



Овчинников Андрей
-
Число публикаций
499 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя Овчинников Андрей
-
Перевод в индикаторы
Овчинников Андрей ответил на тема форума автора Еления в Метрологическое обеспечение производства
Акционерное общество «ОООО» УТВЕРЖДАЮ Главный инженер ____________ А.А. Иввввввв «24» января 2022 г. АКТ о присвоении статуса «индикатор» средствам измерений На АО «ОООО» используются средства измерений, применяемые для наблюдения за изменением значений физических величин без оценки их значений с нормируемой точностью. Данные средства измерений не применяются в сфере государственного регулирования обеспечения единства измерений и служат для наблюдения за ходом процессов и информирования об их состоянии в форме, удобной для восприятия человеком. Таким средствам измерений, согласно СТО СМБ ХХХХ, присваивается статус «Индикатор». Индикаторы являются составной частью оборудования и подлежат проверке на работоспособность в составе оборудования без демонтажа, если позволяет конструкция. Работоспособность индикаторов проверяется при периодической проверке оборудования согласно графикам проверки технического состояния или на технологическую точность. На основании изложенного, статус «Индикатор» присвоен средствам измерений, входящих в нижеследующий перечень: Перечень индикаторов 1 Индикаторы сварочного оборудования Таблица 1 -
Разработка программ и методик аттестации ио
Овчинников Андрей ответил на тема форума автора Анна Алексеевна в Аттестация
А проверить соответствие своей продукции своим же требованиям? В ПМА можно много чего написать того, что измерить невозможно, а если самому и не требуется делать, то пусть потребитель корячится. Например, высокотемпературная печь, в паспорте характеристика "равномерность распределения температуры в объеме печи", по ПМА измерить температуру 1000 градусов в 5ти точках внутри печи. В печи одно отверстие, в которое можно вставить термопару. И как определять температуру при аттестации? Кто придумал, тот вперед. Еще удобнее такие характеристики в ЭД заложить, а ПМА не писать, не требуется ведь. Крайние ИЛ, пусть изобретают. В том и дело, формализм ставится во главу угла. -
условия эксплуатации (относительная влажность)
Овчинников Андрей ответил на тема форума автора метролог2 в Эксплуатация
Это Вы про что, про отдельные помещения или про горшки на окнах? При общих неблагоприятных условиях только отдельное помещение может обеспечить требуемые условия измерения. Ну а горшки... Когда спрашиваешь лаборантов, зачем вам цветы на окнах, они так и отвечают, чтобы влажность нужную поддерживать? -
Разработка программ и методик аттестации ио
Овчинников Андрей ответил на тема форума автора Анна Алексеевна в Аттестация
Почему же не так? Именно это я и пытался донести. Первичная аттестация должна быть за разработчиком/производителем, на основании экспериментально установленных технических характеристик, на соответствие предназначению этого оборудования. Для этого должна быть разработана процедура, которая и будет являться методикой. Остается привести ее в соответствие с ГОСТ по аттестации и вот перед нами искомая методика первичной аттестации. -
Разработка программ и методик аттестации ио
Овчинников Андрей ответил на тема форума автора Анна Алексеевна в Аттестация
Это все происходит потому, что задачу аттестации ИО все время стараются навязать метрологам. Вот они и решают вопрос привычным подходом к делу. Начальную ПМ должен писать разработчик-производитель ИО, он должен предусмотреть возможность установки необходимых СИ, датчиков, образцов, проводов для всего этого. Иначе как можно технически проверить оборудование, если его разработчик не предусмотрел возможность экспериментального подтверждения им же заданных технических характеристик? Уже затем испытатель (не конкретный работяга, работающий на стенде, а инженерное подразделение ИЛ) может на основе ПМ производителя сделать свою ПМ под конкретную задачу, например чтобы задать для аттестации значения характеристик, соответствующие методике испытания продукции или сократить диапазоны воспроизведения характеристик под свои требования. -
условия эксплуатации (относительная влажность)
Овчинников Андрей ответил на тема форума автора метролог2 в Эксплуатация
В цехе для твердомеров (или цеховой лаборатории) обычно делают отдельное закрытое помещение, хотя бы по современному из модульных металло-пластиковых конструкций. Открыто приборы стоят в случае необходимости измерения деталей крупных габаритов. В собственном помещении при наличии окон с естественным освещением, на подоконниках быстро появляются горшки с комнатными цветами, которые доводят значение влажности до средне климатических значений ?. -
По портативным, пользовались ТЭМПами и ТКМ. Константа сейчас есть, но ей почти не пользуемся по причине наличия более точных стационарных приборов, лежит на случай контроля крупногабаритных деталей, по впечатлениям не хуже других российских. В целом нормальные приборы, но у всех портативных проблема со стабильностью измерений, нужно раз 5 измерить деталь, чтобы быть уверенным в значении твердости, у ТКМ даже сразу выставлено 4 укола, потом прибор по среднему определяет твердость. Для стали с твердостью 40 ед Роквелла (думаю, верно угадал метод) нужен ультразвуковой датчик, для дюраля - динамический. При этом кроме стандартных мер твердости для настроек твердомера очень желательно иметь образцы из проверяемого материала, проверенные на стационарном твердомере. В паспортах приборов описано, как создать собственную шкалу для конкретного материала по своим образцам, опять таки желательно это сделать, измерение станет более достоверным. Также не смотря на простоту использования, оператору нужно потренироваться делать измерения, очень важно правильно держать датчик относительно проверяемой детали. Что касается стационарных. Деталь толщиной 5 мм без проблем измерит любой твердомер Роквелла вне зависимости от модели, хоть советский ТК. У нас сейчас дорогие импортные приборы, закупленные для специальной задачи с большим количеством измерений. Вам бы посоветовал сначала поинтересоваться ивановскими твердомерами, хотя мне не все в них нравиться. Но в целом под Вашу задачу они подходят, Вам нужно бы их посмотреть или у поставщика или на выставке, чтобы понять, подходят ли они Вам.
