Кира90
-
Число публикаций
332 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя Кира90
-
Не слышала, чтобы кому-то при УТ СИ отказывали безосновательно. Вот примеры из трех МП (91206-24, 91203-24, 90914-23), которые в последнее время встречались мне: Также встречались МП, в которых есть допущение о поверке в сокращенном объеме, и не только от ВНИИМ и ВНИИМС, но и от ЦСМ. На СИ, МП которых не предусмотрена поверка в сокращенном объеме, пишут, что не предусмотрено.




-
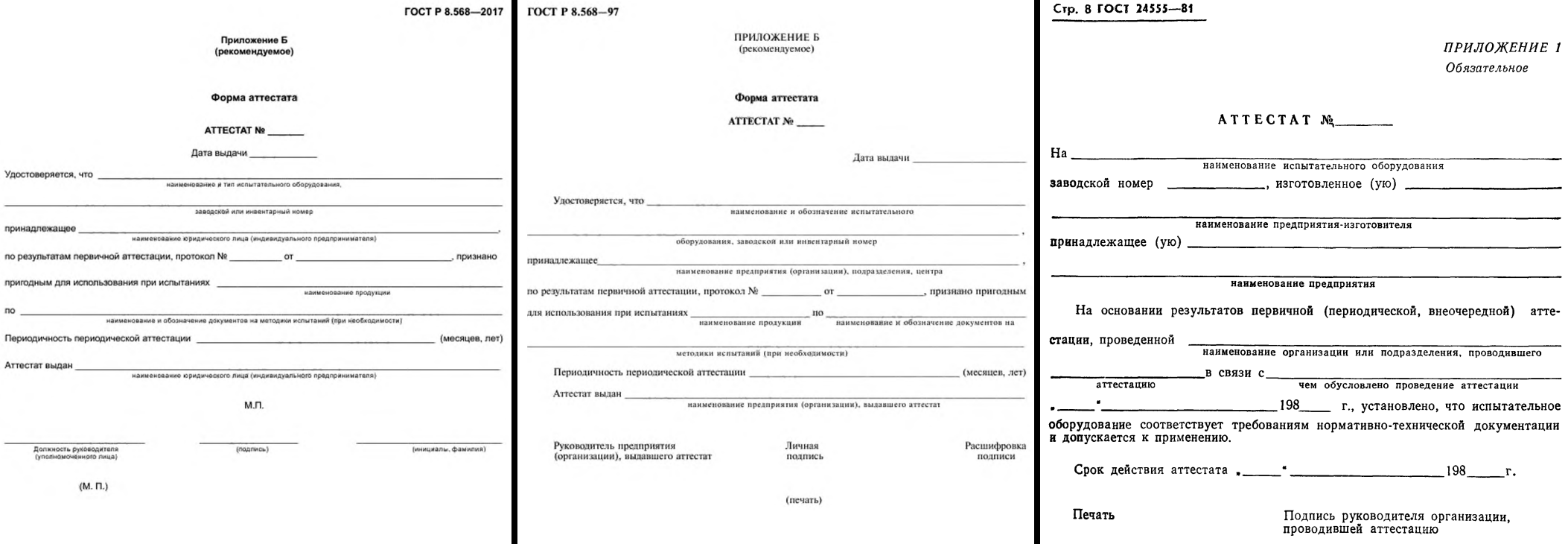
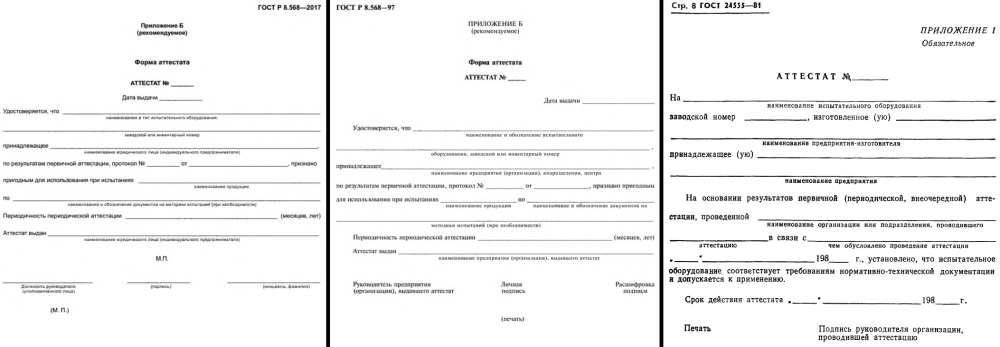
Интересно, почему конус отнесен к испытательному оборудованию (ИО). В методике имеется ссылка на ГОСТ Р 8.568-97, он заменен. Согласно требованиям ГОСТ Р 8.568-2017 необходима техническая документация на ИО. В этой документации должны быть сведения о назначении и составе ИО, формируемых им воздействующих факторов и (или) режимов функционирования объекта при испытаниях, характеристик, определение которых должно быть выполнено в ходе аттестации. Также ГОСТ 10181-2000 заменен. Да и стандарт на поверку уже отменен у нас. Испытательное оборудование воспроизводит условия испытаний, какие технические характеристики установлены на конус? Какие условия испытаний воспроизводит конус? Согласно приложенной методики, определяют размеры конуса. Необходимо изучить методики измерений (испытаний) по которым применяется этот конус, чтобы правильно установить статус. Или обратиться в Росстандарт с официальным запросом об отнесении технического средства к средствам измерений, испытательному или вспомогательному оборудованию. Чтобы понять чем заменить штангенрейсмас, необходим чертеж конуса, в ГОСТ 10181-2014, на рисунке, не нанесены размеры c и f.
