Кира90
-
Число публикаций
332 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя Кира90
-

Поверка пробки 8364-4965/005 м8-6н
Кира90 ответил на тема форума автора Кама3002 в Методы поверки и калибровки
Есть и методика поверки ГОСТ Р 8.677-2009 и методика контроля МИ 1904-88, там установлены требования, указаны средства. Но вопрос, Ваш калибр же неутвержденного типа. -
Да, в ГОСТ 519-77 тоже изложена методика контроля. ГОСТ 519-77 был заменен на ТУ 2-034-228-87. Прилагаю оба документа, скачаны из техэксперта, ТУ с пометкой "справочный материал". ГОСТ 519-77 Шаблоны резьбовые. Технические условия (с Изменениями N 1, 2)_Скан-копия.pdf ТУ 2-034-228-87 Шаблоны резьбовые и радиусные_Скан-копия.pdf
-
ТУ 2-034-238-87 Шаблоны резьбовые и радиусные СПРАВОЧНОЕ.pdf
-
Здравствуйте. На сколько помню, шаблоны резьбовые не утверждены как тип СИ, в Госреестре не видела. Если Вы имеете ввиду шаблоны резьбовые по ТУ 2-034-228-87, то в ТУ 2-034-228-87 изложена методика контроля на листе 17. Справочный вариант этих ТУ прилагаю. Если шаблоны по другому ТУ, то в зависимости от того, что написано в стандарте организации и сферы деятельности, разработайте методику контроля или методику калибровки.
-
Я бы тут просто убрала "10^3" и заменила "Па" на "кПа" (и не придиралась бы к "от ... до"). В указании перевода нет ничего страшного, паскали же указаны, а миллиметры ртутного столба в скобках. Важность бы указала "не менее"/"не более". "минус", "плюс" допускается в таблице указывать "+", "-" (5.2.4 ГОСТ Р 2.105-2019).
-
В зависимости от документа, конечно. Не нужно доводить до абсурда. Бывают объемные таблицы с большим количеством информации. Нужно эксперту думать. Лучше бы так к "важно" к измерениям относились, а не к "тире" на "минус".
-
Так. Допускается в таблице ставить тире. И таблица на рисунке 13 интерпретируется однозначно, указаны значения температуры, а не разность температур, исходя из таблице тире никак не принять за минус.

-
В каком стандарте написано, что диапазон значений нельзя указывать через "тире"?
-
В любом случае, тут явно никто не примет "тире" за "минус"
-
Мало вероятно, что читающий примет "тире" за "минус" в данном случае. Не пишут предельное отклонение по ЕСКД таким образом, даже когда надо "минус" написать. Например, "(1-0,5) мм" неверная запись, в данном случае "-0,5" укажут надстрочным текстом или нужно будет написать предельное отклонение в скобках: 1(-0,5) мм. Потому что это чертежные размеры, допуск, "от ... до ..." тут не подойдет.
-
Разработка программы и методики аттестации ИО
Кира90 ответил на тема форума автора vshvarik в Аттестация
Если в эксплуатационной документации на конкретное испытательное оборудование изготовитель заложил подобную проверку, то ЦСМ не сможет необоснованно исключить такую проверку. Согласно В.6 ГОСТ Р 8.568-2017: Меры, обеспечивающие безопасность и безаварийность проведения аттестации ИО, нейтрализацию вредных воздействий, рекомендуется оформлять в виде подраздела "Требования обеспечения безопасности труда", в котором указывают основные требования обеспечения безопасности труда в соответствии с требованиями ЭД, стандартов системы безопасности труда и других документов по технике безопасности. Обратитесь к изготовителю с официальным запросом о необходимости такой проверки для конкретного ИО. Пусть Вам официально ответят. -
лупа измерительная не подойдет, у них цена деления 0,1 мм файлы не прикрепляются, ага, ошибка какая-то объект-микрометр (средство измерений утвержденного типа) и лупа (средство измерений визуального контроля), если возможно подобраться к этому зазору
-
Создание Научно-исследовательского центра прикладной метрологии "Ростест"
Кира90 ответил на тема форума автора CDS в Учреждения

-
Микроскоп отсчетный МПБ-2
Кира90 ответил на тема форума автора Вера Киселева в Справочная информация
На данные микроскопы был установлен класс точности при утверждении типа? На приборы 50-х годов нет, вроде. Да и на новые тоже. Описания типа приложила, может поможет. 459-50 МПБ-2.pdf 1120-57 МПБ-2.pdf 84447-22 МПБ.pdf МП 84447-22 МПБ.pdf -
СИ предполагают применять в учебных целях? Если к подобным измерениям не установлены обязательные метрологические требования, то это не сфера государственного регулирования ОЕИ согласно 102-ФЗ. Тогда и поверка не нужна. В статье 1 Федерального закона от 26.06.2008 №102-ФЗ "Об обеспечении единства измерений" перечислены измерения.