-
Если хотите уверенно измерять твердость, берите стационарный твердомер. В Вашем вопросе не хватает многих условий. Какие шкалы твердости нужны (я так понял, почти все?). Какие материалы планируете измерять? Какие диапазоны твердости - мягкие металлы, стальной прокат, чугун, закаленная сталь и т.д.? Условия применения - комнатные условия, цех, цех с тяжелыми условиями, лаборатория? Почему именно портативный твердомер, объекты измерения крупногабаритные или недопустимы остаточные следы от измерения твердости? Портативный твердомер - всегда компромисс с совестью достоверностью измерения. Вне зависимости от используемого датчика - динамический или ультразвуковой, это приведение к величине твердости через измерение совсем других параметров. По определению, твердость - сопротивление материала внедрению другого тела. В зависимости от метода выбирается это тело- алмазная пирамида или твердосплавный шарик и т.д. Портативные твердомеры только имитируют эти методы, поэтому измерения портативным твердомером обычно не принимаются как арбитражные.
-
Вопрос по ГОСТ OIML R 76-1-2011. Какая будет погрешность при периодической поверке?
Овчинников Андрей ответил на тема форума автора nik1985 в Измерения
Это как раз понятно, погрешность величина из теории вероятностей, суммируются они квадратами, а среднее у них квадратичное. -
Вопрос по ГОСТ OIML R 76-1-2011. Какая будет погрешность при периодической поверке?
Овчинников Андрей ответил на тема форума автора nik1985 в Измерения
Вы имеете ввиду формулу 3? Сейчас придумаю, как сюда скопировать, там среднеквадратичное с коэффициентом 1,1.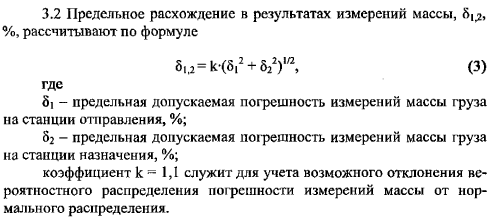
-
Вопрос по ГОСТ OIML R 76-1-2011. Какая будет погрешность при периодической поверке?
Овчинников Андрей ответил на тема форума автора nik1985 в Измерения
Чтобы понять, разница между взвешиваниями получилась в результате погрешности измерений или хищения. -
Вопрос по ГОСТ OIML R 76-1-2011. Какая будет погрешность при периодической поверке?
Овчинников Андрей ответил на тема форума автора nik1985 в Измерения
Или еще такой практический вопрос. Металл был принят при взвешивании на автомобильных весах. Погрешность взвешивания определяем по МИ. При инвентаризации тот же металл взвесили вновь на крановых весах. Измерения прямые, погрешность по паспорту. Как определить допустимое отклонение результата взвешивания, т.е. допустимую разницу между первоначальным и инспекционным взвешиванием? -
Вопрос по ГОСТ OIML R 76-1-2011. Какая будет погрешность при периодической поверке?
Овчинников Андрей ответил на тема форума автора nik1985 в Измерения
Схожая ситуация. Единственно, что с внеочередной калибровкой пока решаю по другому. К весам рядом приложили контрольный груз, для напольных весов - обычная 20 кг гиря. Не веришь весам, проверь вес по гире, причем это можно сделать прямо в процессе инвентаризации. Для крановых весов имеем аттестованные груза по 1-3 тонны, подход примерно такой же. С автомобильными весами хуже, они у нас новые, к ним грузов пока нет. Но теперь требуют локальный нормативный акт о допустимых отклонениях остатков материалов, вызванных "процессом" измерения. МИ 1953 для этого не совсем годится, т.к. один из форумчан уже писал, что по таким формулам, как в МИ никто не считает и считать не будет. Есть ли примеры таких нормативных документов? -
МЭ технологических процессов
Овчинников Андрей ответил на тема форума автора oparin.i-m в Метрологическая экспертиза
Если Вы проходили обучение на МЭ, то в учебных материалах АСМС напрямую сказано, что эксперт не должен подменять собой разработчика документации. При этом в результат работы эксперта входят предложения, а что это такое, все понимают как хотят. Ведь это можно заложить в техпроцессе для измерения давления применять рулетку и требовать от эксперта предложений в виде конкретного СИ для данной операции. При общем катастрофическом падении квалификации инженерных служб удобная лазейка для перекладывания технических решений на плечи экспертов. С руководством складывается по разному, некоторые понимают и поддерживают экспертов, для других- все что вокруг СИ на 100 метров ответственность метролога. Частично помогают локальные СТО, в которых нужно прописать ответственность и поле деятельности эксперта. К сожалению, в конкретных случаях не всегда на эти документы обращают внимание. -
Вопрос по ГОСТ OIML R 76-1-2011. Какая будет погрешность при периодической поверке?
