

maryska
-
Число публикаций
41 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя maryska
-
Спасибо за книги! Вот кстати в первой книге "Контроль прямолинейности и плоскостности поверхностей" я нашла метод определения отклонения от прямолинейности поверхности при помощи линеек меньшей длиной, чем проверяемая поверхность (с. 21).
-
Плита самодельная, это будет калибровка. Опыт по поверке плит есть линейками ШД, но это всегда были линейки больше размеров плит, поэтому по формулам в методике все "вроде" было понятно))) А с такими размерами столкнулась впервые. И теперь в голове пробелы, как состыковать отдельные участки в один А в качестве струны что можно взять?
-
Всем привет! Прошу помощи знающих людей. На производстве есть контрольная плита (13х2,8) м. Нужно определить отклонение от плоскостности данной плиты. Использование таких приборов, как автоколлиматоры, микронивелиры, уровни электронные и т.п. не возможно: плита не предусмотрена для выставления по уровню, отклонения точно большие и ко всему этому вибрация жуткая. Планируем использовать линейку поверочную ШД-1600 (ну или 1000), а зазоры измерять щупами или плохими мерами КМД. Нашла в одной книге метод, позволяющий определить отклонение от прямолинейности при помощи линейки поверочной, длина которой в несколько раз меньше длины проверяемой поверхности. Измерения проводят таким образом, что каждый последующий участок перекрывает половину предыдущего. На каждом участке в центральной и двух крайних точках определяют расстояние между линейкой и проверяемой поверхностью. Дальше в книге приведены формулы для расчета отклонений проверяемых точек от прямой, соединяющей крайние точки. Только я не понимаю, можно ли (и правильно ли) из этих результатов далее рассчитать отклонения от вспомогательной плоскости крайних точек диагоналей, а потом и всех остальных сечений? Начала составлять протокол с расчетом диагонали, но не знаю правильны ли мои расчеты ординат и отклонений крайних точек от вспомогательной плоскости. Кто сталкивался с такими измерениями и обработкой результатов? А может есть и другие способы?) Плита контрольная.xls
-
Поверка рабочего эталона с указанием методик поверки, в которых он применяется...
maryska ответил на тема форума автора suomer в Общие вопросы
Эммм. Я про это не подумала. Ну можно, например, несколько записей внести в аршин на одно и то же СИ? -
Поверка рабочего эталона с указанием методик поверки, в которых он применяется...
maryska ответил на тема форума автора suomer в Общие вопросы
Evgeniy1, вы правы, ни чем не будет отличаться. Но с нас, поверителей, прослеживаемость по поверочным схемам требуют комиссии Росаккредитации. А есть такие ситуации, когда по методике поверки можно, а по ГПС нельзя. А про 20 шт. методик поверки я тоже думала. И написала бы "см. на обороте", а на обороте свидетельства перечислила бы все 20. Ничего не нарушаем вроде в таком случае. -
Еще один незнакомый логотип на метре деревянном. Кто-нибудь знает, чей он? Если исходить из тех производителей, кто есть в госреестре и кого мы еще не вычислили, то это может быть "Стройармкомплект" (г. С.-Петербург) .....
-
Поверка рабочего эталона с указанием методик поверки, в которых он применяется...
maryska ответил на тема форума автора suomer в Общие вопросы
Для некоторых случаев поверка СИ на признание его пригодным к применению в качестве рабочего эталона по методикам поверки просто выход, облегчающий жизнь поверителям. Например, есть индикаторы внутриглазного давления типов ИГД-2 и ТГДц-01ПРА. Оба типа по методике поверки поверяются комплектом КЗД-01, который состоит из 4-х задатчиков давления 5, 20, 40 и 60 мм рт.ст. Под ГПС данный комплект не очень подходит (странно, как так получилось), т.к. в ГПС в рабочих эталонах внесены меры ВГД с диапазоном (7—50) мм рт.ст. Соответственно, у нас два варианта: либо локалку составлять, либо поверять КЗД-01, как теперь можно, как рабочий эталон в соответствие с методикой поверки для ИГД-2 и ТГДц-01ПРА. Раньше так нельзя было, и мы мучились с локальной схемой. Как ее составить, не очень понятно было. Т.к. у рабочих СИ ИГД-2 и ТГДц-01ПРА значения и ПГ нормируются в мм рт.ст., у рабочего эталона (КЗД-01) по МП нормируется абсолютная погрешность линейного перемещения при сжатии пружины (2,5±0,05) мм, а исходным эталоном будет служить КПЗД-01, у которого характеристики нормируются в г и мм. Поэтому, чтобы не городить огород с ЛПС, нам проще поверить КЗД-01, как рабочий эталон по двум методикам поверки. Так делают многие ЦСМ.- 20 ответов
-
- 1
-

-
- рабочий эталон
- поверка рабочего эталона
- (и еще 1 )
-
Помогите со спорной ситуацией по штангенциркулю ШЦ-III-1000 ("ЧИЗ", дата выпуска 08.2017 г.)
