Кира90
-
Число публикаций
332 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя Кира90
-
Размер четко нанесён, с одной стороны, размер ограничен радиусом. Вопрос был в выборе СИ именно для контроля размера, который ограничен радиусом, для детали стороны которой разнесены по высоте. Форум для помощи и общения коллег между собой, как я предполагала, спрашивать ничего не хочется уже. С праздником, кстати

-
Имела ввиду десятые доли миллиметра Ну пусть будет 55+-0,5
-
Доли миллиметра это не сантиметровый допуск
-
Можно и другие назначить. Не всегда ж размеры обеспечены инструментом. Ну что, надеюсь на новые разработки СИ)
-
Допуски разные, но не микрометры, десятки миллиметров
-
Да, но хотелось бы СИ)
-
Коллеги! Прошу помощи. Как измерить размер x? Без применения дополнительно поверочных линеек и угольников, без применения КИМ и микроскопов. Есть может универсальное СИ утвержденного типа, чтобы не городить огород из СИ и не плодить семейство составляющих погрешности измерений?
-

Калибровка измерительных головок станков с ЧПУ
Кира90 ответил на тема форума автора Dom3n3c в Проведение поверки
Методику калибровки можно разработать с учетом всех требований и влияющих факторов. Есть ГОСТ Р 8.879-2014, где прописаны общие требования к содержанию и изложению методик калибровки. Контроль деталей на соответствие требованием КД - это понятно. Сфер ГРОЕИ на данный момент 19 штук (сейчас вносятся изменения в 102-ФЗ), то что Вы считаете это ж не ответ))) 1) осуществлении деятельности в области здравоохранения; 2) осуществлении ветеринарной деятельности; 3) осуществлении деятельности в области охраны окружающей среды; 4) осуществлении деятельности в области гражданской обороны, защиты населения и территорий от чрезвычайных ситуаций природного и техногенного характера, обеспечения пожарной безопасности, безопасности людей на водных объектах; 5) выполнении работ по обеспечению безопасных условий и охраны труда; 6) осуществлении производственного контроля за соблюдением установленных законодательством Российской Федерации требований промышленной безопасности к эксплуатации опасного производственного объекта; 7) осуществлении торговли, выполнении работ по расфасовке товаров; 8) выполнении государственных учетных операций и учете количества энергетических ресурсов; 9) оказании услуг почтовой связи, учете объема оказанных услуг электросвязи операторами связи и обеспечении целостности и устойчивости функционирования сети связи общего пользования; 10) осуществлении деятельности в области обороны и безопасности государства; 11) осуществлении геодезической и картографической деятельности; 12) осуществлении деятельности в области гидрометеорологии, мониторинга состояния и загрязнения окружающей среды; 13) проведении банковских, налоговых, таможенных операций и таможенного контроля; 14) выполнении работ по оценке соответствия продукции и иных объектов обязательным требованиям в соответствии с законодательством Российской Федерации о техническом регулировании; 15) проведении официальных спортивных соревнований, обеспечении подготовки спортсменов высокого класса; 16) выполнении поручений суда, органов прокуратуры, государственных органов исполнительной власти; 17) осуществлении мероприятий государственного контроля (надзора); 18) осуществлении деятельности в области использования атомной энергии; 19) обеспечении безопасности дорожного движения. -