-
Расшифровать условную запись 40±0,1
Кира90 ответил на тема форума автора Натали2001 в Студенческий раздел
В чертежах "40±0,1" - это правильная запись. Номинал 40 мм, предельные отклонения ±0,1 мм, допуск 0,2 мм. Если задача метрологии заключается в том, чтобы указать диапазон в соответствии с ПП РФ от 31.10.09 №879, то правильно будет: (40,0±0,1) мм. На счет отбития пробелами числовых значений от математических знаков ((40,0 ± 0,1) мм), я бы поспорила, так как в разных документах встречаются разные примеры. Уж тем более, что когда заставляют писать, например пределы погрешности как "± 0,5 мм", я бы поспорила. -
Добрый день, коллеги. Поделитесь ОСТ 3-1997-87, пожалуйста.
-
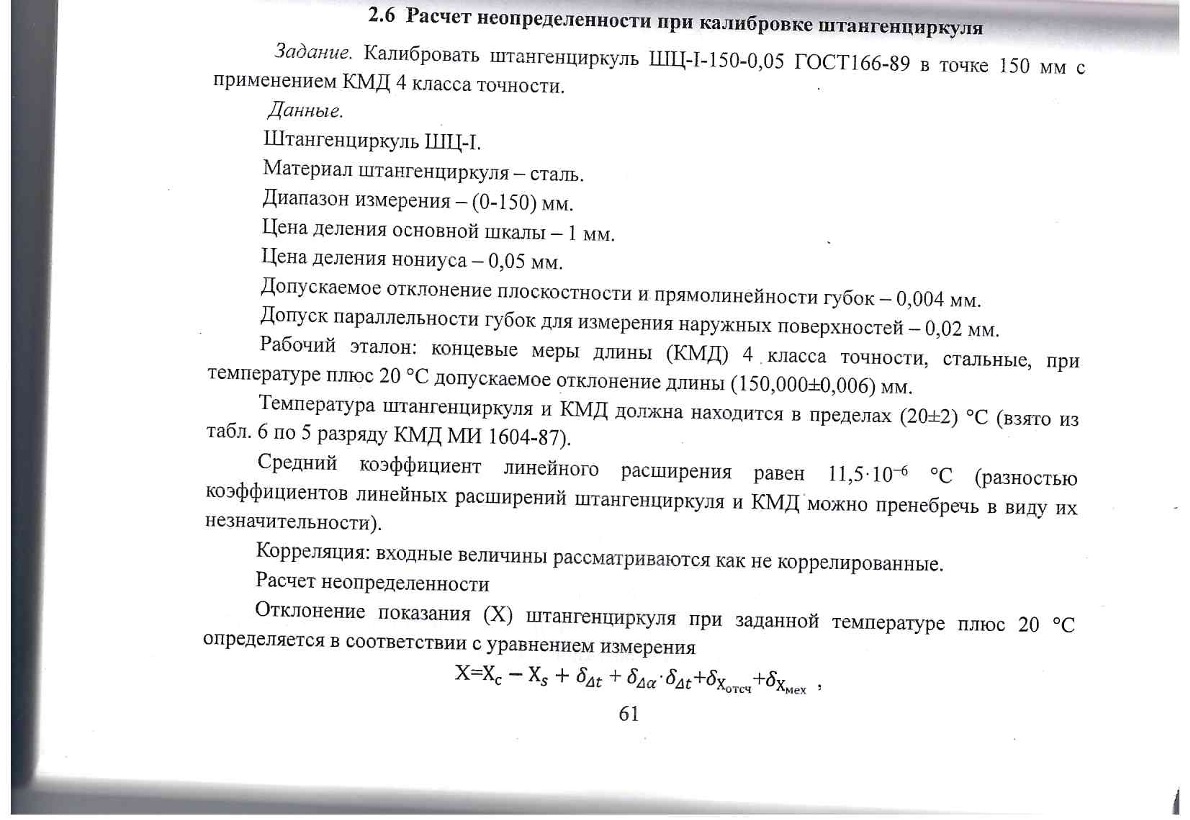
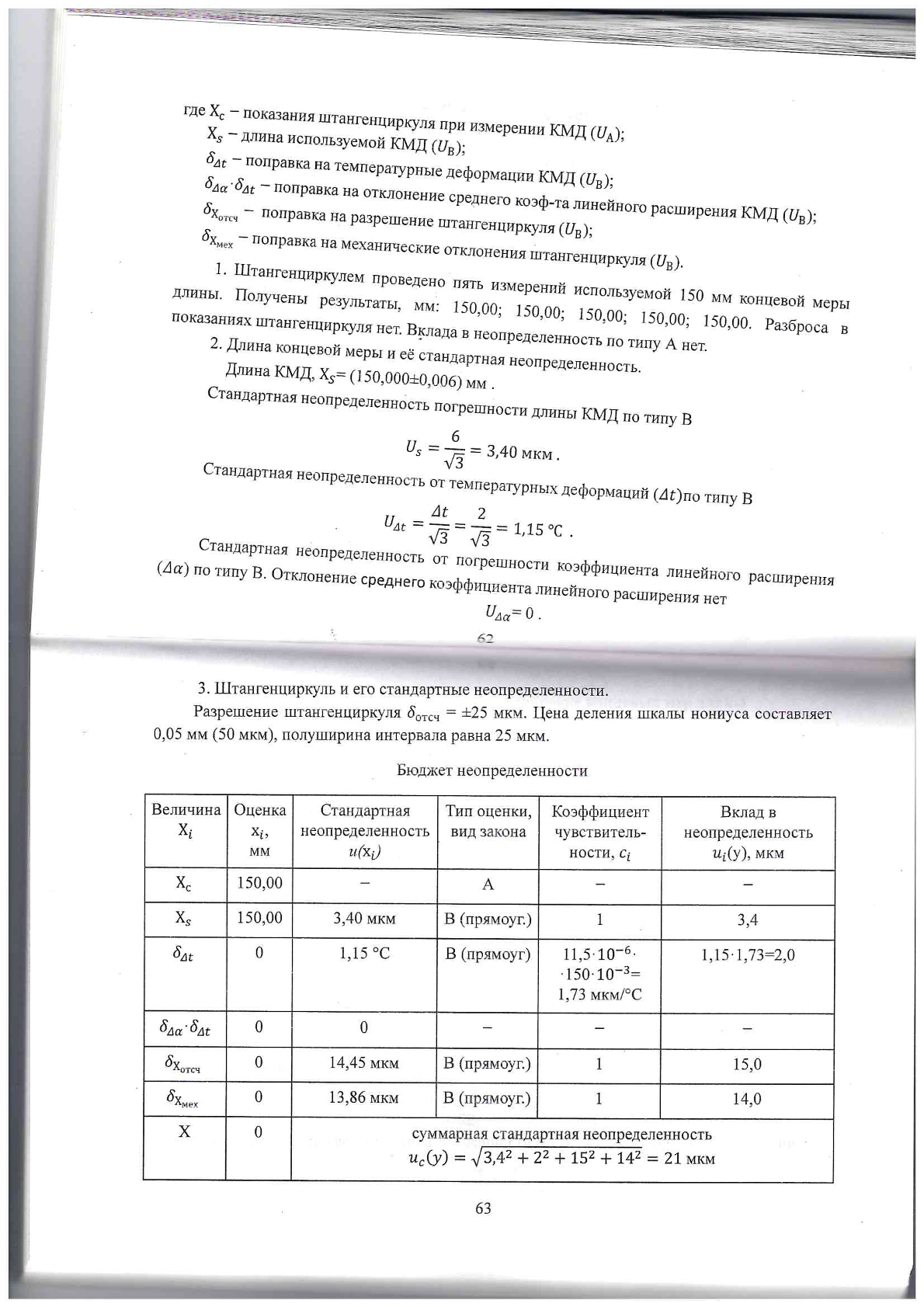
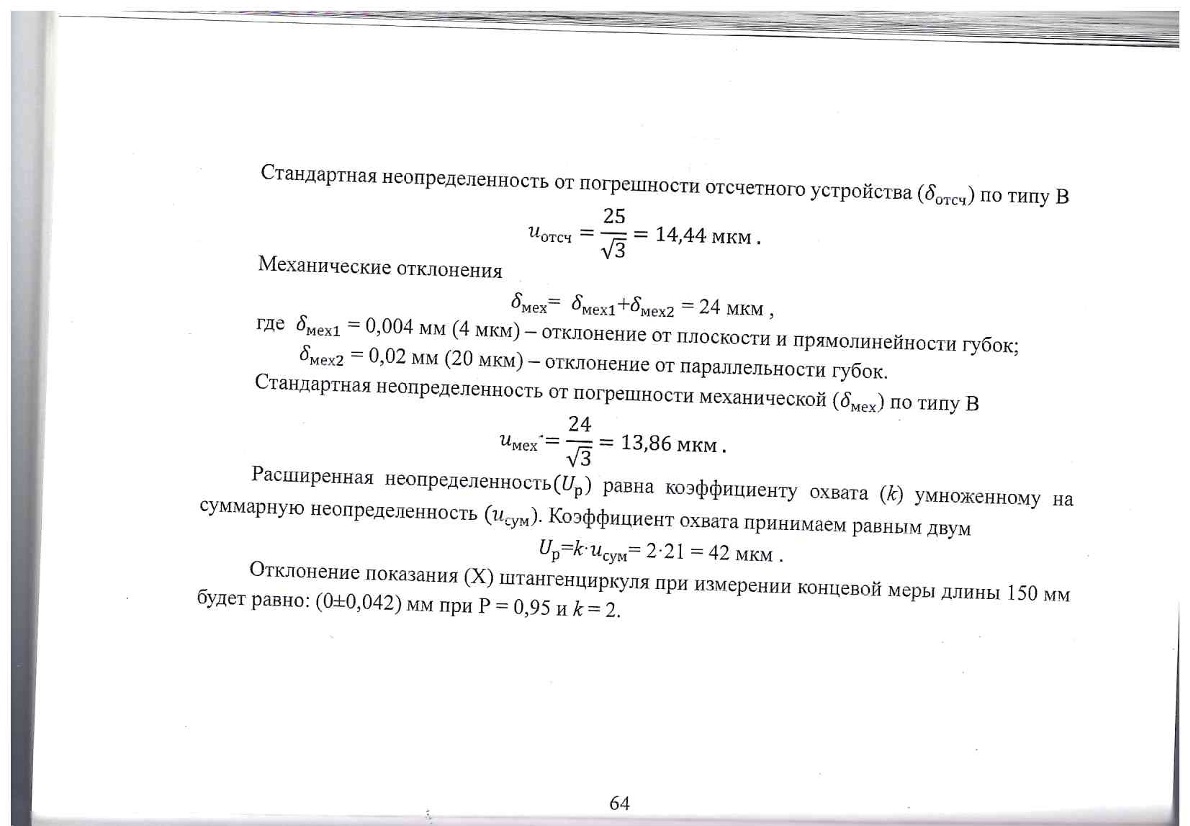
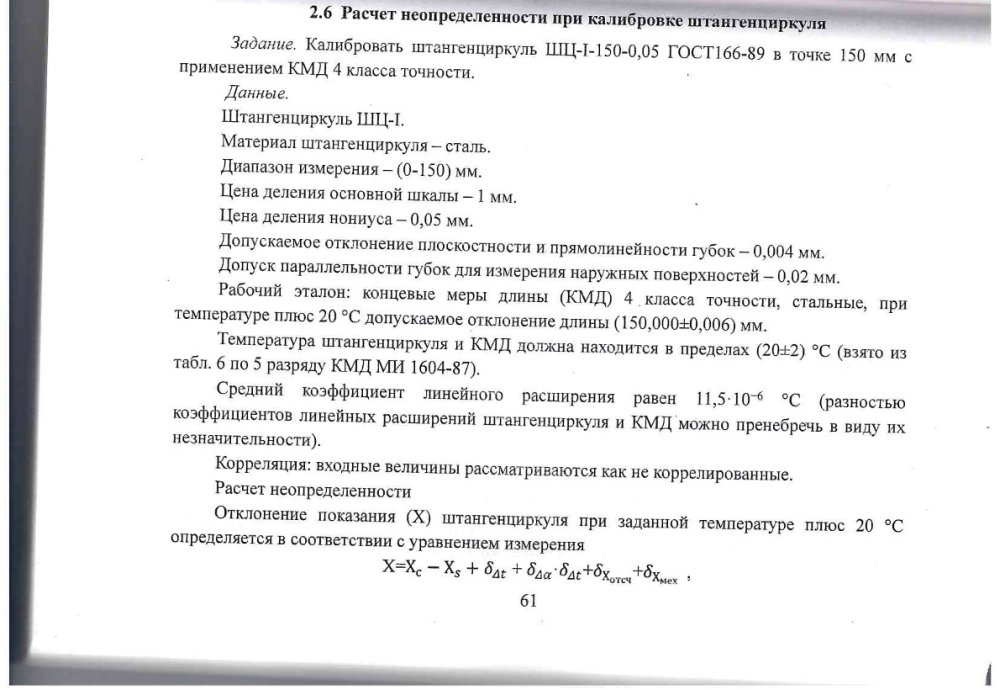
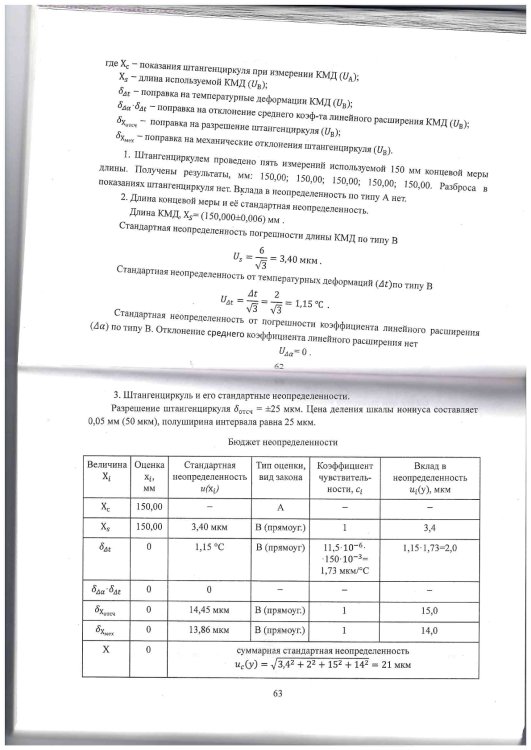
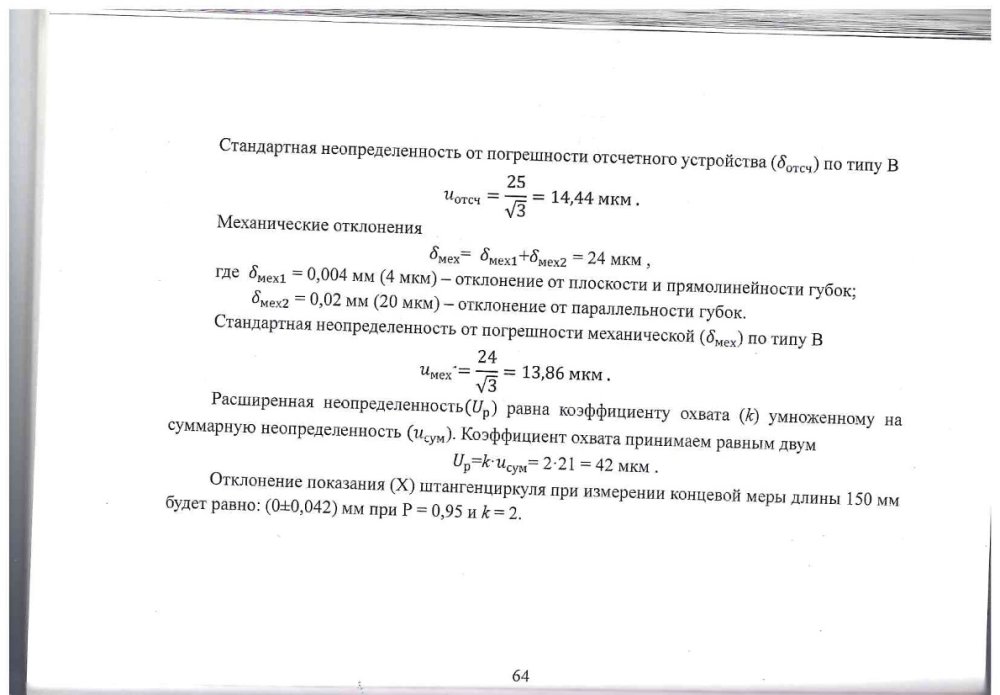
Добрый день. Про момент инерции не помогу. Вот что встречала по оцениванию неопределенности при калибровке штангенциркулей. Неопр.при калибровке ШЦ.pdf
- 3 ответа
-
- 2
-

-
А если вместо боковиков из набора применить самодельные боковики подходящей длины с выдержанными поверхностями (по плоскостности, параллельности), ну и которые поместятся в стяжки