maryska ответил на тема форума автора maryska в Общие вопросы
Согласна))) Обрадуем теперь клиента, что мы не правы были))) -
Помогите со спорной ситуацией по штангенциркулю ШЦ-III-1000 ("ЧИЗ", дата выпуска 08.2017 г.)
maryska ответил на тема форума автора maryska в Общие вопросы
Спасибо! Убедили! Только мы уже успели не один подобный ШЦ из поверки в калибровку перевести, потому что на ШЦ советского производства на ШЦ-III-320-1000 шкалы до 320 мм и нет -
Сдали в поверку штангенциркуль ШЦ-III-1000. Оцифровка шкалы на штанге нанесена полностью от 0 до 1000 мм. Производитель ЧИЗ, год выпуска август 2017 г. Единственный реестр, который мог бы подойти – это г/р № 22088-07, НО в описании типа четко прописан тип ШЦ-III-320-1000 и диапазон измерений (320-1000) мм. В следующем описании типа на штангенциркули ЧИЗ (г/р № 72189-18) диапазон измерений (320-1000) мм тоже есть, и есть уже фраза «Оцифровка шкалы на штанге штангенциркулей начинается с нулевой отметки». Как вы считаете, подлежит ли штангенциркуль ШЦ-III с оцифровкой шкалы от 0 до 1000 мм поверке по г/р № 22088-07? P.S. мы провели калибровку, так как считаем, что наличие оцифровки от 0 до 320 мм и дальше до 1000 мм означает, что данный штангенциркуль имеет диапазон измерений от 0 до 1000 мм. И человек, пользующийся данным прибором, вряд ли узнает, что размеры, измеренные данным ШЦ до 320 мм значений иметь не будут. Итог: клиент не доволен, так купил с поверкой данный ШЦ. ЧИЗ считает, что данный ШЦ подлежит поверке (ответ во вложении). Хотелось бы услышать ваше мнение! ответ ЧИЗ_2.pdf
-
Добрый день! А кто-нибудь из поверяющих ППИ-50 (ИМЦ Микро) делает привязку данного прибора к поверочной схеме? Заказчики хотят как РЭ 4 разряда по Приказу № 2840 от 29.12.2018 г., а нам кажется, что он не подходит.... Его ПГ на всем диапазоне ±(3+0,1L), где L - измеренное значение, мм. И получается, что на 10 мм ±4 мкм, а на 50 мм: ±8 мкм. И если и привязывать, то только с ограничением поверки индикаторов от 0 до 10 мм. Потому что в ГПС ПГ 4-го разряда на приборы для поверки индикаторов и нутромеров указана от 0,2 до 4 мкм. У кого какие мысли?)))
-
Пробовали проконтролировать погрешность показаний такого Vicatronica. Результат получился неочень, может что-нибудь посоветуете? Кто и как проверяет их? Наши действия: установили ноль на стекле, далее под иглу подложили меру длины номиналом 10 мм, прибор показал 9,6. Потом подложили меру 20 мм, прибор показал 19,6. С 30-й - 29,4. Стекло не повреждено, измерили микрометром толщину по диаметру (в центре измерить не хватило вылета скобы), около дела, даже разницы в 0,01 мм не получалось. Попробовали скинуть заводские настройки. После нее при калибровке на стекле, почему-то показал не 0, а +0,1. Провели все тоже самое по мерам. Результат стал лучше, но все равно не в допуске: по мере 10 - 9,9; по 20 - 19,8; по 30 - 29,8. Вычитая из этих значений нулевое значение "+0,1", погрешность превышает. Что может влиять? Игла нормальная. Еще по всем точкам прогоняли ноль, чтобы исключить непараллельность хода столика. Значения почти все одинаковые были, пара точек только получилась не 0, а +0,1.
