byterbrod432
-
Число публикаций
25 -
Регистрация
-
Последнее посещение
Просматривали профиль
2568 просмотров профиля


-
'+' Можно собрать щуповые системы, которые будете чаще всего использовать. Это позволит автоматизировать калибровку щупов и ускорит процесс измерений при смене детали на другую. '-' Отнимает место на поверхности портальной КИМ, что приводит к сокращению диапазона измерений.
-
Принцип работы координатно-измерительной машины
byterbrod432 ответил на тема форума автора Catherinе в Студенческий раздел
Наверное, диплом уже написали и успешно защитили, но возможно кому-то еще пригодится! Пока лучшая книга (на английском), что я нашел по КИМ и координатной метрологии в целом. Описывает устройство, принцип измерений, источники неопределенности и т.д. coordinate-measuring-machines-and-systems.pdf -
Поверка манометров на передвижных компрессорах
byterbrod432 ответил на тема форума автора Igor_11 в Общие вопросы
ГОСТ 12.2.016-81 Система стандартов безопасности труда ОБОРУДОВАНИЕ КОМПРЕССОРНОЕ Общие требования безопасности 2.4.2. Объем контролируемых параметров, пределы измерения, места установки контрольно-измерительных приборов должны соответствовать требованиям норм и правил, утвержденных органами государственного надзора СССР, а также стандартам и техническим условиям на конкретные виды компрессорного оборудования. 2.4.3. Все установленные контрольно-измерительные приборы должны проходить государственные испытания. Вот еще в похожей теме обсуждали: -
Минимальный сектор для измерения радиуса и диаметра на КИМ и ВИМ.
byterbrod432 ответил на тема форума автора Yana.lin в Измерения
"Погрешность в определении диаметра отверстия увеличивается по мере уменьшения размера дуги. Увеличение количества точек на дуге помогает, но для малых дуг неопределенность может составлять десятки мкм." По своему опыту скажу, что при измерении на КИМ сектор должен быть не менее 1/2 окружности для адекватного результата. Обычно стараюсь набрать побольше точек на дуге. Если есть сканирующий датчик, то им достаточно быстро набрать несколько тыс. точек, с обычном придется побольше затратить времени. Но надо не забывать об ошибке формы измеряемой поверхности, которая так же может влиять на результат.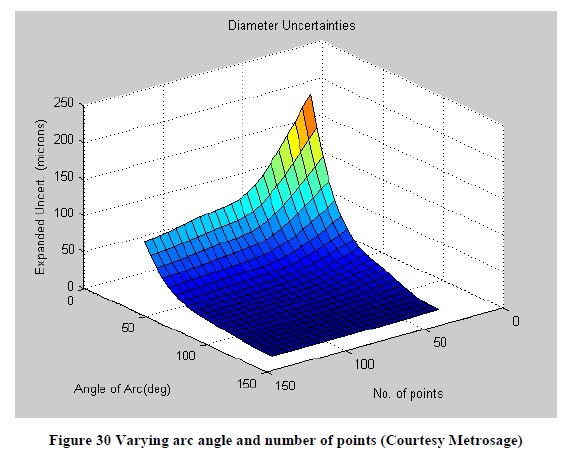
-
У Вас при измерении на КИМ получается большая ошибка формы измеряемого элемента, а это увеличивает погрешность (неопределенность) результата. Я бы представил результат диапазоном Ø22(1)...Ø22(2) , где Ø22(1) - диаметр рассчитанный, как вписанный (отверстие) или описанный (вал); Ø22(2) - диаметр рассчитанный, как средний (метод наименьших квадратов/Гаусса).
-
Судя по результатам измерений покупателем, вал-мешалка имеет изгиб. Мне кажется, что и способ закрепления вала для контроля, покупатель выбрал более правильный.

-
Скорее всего родной. Какая-либо маркировка на футляре отсутствует. Нашел похожий набор в интернете, но также без наименования набора и производителя.


-
Добрый день! Помогите идентифицировать набор штриховых мер длины. В наборе меры длиной 400, 200, 50 мм. Может у кого-то есть паспорт на данный набор!?