-
Коллеги, прошу Вас поделиться документом РД 953467-91 на аттестацию центробежных установок.
-
Именно ГОСТ 8.051 я упомянула, потому что там указано соотношение допусков и погрешностей измерений.
-
Смотря какая задача и какой объем деталей. Если нужен просто контроль размера, попадает или нет в допуск, то я бы применила меры длины концевые плоскопараллельные по ГОСТ 9038-90 и набор принадлежностей к ним по ГОСТ 4119-76. В комплект набора принадлежностей по ГОСТ 4119-76 входят стяжки для крепления блоков мер длины и боковики. Собрала бы проход и непроход. Если смотреть ГОСТ 8.051-81, то на размер 396f7(-0,062;-0,119) предлагается погрешность измерений 0,016 мм. И то, и другое является средствами измерений утвержденного типа. В случае нескольких деталей можно заморочиться и подобрать с помощью мер точный размер. https://ppt-online.org/1026959 Сложно сказать без чертежа.
-
Я и не буду спорить с Вами, что есть недоразумения, видела. Предполагаю, что СИ все-равно должно иметь функцию переключения диапазона для подобного допущения. Главное, нам думать и не допускать в своей работе подобных неточностей.
-
Если в МП нет допущения о поверке СИ в сокращенном объеме, значит поверка СИ проводится в полном объеме, об этом речь. Для возможности проведения поверки СИ в сокращенном объеме в МП должна быть фраза о возможности проведения поверки в сокращенном объеме))
-
Потому что это примеры из разных МП на разные СИ. Привела примеры из МП (на СИ с номерами в Госреестре 91206-24, 91203-24, 90914-23), в которых указана возможность поверки в сокращенном объеме. И также привела пример из МП (номер в Госреестре, например, 91305-24), где четко написано, что не предусмотрена поверка в сокращенном объеме. Для каких-то СИ допускается, для каких-то - нет. Можете пройтись по Госреестру, примеров много.