Калибровка измерительных головок станков с ЧПУ
Кира90 ответил на тема форума автора Dom3n3c в Проведение поверки
Разработайте методику калибровки, утвердите, пользуйтесь для определенных задач. Только если Выше предприятие в сфере ГРОЕИ, то после подобных измерений все-равно придется проводить измерения с помощью СИ утвержденного типа. Смотря для каких целей необходимо калибровать эту измерительную головку. Головки renishaw как самостоятельные СИ в Госреестре не встречала, но вот измерители линейных перемещений renishaw в Госреестре имеются и системы для калибровки станков. -
Коллеги, может у кого-то есть инструкция И 14-64 по поверке стоек и штативов для измерительных головок. Если есть, поделитесь сканом, пожалуйста.
-
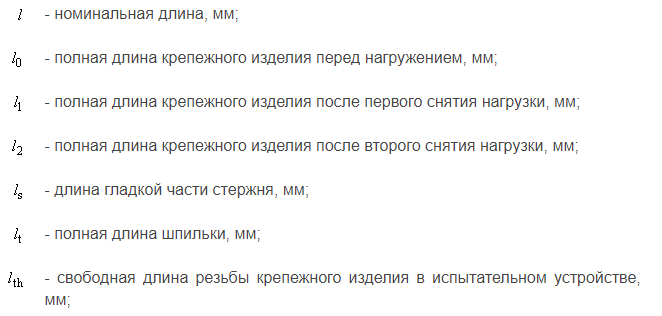
Посмотрите ГОСТ ISO 898-1-2014. В чертежах или в ТУ на изготовление не указаны обозначения? Предполагаю, что это длина резьбовой части. Предполагаю, что это длина всего болта/шпильки/гайки. Есть длина болта/шпильки/гайки, есть длина резьбы. По выбору СИ. Во-первых, нужно знать длину, во-вторых, в этом случае я бы взяла СИ с наилучшей погрешностью, не микрометр МК с ценой деления 0,01 мм, так как допуск составляет всего 25 мкм. И, если это болт, например, то головка помещает провести измерения с помощью микрометра. Это только мое мнение.
-
Вот и я про что, разные авторы пишут по разному
-
И, вообще, при проведении испытаний СИ в целях утверждения типа СИ проводят испытания и расчет погрешности, которая включает влияющие составляющие погрешности. Поэтому погрешность и называется допускаемой. Если измерения прямые однократные, СИ применяется по назначению, значит необходимо брать допускаемую погрешность. Разве нет? Если косвенные измерения, там уже другой разговор, тогда необходимо учесть погрешность метода.
-
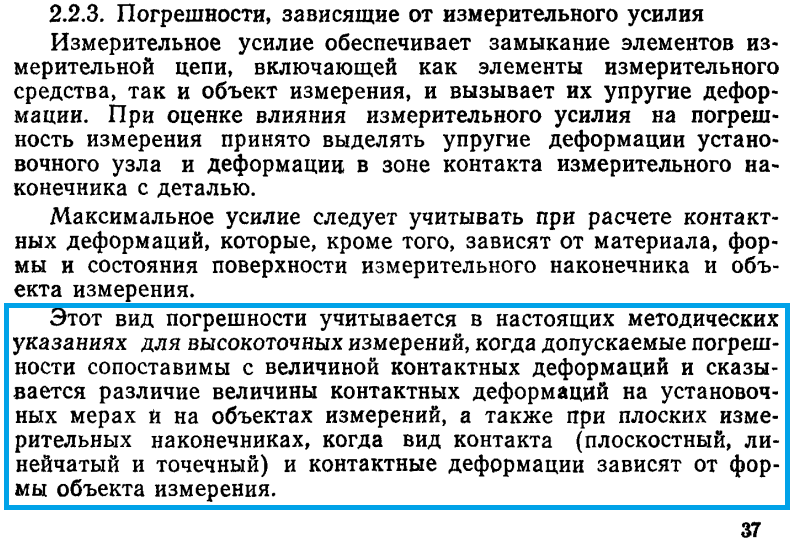
В данных рекомендациях нет расчета значения погрешности, вносимой контактной деформацией. Вопрос заключался в расчете значения. В п.5.1 составляющими погрешности результата однократного измерения указывают погрешности СИ, метода, оператора, а также погрешности, обусловленные изменением условий измерений. Даже погрешности метода и оператора могут включать еще несколько составляющих. В РД 50-98-86 Методические указания. Выбор универсальных средств измерений линейных размеров до 500 мм (по применению ГОСТ 8.051-81), в п.2.2.3 написано, что данный вид погрешности в РД учитывается для высокоточных измерений. Мы с тут обсуждаем размер с допуском в 130 мкм. В предыдущей версии РД 50-98-86, в РДМУ 98-77 МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ВНЕДРЕНИЮ ГОСТ 8.051-73 "ПОГРЕШНОСТИ, ДОПУСКАЕМЫЕ ПРИ ИЗМЕРЕНИИ ЛИНЕЙНЫХ РАЗМЕРОВ ОТ 1 ДО 500 ММ" была еще такая фраза:

