и кто вам сказал, что ОНО является СИ? Закон покажите. А кто вам сказал, что вы всё и обовсём судить можете, и право имеете? И разрешать будете заводам производить продукцию не зарегистрировав средство производства в качестве средства измерения. А не много ли вы о себе думаете?! Может вам список всех заводов выдать, где подобное оборудование установлено и работает много десятилетий, начиная с советских времен, но до сих пор не утверждено госреестром! Негодяи - они закон нарушают! Право имеет тот кто может! В Конституции РФ указано: ст.29 пункт 4. Каждый имеет право свободно искать, получать, передавать, производить и распространять информацию любым законным способом. Перечень сведений, составляющих государственную тайну, определяется федеральным законом. -
Балансировочная машина на шинном производстве
iraida1 ответил на тема форума автора Мария Горбунова в Законодательная метрология
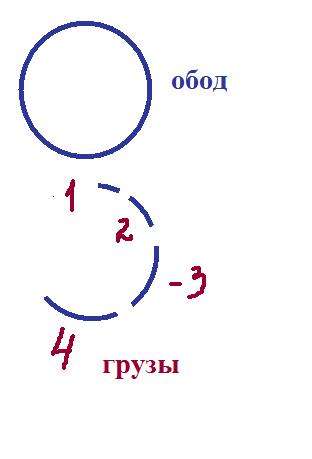
Всё я видела и щупала (на язык только не пробовала). Данная машина измеряет векторные (угловые значения) с учетом перемещения от центра. Измените вес - значит измените геометрию (по толщине, длине или по периметру/диаметру) груза и сместится центр настройки (это утверждение не моё, а самих японцев смотрите первый пост). Нет такой технической возможности (материала нет), чтобы при изменении веса в 2-4раза, можно было сохранить геометрию груза. Я сейчас вам нарисую контрольные грузы на (примитивном) балансировочном станке в лаборатории видела многократно. Правда извините у меня 3- по рисованию и я не владею графическим редактором. Постараюсь изобразить. Там в измерениях всё гораздо сложнее, чем кажется на первый взгляд. Вот картинка какие были грузы на станке который СИ: Они грузы контрольные одной толщины, ширины радиуса кривизны как обод. Длина у них разная! Это видно на рисунке. Не помну сколько штук, но помню было много и на 13 и 14... и 16 дюймовый обод. Ну и понятно лаборатории сертифицированные. Грузы поверенные!!! Да и центр не смещается, поскольку они повторяют форму обода.
-
Балансировочная машина на шинном производстве
iraida1 ответил на тема форума автора Мария Горбунова в Законодательная метрология
Ещё как сталкивалась! Искры летели! Не буду приводить примеры, дабы в саморекламе опять не обвинили. Станок балансироворный например: МИ 2977-2006 и машина для определения динамического дисбаланса NN разные! Балансировочный станок измеряет динамический дисбаланс на готовом колесе (обод + шина) уравновешивают колесо навешивая на обод грузики по 5г. столько сколько нужно, чтобы исправить. Если вы мужчина, то наверняка меняли покрышки на своём авто и всю процедуру видели. Такой санок МИ 2977-2006 есть в лабораториях шинных заводов для такого станка есть грузы 10 - 200 (не помню сколько штук их было в коробке) поверенные на них клеймо, перед контрольными испытаниями новой продукции (опытной) такой станок поверяют! Составляют акт поверки: подвесили груз 10... потом 100... Машина (стенд, станок, аппарат )которая проверяет качество шин на предмет наличия динамического дисбаланса в производстве - это принципиально другая машина и просто мы ошибочно называем её станком и уж тем более СИ! Такая машина устанавливается на конвейере для контроля качества продукции шин и проверяет 3-4 шины в минуту! Отсеивает бракованные и пропускает годные это не СИ!!! Это средство контроля качества продукции на заводе. Вот технически отсталая банановая страна Япония не удосужилась свою машину зарегистрировать как СИ! Зато мы "гиганты мысли" технической и самой прогрессивной, непременно должны это сделать и сертификат прикупить. Сколько помню себя в производстве и на других производствах шинных побывать довелось, и не только на российских, ни один шинный завод не утверждал такое оборудование в госреестре как СИ! Да