Кира90
-
Число публикаций
326 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя Кира90
-
Так. Допускается в таблице ставить тире. И таблица на рисунке 13 интерпретируется однозначно, указаны значения температуры, а не разность температур, исходя из таблице тире никак не принять за минус.

-
В каком стандарте написано, что диапазон значений нельзя указывать через "тире"?
-
В любом случае, тут явно никто не примет "тире" за "минус"
-
Мало вероятно, что читающий примет "тире" за "минус" в данном случае. Не пишут предельное отклонение по ЕСКД таким образом, даже когда надо "минус" написать. Например, "(1-0,5) мм" неверная запись, в данном случае "-0,5" укажут надстрочным текстом или нужно будет написать предельное отклонение в скобках: 1(-0,5) мм. Потому что это чертежные размеры, допуск, "от ... до ..." тут не подойдет.
-

Разработка программы и методики аттестации ИО
Кира90 ответил на тема форума автора vshvarik в Аттестация
Если в эксплуатационной документации на конкретное испытательное оборудование изготовитель заложил подобную проверку, то ЦСМ не сможет необоснованно исключить такую проверку. Согласно В.6 ГОСТ Р 8.568-2017: Меры, обеспечивающие безопасность и безаварийность проведения аттестации ИО, нейтрализацию вредных воздействий, рекомендуется оформлять в виде подраздела "Требования обеспечения безопасности труда", в котором указывают основные требования обеспечения безопасности труда в соответствии с требованиями ЭД, стандартов системы безопасности труда и других документов по технике безопасности. Обратитесь к изготовителю с официальным запросом о необходимости такой проверки для конкретного ИО. Пусть Вам официально ответят. -
лупа измерительная не подойдет, у них цена деления 0,1 мм файлы не прикрепляются, ага, ошибка какая-то объект-микрометр (средство измерений утвержденного типа) и лупа (средство измерений визуального контроля), если возможно подобраться к этому зазору
-
Создание Научно-исследовательского центра прикладной метрологии "Ростест"
Кира90 ответил на тема форума автора CDS в Учреждения

-
Микроскоп отсчетный МПБ-2
Кира90 ответил на тема форума автора Вера Киселева в Справочная информация
На данные микроскопы был установлен класс точности при утверждении типа? На приборы 50-х годов нет, вроде. Да и на новые тоже. Описания типа приложила, может поможет. 459-50 МПБ-2.pdf 1120-57 МПБ-2.pdf 84447-22 МПБ.pdf МП 84447-22 МПБ.pdf -
СИ предполагают применять в учебных целях? Если к подобным измерениям не установлены обязательные метрологические требования, то это не сфера государственного регулирования ОЕИ согласно 102-ФЗ. Тогда и поверка не нужна. В статье 1 Федерального закона от 26.06.2008 №102-ФЗ "Об обеспечении единства измерений" перечислены измерения.
-
Расшифровать условную запись 40±0,1
Кира90 ответил на тема форума автора Натали2001 в Студенческий раздел
В чертежах "40±0,1" - это правильная запись. Номинал 40 мм, предельные отклонения ±0,1 мм, допуск 0,2 мм. Если задача метрологии заключается в том, чтобы указать диапазон в соответствии с ПП РФ от 31.10.09 №879, то правильно будет: (40,0±0,1) мм. На счет отбития пробелами числовых значений от математических знаков ((40,0 ± 0,1) мм), я бы поспорила, так как в разных документах встречаются разные примеры. Уж тем более, что когда заставляют писать, например пределы погрешности как "± 0,5 мм", я бы поспорила. -
Добрый день, коллеги. Поделитесь ОСТ 3-1997-87, пожалуйста.