-
Поняла. Т.е. был бы точечный контакт, если бы измеряли шарик
-
Как не точечный? Да, измеряем вал, с одной стороны измерительный стержень микрометра касается точечно, и с другой. Разве нет?

-
Нет, мне нужно математическое подтверждение, а не просто цифра из книги. Год стандарта 1981, ГОСТ 8.051-81.
-
Я уже видела эти цифры в методических указаниях Томского политехнического университета. В этих МУ указан список литературы. Есть надежда, что где-то в данных книгах приведен расчет.

-
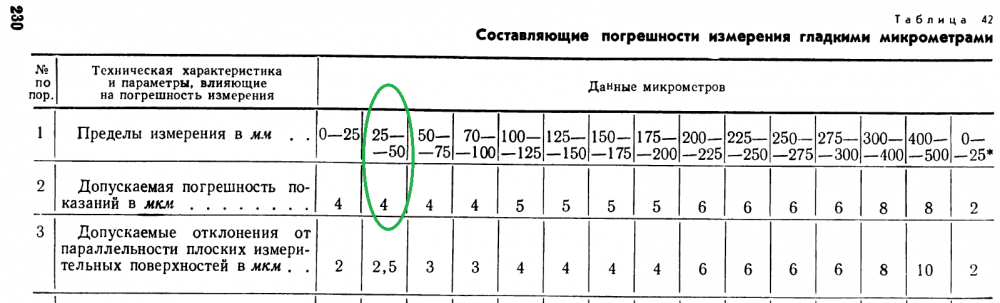
Можно учитывать огромное множество составляющих погрешности, в том числе и "контактные деформации при точечном контакте", указанные в пункте 15 таблицы 42 книги Н.Н. Маркова. Скажите сколько нужно и как правильно определить количество этих составляющих? Вы снова и снова пишите об одном и том же, а ответа не даете. Как Н.Н. Марков рассчитал эти погрешности, вносимые контактными деформациями? Может из какой-то литературы? Откуда информация? Как я должна доверять данным из книги, где не приведен расчет?
-
Так оно все-равно не совпадает
-
Ну? А в ГОСТ 868-82 для НИ 18-50 КТ1 предел допускаемой погрешности 0,010 мм, значит пределы ±0,010 мм, что в сумме 0,020 мм. А для КТ2 - 0,012 мм, пределы ±0,012 мм, в сумме 0,024 мм. В чем Ваш вопрос?
-
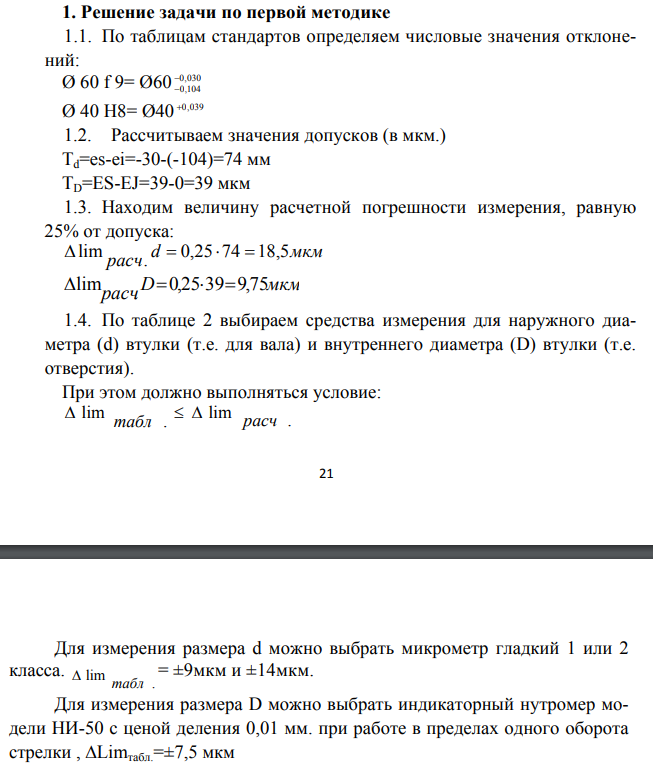
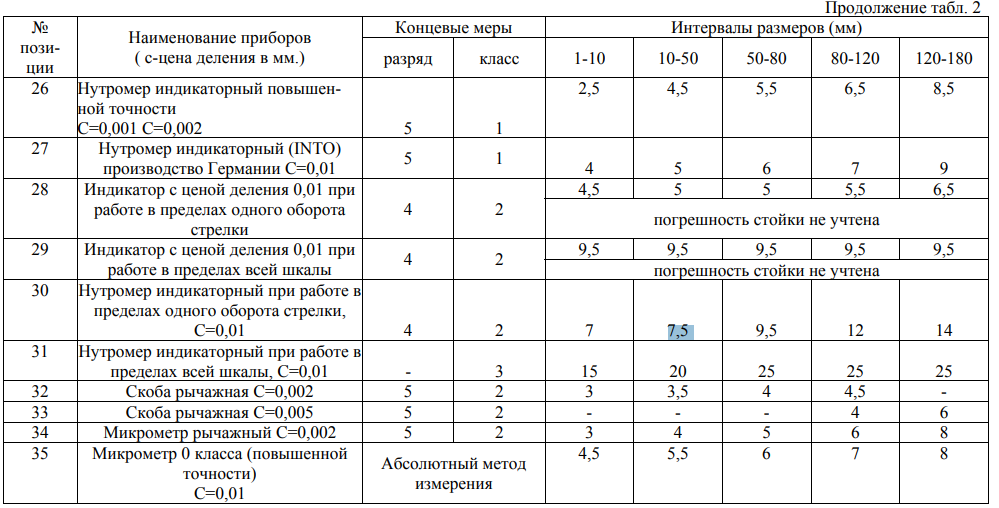