и шинные заводы: итальянские, финские, немецкие - вот беда, тоже в наш российские госреестр не обратились, а ведь производят шины у нас в РФ!!! Дикари - что с них взять. В Ульяновске, там видимо технический прорыв в умах топменеджеров! Теперь о моём "МСА", а точнее не о моём MSA (анализ измерительных систем). Есть требования международного стандарта ISO16949 (ну, извините не наш великий госстандарт), а стандарт этот для автомобильной промышленности, а шины это компоненты авто), так вот в соответствии с данным международным стандартом все поставщики автокомпонентов обязаны предоставить доказательство того, что измерения в процессе производства автомобильных компонентов они производят правильно, а значит производитель (шин) обязан предоставить протокол анализа измерительной системы (не сертификат госреестра) потребителю на автозавод! Без этого протокола шины на комплектацию не примут! P/S Что касается СИ, то он может быть утвержден, поверен, одобрен, согласован, сертифицирован... но не годен для измерения характеристик продукции или процесса. Нужны топменеджеру Ульяновского шинного завода сертификат - пусть купит, но за свои деньги, как некогда купил свой диплом. -
Балансировочная машина на шинном производстве
iraida1 ответил на тема форума автора Мария Горбунова в Законодательная метрология
Контрольный груз 200г не может быть того же размера, что и груз в 50г. Я могу только предположить, что на контрольном ободе может быть гнездо куда помещается или один или два груза поочередно или одновременно. На каждый тип машин своя методика. Что придумали японцы на NAGAHAMA не берусь судить. Ободы или сменные на каждый типоразмер, или один многоступенчатый когда, можно установить покрышку с посадочным диаметром: от 13 до 20 дюймов тоже не понятно. ТС не указала тип и модель машины. Мы даже не знаем как она называется, может и не NAGAHAMA, у этой диапазон измерения до 100г. для шин весом до 30 кг! У секретной-ульяновской аж 200! Это, что за шины они собираются измерять и выпускать? Точно для легковых авто? "И поверку/проверку/контроль/настройку вряд ли делают при "надетой" на машину шине" с этим соглашусь в части поверки. Если надеть шину и подать в неё давление, а она взорвется... много народу пострадало на шиномонтаже от своей беспечности. -
Балансировочная машина на шинном производстве
iraida1 ответил на тема форума автора Мария Горбунова в Законодательная метрология
-
Балансировочная машина на шинном производстве
iraida1 ответил на тема форума автора Мария Горбунова в Законодательная метрология
Не вы, не уважаемая Вероника не видя данной машины, не зная как она работает... делаете какие-то гипотетические умозаключения. На шинный завод на экскурсию поезжайте тогда надеюсь поймете: горячая автопокрышка не из под станка выходит, а из прессформы после процесса вулканизации! Я не рассуждаю о процессе металлобработки где специалист Ника, а речь идет о производстве автомобильных шин на этапе контроля качества продукции. Ротором колесо (шина на ободе) приводиться в движение, внутри шины рабочее давление. Во время проверки шина находиться в горизонтальном положении,как если бы автомобиль завалился набок если мы говорим о NAGAHAMA. Вся машина тщательно закрыта надежным кожухом и даже разглядеть как происходит измерение, через сетку довольно сложно и опасно (шина может взорваться). Так что никаких манипуляций метрологических, при процессе измерения дисбаланса, никто не позволит. Есть авторская МЕТОДИКА её выдадут специалистам завода после монтажа оборудования и испытания машины. Смешно читать ваши рассуждения. Вот такие великие люди учили пилота, как надо сажать самолет польский борт№1, а один очень умный "золотой" мальчик сам решил порулить пассажирским боингом (в Казани 2 года назад). В таких случаях - лучше не проявлять инициативы, а доверять специалистам. Специалистам (японской стороны) которые производят такое оборудование, а значит выдадут все инструкции по его эксплуатации. -