-
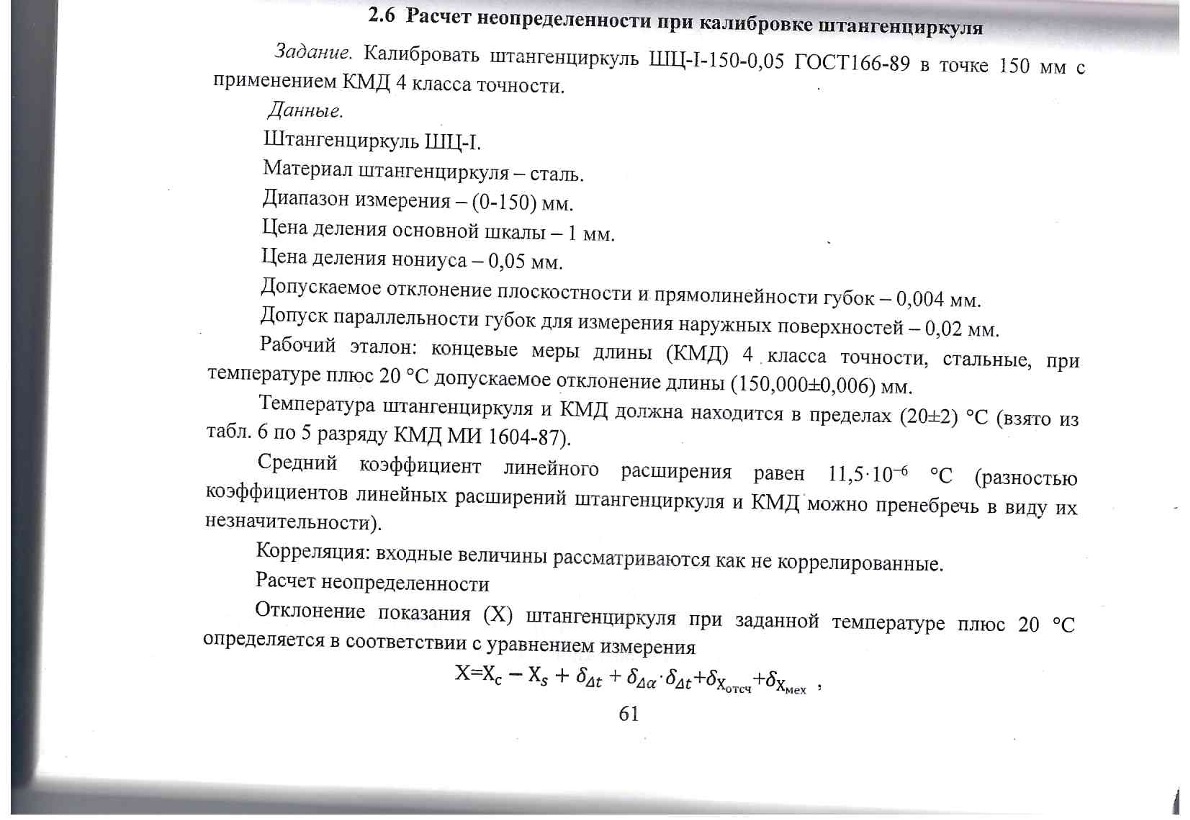
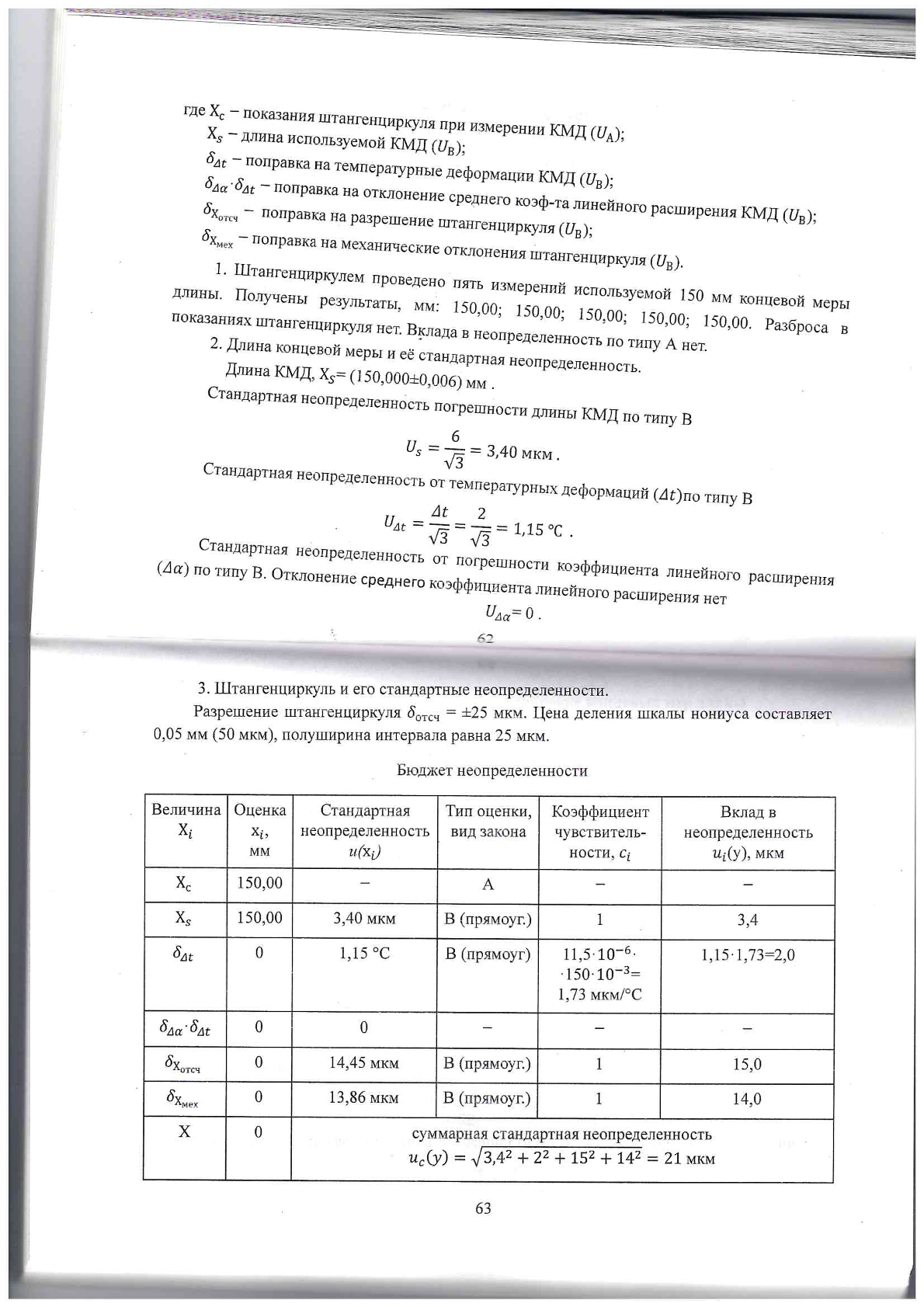
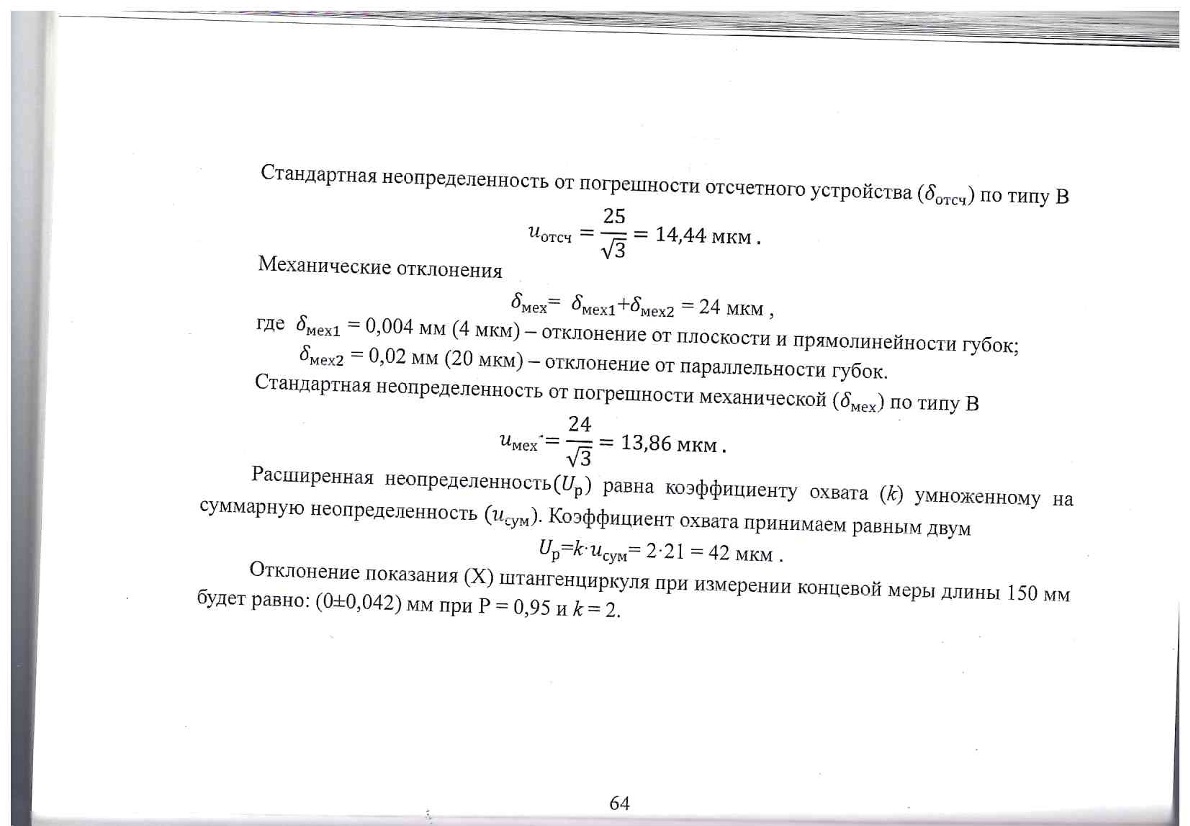
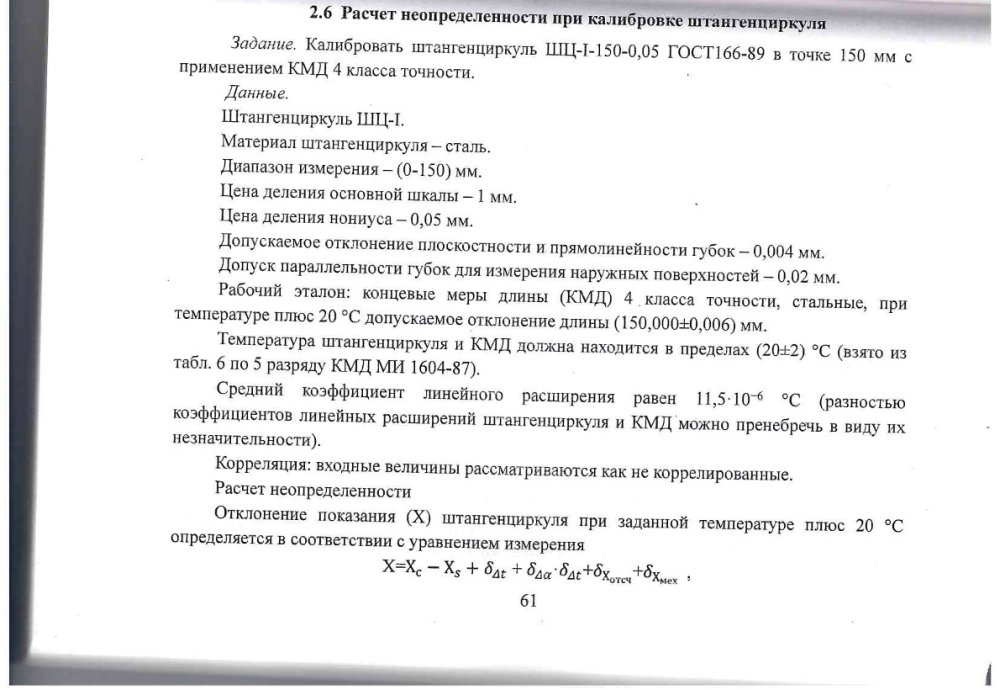
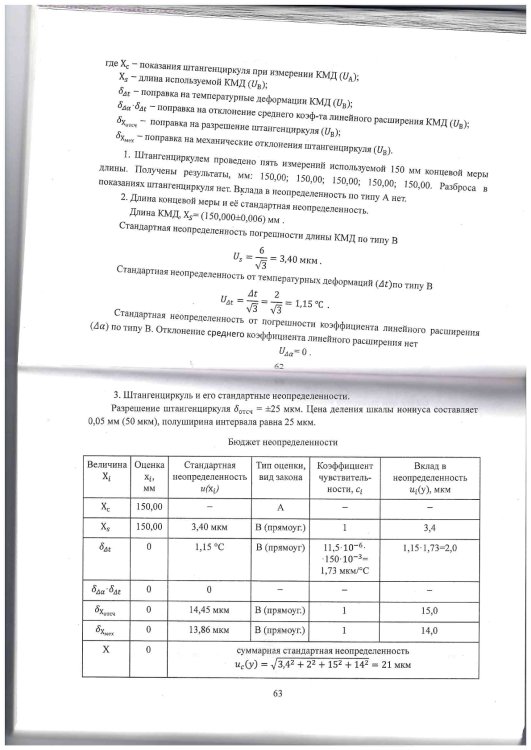