-
Уверенна, Вы и без меня это всё знаете) У пользователя будет официальный ответ, то что им и нужно.
-
Официального ответа от Росстандарта будет достаточно. В Росстандарте рассмотрят обращение, ЭД на ИО и методики измерений (испытаний) по которым применяется ТС, после чего примут решение. Пользователь или ЦСМ не может определить статут ТС, функция решения утверждения типа СИ возложена на Росстандарт. А также в ответе подскажут ИО это или ВО, если ТС не является СИ.
-
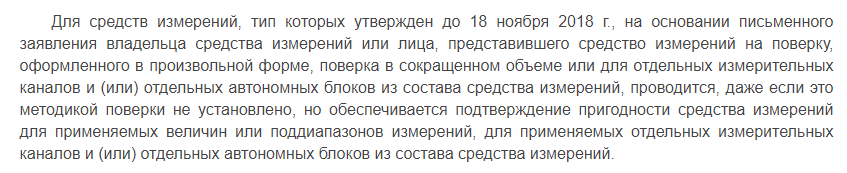
Нет, для СИ, утвержденные после 2018 года, в МП должна быть указана возможность проведения поверки в сокращенном объеме. Это требование установлено в Приказе 2510. Про СИ, утвержденные до 2018 года, спорить не буду, не знаю как правильно и могу неверно интерпретировать "подтверждение пригодности СИ для применяемых величин или поддиапазонов измерений, ...". При возможности спрошу у экспертов удовлетворит ли их наличие в ОТ слова "поддиапазон" или словосочетания "измерительный канал" для проведения поверки в сокращенном объеме.

-
То есть, для СИ утвержденных до 2018 года, просто достаточно наличия слова "поддиапазон" или словосочетания "измерительный канал" в ОТ?
-
Если Вы говорите о ниже представленном абзаце из Приказа 2510, то необходимо предоставить поверителю какой-то документ, что СИ обеспечивает подтверждение пригодности для применяемых величин или поддиапазонов. В любом случае должны быть поддиапазоны у СИ, чтобы была возможность переключаться. Просто предоставить поверителю письмо, акт или какой документ? Кто документ этот должен утверждать? Коллеги, если знаете о данной процедуре или есть даже вдруг нормативный документ на эту тему, поделитесь, пожалуйста. Интересно.
-
Доброго дня. Всё зависит от назначения оборудования. СИ - измеряет, ИО - воспроизводит условия испытаний, ВО - предназначено для процесса производство, грубо говоря. Чтобы уточнить статус оборудования, Вам как пользователю, можно сделать официальный запрос (на бланке организации) об отнесении технического средства к средствам измерений, испытательному или вспомогательному оборудованию в Федеральное агентство по техническому регулированию и метрологии РОССТАНДАРТ, с приложением эксплуатационной документации и указанием методик измерений (испытаний), по которым применяется Ваше оборудование.
-
Поверка в сокращенном объеме возможна, если то предусмотрено методикой поверки. В методике поверке должно быть написано что для определенного СИ является сокращенной поверкой.