Балансировочная машина на шинном производстве
iraida1 ответил на тема форума автора Мария Горбунова в Законодательная метрология
Основные средства поверки: 1. Весы высокого или среднего класса точности с максимальной шкалой 300г – для поверки контрольных грузов! 2. Штангель цифровой, по ГОСТ 166-89 – для поверки габаритных размеров посадочных ободов (всех размеров) и раствора бортов! 3. Отвес строительный – раму проверяют! а не перекосило ли её ))) Допускаемая погрешность от 0,1 до 20г +2,2гр; от 30 до 60 г +3,4г от 60 до 100 г +4,6 в на машинах Hoffman погрешность была +2,5 т.е. до 5 грамм! Я думаю что у японцев уже возникло желание наших спецов жахнуть гирей по голове если они слышат подобные рассуждения! А как вы думаете куда и как вы эту гирю повесите? Булавкой заколите? Шина при измерении находиться в плоскости на ободе и под давлением! Вращается по оси! Булавкой приколоть или тесьмой подвязать? Вы аналогичную машину в живую видели? Я, да и не один десяток и сотни раз измерения и анализ неоднократно... Поверку подобных машин проводит фирма ИЗГОТОВИТЕЛЬ и гарантию выдаёт. Цитата: Принцип работы машины основан на вычислении неуравновешенной массы и ее угловой координаты из значений сил, которые действуют на вал устройства при вращении шины. Если нужен протокол MSA на аналогичном станке в личку пишите. -
Балансировочная машина на шинном производстве
iraida1 ответил на тема форума автора Мария Горбунова в Законодательная метрология
Про воду и так всё понятно. О машине по измерению динамического дисбаланса вы наверное документ уже прочли. Метрология там обеспечивается компьютерной программой. Я видела и работала с несколькими типами подобных машин (в рамках анализа измерительных систем MSA и анализа качества продукции и процессов SPC). Метрологическое обеспечение/сопровождение и техническое обслуживание проводит фирма изготовитель данного оборудования. Наших метрологов они (японцы) как правило не допускают: "секрет фирмы" и любая самодеятельность вызывает у них неприкрытое раздражение. Японец скажет: "хай" и низко поклонится, для того чтобы скрыть выражение пренебрежения ко всему неяпонскому. С немцами проще работать, те всему пытаются обучить обслуживающий персонал! Японец же думает: "...куда лезете придурки тупорылые со своими немытыми руками..." снобизм и национализм японцев их отличительная национальная черта! Наши очень умные начальники пытаются заработать на этом проекте и заказывают всяку-бяку через фирму посредника, дабы оправдать свои расходы, а девочкой этой просто помыкают! Как убедить отечественных менеджеров что бы они не воровали? Никак! У воды, да не напиться. У японцев есть есть то, что наши называют бережливое производство, они никогда не буду делать лишние элементы, детали, узлы, средства контроля - рационализм и минимализм во всём! Их 100млн. человек живут на островах где 85% горы. А ещё у них 1500 землетрясений в год! Они ничего лишнего себе позволить не могут! Поставь эту гирьку на полку и она упадет кому нибудь на голову! Они все инструменты закрепляют, подписывают... дабы потом можно было быстро собрать (после сильных толчков) и расставить по местам! У них никогда не было стульев, бокалов, кроватей... всего того, что может упасть! Это образ жизни и философия японцев: ничего лишнего! Грузики в 5гр. ими исправляют динамический дисбаланс навешивают на обод колеса после монтажа шины. Попросите мужчин пусть покажут вам эти детали на колёсах автомобиля! Ещё раз повторяю: на шинном заводе такие детали не используются, не применяются! Только на автозаводе и в шиномонтажке. Почти на каждом колесе есть такие грузики, если шины отечественные, то на всех колёсах! Не на шине, а именно на ободе колеса такие грузы закрепляют: их может быть: 2-7 до 10 (5х10=50гр :yes-yes:/> )! Эти грузы ни какого метрологического интереса не представляют! -