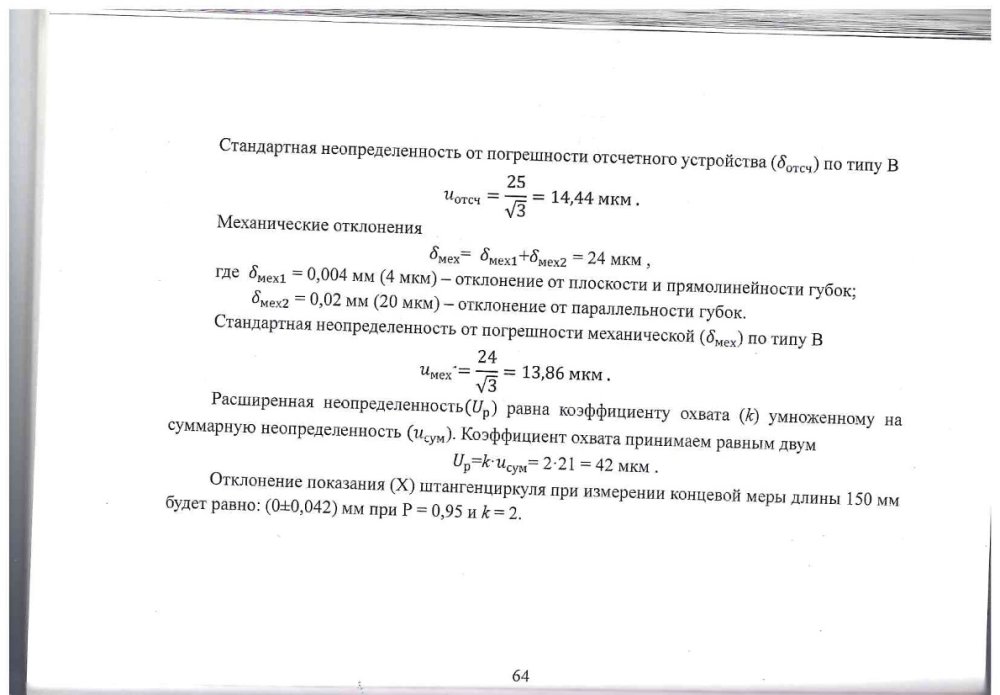
Добрый день. Про момент инерции не помогу. Вот что встречала по оцениванию неопределенности при калибровке штангенциркулей. Неопр.при калибровке ШЦ.pdf
- 3 ответа
-
- 2
-

-
А если вместо боковиков из набора применить самодельные боковики подходящей длины с выдержанными поверхностями (по плоскостности, параллельности), ну и которые поместятся в стяжки
-
Коллеги, прошу Вас поделиться документом РД 953467-91 на аттестацию центробежных установок.
-
Именно ГОСТ 8.051 я упомянула, потому что там указано соотношение допусков и погрешностей измерений.