-

Утверждение типа средства измерения весов
Кира90 ответил на тема форума автора ciclon79 в Утверждение типа средств измерений
Обратитесь в Омский ЦСМ https://csm.omsk.ru/- 5 ответов
-
- 1
-

-
- утверждение
- тип си
- (и еще 1 )
-
Актуальность методик средств измерений
Кира90 ответил на тема форума автора Тамбовский Волк в Аккредитация и подтверждение компетентности
Официально можно запросить сведения об описании типа, методике поверки, межповерочном интервале в Росстандарте: https://www.rst.gov.ru/portal/gost//home/services/fundmetrology Через госуслуги срок не более пяти рабочих дней, официальным письмом 30. -
Актуальность методик средств измерений
Кира90 ответил на тема форума автора Тамбовский Волк в Аккредитация и подтверждение компетентности
В описании типа установлена методика поверки, в методике поверки установлены требования к средствам поверки и вспомогательному оборудованию. Вспомогательное оборудование заносят в форму 4, эту форму эксперты тоже проверяют -
Актуальность методик средств измерений
Кира90 ответил на тема форума автора Тамбовский Волк в Аккредитация и подтверждение компетентности
Так это же Вы пишете про гнутые пальцы. Ржу -
Актуальность методик средств измерений
Кира90 ответил на тема форума автора Тамбовский Волк в Аккредитация и подтверждение компетентности
Не рекомендую такие применять. Потому что только на официальном портале вносят изменения в описания типа. Сталкивались с коллегами, которые скачивали с других ресурсов и получали не актуальные версии -
Актуальность методик средств измерений
Кира90 ответил на тема форума автора Тамбовский Волк в Аккредитация и подтверждение компетентности
Я не только видела ОА, но и неоднократно составляла их) Так-что мои пальцы абсолютно ровные) Аккредитованные организации в прайсах, ссылаясь на ОА, указывают возможность поверки конкретных типов СИ. При этом не имеют описания типа и с чего-то решили, что могут без описания типа установить какую-нибудь стандартную методику поверки. Это касается, в основном, типов СИ, описания которых не выложены в Госреестре. Эксперт может ткнуть пальцем в любую позицию в прайсе, потребовать описание типа и методику поверки, вот тогда уже и будете им рассказывать что и в каких документах читать, что Заказчик должен сам предоставить, а Вы можете им отказать. Но, если в глаза методику не видели, с чего решили, что можете поверять это СИ) -
Актуальность методик средств измерений
Кира90 ответил на тема форума автора Тамбовский Волк в Аккредитация и подтверждение компетентности
А где я написала, что описания типа и методики должны быть в ОА?)))) Ничего себе сколько злости из-за того, что Вы неверно прочли предложение) -
Актуальность методик средств измерений
Кира90 ответил на тема форума автора Тамбовский Волк в Аккредитация и подтверждение компетентности
Лесом может пойти аккредитованная организация. Потому что при подтверждении компетентности, на представленные в области аккредитации средства измерений, у аккредитованного лица должно быть описание типа и методика поверки там указанная))) собственно и формы по СИ, СО и ВО, заполняют исходя из требований методик поверки -
Файл пустой, на какое средство измерений ищете методику поверки? На все средства измерений, изготовленные фирмой "TESA SA"?
-
Коллеги, здравствуйте. Прошу Вашей помощи в поиске описания типа на акселерометр АВС027 (номер в Госреестре 5821-77). Может у кого-то из Вас есть сборники с описаниями типа 70-х годов. Пожалуйста, помогите
-
- 1
-
-
Я бы написала: "Подъем и снижение давления гидравлических испытаний должны проводиться со скоростью не более 0,98 МПа за одну мин." "Скорость подъема давления не должна быть более 0,5 МПа (5 кгс/см2) за одну мин." Помимо Постановления Правительства РФ от 31.10.2009 № 879, посмотрите еще ГОСТ Р 2.105-2019 (подраздел 6.16). Для личного интереса. С этим требованием (про не более 0,5 МПа) я уже встречалась. Если Вам поднять давление надо, например, до 40 МПа, правда будете поднимать его 80 мин?
-
Применение СИ при ГОЗ
Кира90 ответил на тема форума автора Gulchenok93a89lat в Метрологическое обеспечение производства
Да. Я тоже сталкивалась в работе с проблемой измерений усилия до 10 Н. Нужно чтобы уже кто-то утвердил граммометры или динамометры. -
Применение СИ при ГОЗ
Кира90 ответил на тема форума автора Gulchenok93a89lat в Метрологическое обеспечение производства
Прочтите Постановление Правительства РФ от 16.11.2020 № 1847 (ред. от 07.02.2023) "Об утверждении перечня измерений, относящихся к сфере государственного регулирования обеспечения единства измерений" Приказ Министра обороны РФ от 14 декабря 2020 г. N 675 “Об определении Перечня измерений, относящихся к сфере государственного регулирования обеспечения единства измерений, и установлении к ним обязательных метрологических требований, в том числе показателей точности измерений”. Точно Ваши эти измерения попадают в перечень, мало ли. -
Применение СИ при ГОЗ
Кира90 ответил на тема форума автора Gulchenok93a89lat в Метрологическое обеспечение производства
Граммометры утвержденных типов до 3 Н (300 гс). Коллеги применяют до 1000 гс, как я поняла. -
До ввода ГОСТ Р 8.568-2017 был ГОСТ Р 8.568-97, до этого - ГОСТ 24555-81, в данных стандартах установлена форма аттестата. Если Ваше испытательное оборудование старше 1980-го года, предполагаю, что нужно пересматривать программу и методику аттестации, при необходимости "переутверждать" и проводить первичную аттестацию. Возможно такое оборудование требует капитального ремонта и (или) модернизации.
-
На счёт указания эталонов в свидетельстве
Кира90 ответил на тема форума автора Никита Григорьев в Эталоны
Смешно))))) Конечно же, я и сама не буду спорить и соглашусь со своим неправильным пониманием)