Балансировочная машина на шинном производстве
iraida1 ответил на тема форума автора Мария Горбунова в Законодательная метрология
Вот документ нашла на японский станок может ваш? Там никакими гирями ничего не проверяют. (Набор грузов 30, 60, 90 гр) 3 шт. Диапазон в 100гр! и допуски по диапазонам! Не надо изобретать велосипед, аналогичная машина есть в госреестре. В вашем случае изготовитель определил: достаточно 2-х грузов по 50! nd56486-14.pdf -
Балансировочная машина на шинном производстве
iraida1 ответил на тема форума автора Мария Горбунова в Законодательная метрология
Согласна! Сантехники и метрологи большие друзья. У меня в июле пошел срок эксплуатации водосчетчика г/в 4 года. Встал выбор: заменить или поверку провести. Ну я не безнадежный человек - вызвала метролога поверку провел, акт написал деньги получил. А через две недели (не знаю, что случилось камень попал или ещё что) но водосчетчик показывать перестал! Пришлось мне вызывать сантехника менять вышедший и строя счетчик. Вообщем дважды заплатила: сперва за поверку, потом за новый счетчик и его замену. Нет я не против метрологов! Только нет ни каких гарантий, что поверенный прибор будет что-то показывать!!! Но мы отклонились от темы господа, умерьте ваши амбиции напоминаю на повестке: балансировочная машина на шинном производстве! Правильно надо называть: станок для определения динамического дисбаланса в автомобильных шинах. Давайте по теме! -
Балансировочная машина на шинном производстве
iraida1 ответил на тема форума автора Мария Горбунова в Законодательная метрология
О, эти великие люди МЕТРОЛОГИ! Я не принадлежу к их высочайшей касте. Но когда они начинают рассуждать о каких-то гипотетических возможностях оборудования, которого никогда не видели и не знают, то восклицают: "и не пользоваться всеми остальными доступными возможностями этого оборудования"!!! Что можно (доступно) проделать с таким станком: Орехи колоть? Кофе молоть? Нет. Это примитивные "весы" но такие, что показывают разницу по массе в двух половинах шины, показывают легкие и тяжелые зоны. Если есть отклонения, то эту массу корректируют: подвешивая грузики в 5гр. На шиномонтаже это делают (корректируют)! А диапазон этого станка в 200 грамм –этой величины не достигает ни одна шина по диндисбалансу для легковых авто, если она по визуальному контролю определена: годен!!! Миллионы шин оценивались на заводе! У меня есть базы данных по продукции ООО «Нижнекамскшина». Да 70-80гр могут быть единичные. Но я не видела ни одной шины с динамическим дисбалансом в 100гр, или тем более в 200! Какая разница, с какой точностью будет определено, что шина брак? Её можно отремонтировать? Нет. У этого станка погрешность в измерениях до 5 гр. У этого станка одна задача - отсеять возможный брак! Смотрите картинку: измерили 395 шт. максимальное значение: 53,9гр.! верхняя граница допуска 60 гр. Да технологи и конструктора такие шины препарируют: смотрят как распределялся протектор, какие стыки в слоях каркаса, гермослоя, брекера… для того чтобы предупредить дефект или брак вносят корректировки в процесс. Нет никаких других возможностей: доступных, или малодоступных; у станка определяющего динамический дисбаланс в автомобильных шинах. Не надо казаться умнее, чем вы есть на самом деле. У нас на всех предприятиях, метрологи высшая инженерная каста, от важности раздувают щеки, а вот бедные несчастные технологи измеряют процессы: в попугаях, мартышках, или в удавах… С большим уважением шинник с 26 летним стажем! P.S. Самый хороший учитель в жизни - это ОПЫТ! Правда, берет дорого, но объясняет доходчиво! Согласны?