-
Смотря какая задача и какой объем деталей. Если нужен просто контроль размера, попадает или нет в допуск, то я бы применила меры длины концевые плоскопараллельные по ГОСТ 9038-90 и набор принадлежностей к ним по ГОСТ 4119-76. В комплект набора принадлежностей по ГОСТ 4119-76 входят стяжки для крепления блоков мер длины и боковики. Собрала бы проход и непроход. Если смотреть ГОСТ 8.051-81, то на размер 396f7(-0,062;-0,119) предлагается погрешность измерений 0,016 мм. И то, и другое является средствами измерений утвержденного типа. В случае нескольких деталей можно заморочиться и подобрать с помощью мер точный размер. https://ppt-online.org/1026959 Сложно сказать без чертежа.
-
Я и не буду спорить с Вами, что есть недоразумения, видела. Предполагаю, что СИ все-равно должно иметь функцию переключения диапазона для подобного допущения. Главное, нам думать и не допускать в своей работе подобных неточностей.
-
Если в МП нет допущения о поверке СИ в сокращенном объеме, значит поверка СИ проводится в полном объеме, об этом речь. Для возможности проведения поверки СИ в сокращенном объеме в МП должна быть фраза о возможности проведения поверки в сокращенном объеме))
-
Потому что это примеры из разных МП на разные СИ. Привела примеры из МП (на СИ с номерами в Госреестре 91206-24, 91203-24, 90914-23), в которых указана возможность поверки в сокращенном объеме. И также привела пример из МП (номер в Госреестре, например, 91305-24), где четко написано, что не предусмотрена поверка в сокращенном объеме. Для каких-то СИ допускается, для каких-то - нет. Можете пройтись по Госреестру, примеров много.
-
Не слышала, чтобы кому-то при УТ СИ отказывали безосновательно. Вот примеры из трех МП (91206-24, 91203-24, 90914-23), которые в последнее время встречались мне: Также встречались МП, в которых есть допущение о поверке в сокращенном объеме, и не только от ВНИИМ и ВНИИМС, но и от ЦСМ. На СИ, МП которых не предусмотрена поверка в сокращенном объеме, пишут, что не предусмотрено.




-
Интересно, почему конус отнесен к испытательному оборудованию (ИО). В методике имеется ссылка на ГОСТ Р 8.568-97, он заменен. Согласно требованиям ГОСТ Р 8.568-2017 необходима техническая документация на ИО. В этой документации должны быть сведения о назначении и составе ИО, формируемых им воздействующих факторов и (или) режимов функционирования объекта при испытаниях, характеристик, определение которых должно быть выполнено в ходе аттестации. Также ГОСТ 10181-2000 заменен. Да и стандарт на поверку уже отменен у нас. Испытательное оборудование воспроизводит условия испытаний, какие технические характеристики установлены на конус? Какие условия испытаний воспроизводит конус? Согласно приложенной методики, определяют размеры конуса. Необходимо изучить методики измерений (испытаний) по которым применяется этот конус, чтобы правильно установить статус. Или обратиться в Росстандарт с официальным запросом об отнесении технического средства к средствам измерений, испытательному или вспомогательному оборудованию. Чтобы понять чем заменить штангенрейсмас, необходим чертеж конуса, в ГОСТ 10181-2014, на рисунке, не нанесены размеры c и f.
-
Уверенна, Вы и без меня это всё знаете) У пользователя будет официальный ответ, то что им и нужно.
-
Официального ответа от Росстандарта будет достаточно. В Росстандарте рассмотрят обращение, ЭД на ИО и методики измерений (испытаний) по которым применяется ТС, после чего примут решение. Пользователь или ЦСМ не может определить статут ТС, функция решения утверждения типа СИ возложена на Росстандарт. А также в ответе подскажут ИО это или ВО, если ТС не является СИ.
-
Нет, для СИ, утвержденные после 2018 года, в МП должна быть указана возможность проведения поверки в сокращенном объеме. Это требование установлено в Приказе 2510. Про СИ, утвержденные до 2018 года, спорить не буду, не знаю как правильно и могу неверно интерпретировать "подтверждение пригодности СИ для применяемых величин или поддиапазонов измерений, ...". При возможности спрошу у экспертов удовлетворит ли их наличие в ОТ слова "поддиапазон" или словосочетания "измерительный канал" для проведения поверки в сокращенном объеме.

-
То есть, для СИ утвержденных до 2018 года, просто достаточно наличия слова "поддиапазон" или словосочетания "измерительный канал" в ОТ?