Овчинников Андрей ответил на тема форума автора nik1985 в Измерения
По ситуации помогут, эта МИ мне известна. Тут вопрос более общий, бывает материал приходит автомашинами, взвешивается как на автовесах, так и на крановых после выгрузки, и на обычных платформенных. Возникает разница в измеренной массе и задают вопросы, а какая погрешность весов? Весы весами, а тут речь о погрешности взвешивания. При инвентаризации показывают недостачу (или излишек) и указывают на погрешность весов. При этом весы исправны и поверены. Вот и нужно определить допустимую погрешность взвешивания. При этом весы могут быть разные и сама измерительная задача решаться по разному. Еще раз спасибо за помощь. -
Вопрос по ГОСТ OIML R 76-1-2011. Какая будет погрешность при периодической поверке?
Овчинников Андрей ответил на тема форума автора nik1985 в Измерения
Вы думаете, в суде это примут? Печатей и высоких подписей не наблюдается. Вообще, я думал, что кто-нибудь с неопределенностью документ выложит, но не судьба. -
Вопрос по ГОСТ OIML R 76-1-2011. Какая будет погрешность при периодической поверке?
Овчинников Андрей ответил на тема форума автора nik1985 в Измерения
Большое спасибо, извиняюсь, что сразу не ответил. Огромная часть товарооборота идет через взвешивание. При возникновении споров, и просто для достоверного учета, нужны нормативные документы, с которыми можно и в суд пойти. Учебники тут не годятся. -
Вопрос по ГОСТ OIML R 76-1-2011. Какая будет погрешность при периодической поверке?
Овчинников Андрей ответил на тема форума автора nik1985 в Измерения
Используются прямые измерения, т.е. методика, изложенная в РЭ на весы. Весы обычные товарные, платформенные и крановые, 3 класса точности, не лабораторные. -
Вопрос по ГОСТ OIML R 76-1-2011. Какая будет погрешность при периодической поверке?
Овчинников Андрей ответил на тема форума автора nik1985 в Измерения
Например каким? Если это внутренний документ, то его еще необходимо сделать, а какие значения для этого использовать? -
Вопрос по ГОСТ OIML R 76-1-2011. Какая будет погрешность при периодической поверке?
Овчинников Андрей ответил на тема форума автора nik1985 в Измерения
Несколько раз порывался ответить, но все хотел еще копнуть. Погрешность взвешивания=погрешность измерения (в данном случае массы на весах). Погрешность измерения=погрешность весов? Интересует как раз допустимая погрешность взвешивания. Правильно ли будет для этих целей использовать п.8.4.2 приведенного ГОСТа? Есть сомнения, я привык четко различать погрешность СИ и погрешность измерения. Допустимая погрешность взвешивания имеет практическое значение при материальном учете ТМЦ и вопрос про нее часто возникает при инвентаризации. -
Вопрос по ГОСТ OIML R 76-1-2011. Какая будет погрешность при периодической поверке?
Овчинников Андрей ответил на тема форума автора nik1985 в Измерения
Подскажите, а чему равна допустимая погрешность взвешивания груза при эксплуатации весов? По памяти, допустимая погрешность измерения (взвешивания) равна удвоенной допустимой погрешности при поверке, но не могу найти этого в ГОСТе. При этом точно помню, что это было где-то написано. -
Почему же или поверка или МХ? МХ, как Вы правильно пишите, в процессе работы поддерживаются градуировками, а документы для всех интересующихся.
-
Не я ратую, мне ратуют. Поверка действительна на протяжении межповерочного интервала. Надеюсь, не надо искать прямую цитату из ФЗ-102?
-
из данного решения суда В том и дело, что в современных рН-метрах электроды вписаны в комплект.
-
Вы серьезно думаете, что проверяющих это волнует? Вы излагаете мнение поверителя. Мы же используем готовое свидетельство для подтверждения своего права работать в сфере ГРОЕИ. Нам в свое время сделали замечание, что средства измерения, входящие в состав сложного СИ должны быть вписаны в свидетельство. Сейчас в 2510 это звучит так Электрод как раз подходит под это описание, вот и просим вписывать их в свидетельство.