Вот, пожалуйста. Учебное пособие "Выбор универсальных СИ линейных размеров", 2008 год ---> http://window.edu.ru/resource/539/77539/files/Brish.pdf. Приведен пример там. Выбирают, значит, для контроля отверстия нутромер индикаторный по таблице 2 этого же пособия. Нутромер индикаторный при работе в пределах одного оборота стрелки. Один оборот стрелки подобного индикатора равен 1 мм, так как цена деления 0,01 мм. Только если посмотреть ГОСТ 868-82, который является техническими условиями на нутромеры индикаторные подобного типа, то пдп на любом участке в 1 мм диапазона измерений для НИ 18-50 КТ1 равна 10 мкм. Откуда у них 7,5 мкм? На микрометры и прочие СИ тоже каким-то образом посчитанные пдп. Ничего не понятно, как посчитано, чо откуда взято (((



-
Складывается мнение, что на форуме люди уже давно перестали читать предыдущие сообщения и вникать в суть диалога, лишь бы замечание сделать) потому что уже и про таблицу писала, смотрите выше, и что там эти дурацкие 4 мкм, а в РД 5 мкм. Сейчас снова придем к тому, что методические составляющие не определены. Замкнутый круг. Все будут тыкать носом, при этом свой расчет не сделают.
-
При чем тут таблица 47? Ждите, я Вам уже говорила, что таблица 47 распространяется на скобы.

-
Где я писала, что надо 2 мкм? Да, сначала я брала пдп из ГОСТ 6507-90, которая равна 4 мкм для КТ2, приводила пример и для КТ1, пдп - 2,5 мкм. Потом раз тут постоянно ссылаются на книгу Н.Н. Маркова я расчет сделал для пдп 5 мкм. Где 2 мкм то?