-
А такого логотипа на метрах брусковых не знаете? Чей он?

-
Но название "методика контроля" это не повод проводить "контроль". Например, на угольники поверочные методика тоже называется "методика контроля".
-
А есть какой-то документ, который официально относит щупы к СДК? На каком основании можно отказать в поверке, если в Госреестре они есть? Если предполагать, что это СДК, потому что ими нельзя измерить конкретное числовое значение, тогда подобным образом можно сюда отнести и линейки поверочные, и плиты.
-
Ищем инструкцию на поверку линейки измерения расстояния между центрами глаз
maryska ответил на тема форума автора maryska в Методы поверки и калибровки
Ну вот если на них написано Техноаргус, и предположим, что год выпуска даже подходит по действие ОТ. А знак утверждения типа наносится на паспорт (так вроде написано в описании). Тогда полагается -
Ищем инструкцию на поверку линейки измерения расстояния между центрами глаз
maryska ответил на тема форума автора maryska в Методы поверки и калибровки
Да нет же вот такие, как на картинке)))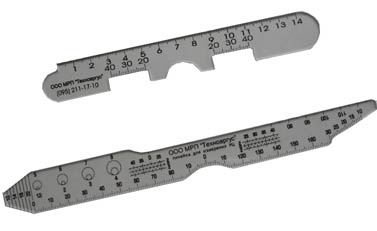
-
Ищем инструкцию на поверку линейки измерения расстояния между центрами глаз
maryska ответил на тема форума автора maryska в Методы поверки и калибровки
В наборах с пробными очковыми линзами встречаются . Возможно, ими никто уже и не пользуется... но в госреестре есть -
Добрый день! Может у кого есть инструкция на поверку линейки расстояния между центрами зрачков глаз пациента "Техноаргус" ШКЛР.401251.001 И1. Будем очень признательны, если кто откликнется!
-
Добрый день! А есть у кого-нибудь приложение к Паспорту на периметр ПНР-2-01, где должна быть изложена Методика поверки?
-
Поверка (калибровка) микрометров МВМ-350
maryska ответил на тема форума автора An4ous в Проведение поверки
А я МВМ-350 проверяю так: 1. Проверяю саму МГ с плоской вставкой и с дополнительной пяткой; 2. Проверяю саму установочную меру; 3. А затем каждую пару вставок проверяю на другом годном МВМ, от которого у меня есть и меньшая, и большая мера. Главное знать их отклонения, и что они не выходят за допустимые границы. Если погрешности МГ и меры входят в допустимые значения, то остается не допустить погрешности показаний от износа самих вставок. А в каком микрометре вы их используете, не важно, мне так кажется. Хотя может я и не права) -
Пришлите, пожалуйста, перечень на lycsm35@mail.ru
-
Добрый день! Прошу помощи! Кто знаком с таким логотипом, кому он принадлежит? И что с этой линейкой делать: поверять или калибровать?

-
Поверка по методике утвержденной Росстандартом,но отсутствующей в описании типа СИ.
maryska ответил на тема форума автора Marsus в Методы поверки и калибровки
Недавно запрашивали описание типа на реестр 12045-89. В разделе "методика поверки" было просто написано - поверка по методике поверки))) ни номера, ни кем утверждена. Заказывали, чтобы посмотреть как хоть методика называется, так как её ни у кого нет, и никто про нее не слышал. -
Реализация измерительного инструмента от завода производителя.
maryska ответил на тема форума автора Инк в Продажа СИ
Сегодня столкнулись с нутромером микрометрическим Туламаш. Совершенно новый, в упаковке, а стопор фиксирует только до середины диапазона. Ко всему этому, настройка на ноль не удалась... погнули ключ, а стебель так и не сдвинулся с места. Последнее время такого инструмента, нового, целую кучу приносят, и приходится выслушивать от клиентов претензии по поводу "новый, а вы бракуете".