-
Использую иногда подобный. Разницы с обычным не заметил. Возможно, для кого-то лучше читать показания из-за контрастности.
-
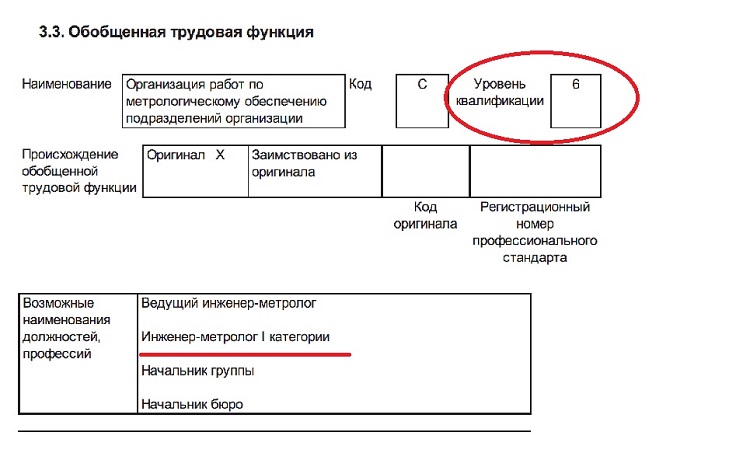
По проф. стандарту для метронадзора необходимо иметь 6 уровень квалификации, а это минимум инженер-метролог 1 кат., а не ведущий

-
1) Штангенциркуль MarCal 16 EWRi-SI / 16 EWR-SI или аналог для измерений внутренних элементов. Возможно, не подойдет по точности. -Есть в гос. реестре под № 82838-21; -Точность 30мкм. MarCal 16 EWRi-SI _ 16 EWR-SI.pdf 2) Нутромер индикаторный рычажный НИР 55-75 0,01 Micron или аналог -Диапазон измерений 55-75 мм; -Шаг измерения 0.01 мм


-
Установка Аэродинамическая АУ-2
byterbrod432 ответил на тема форума автора ANTON_KURNOSSENKO в Измерения
Установка достаточно дорогая и для узкого применения. При подобных закупках всегда обращаемся к поставщику для проведения обучения (инструктажа). -
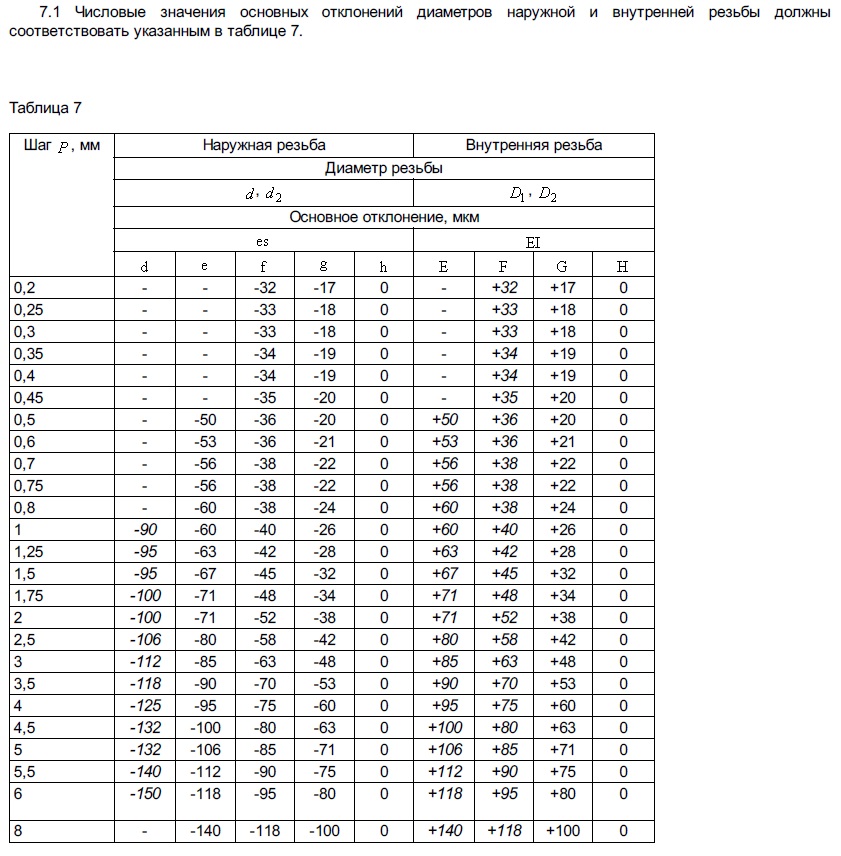
f - отклонение диаметра наружной резьбы (ГОСТ 16093-2004)

-
Добрый день! Извиняюсь, если вопрос не по теме. Нам поступило предложение подписаться на журналы «Измерительная техника», «Законодательная и прикладная метрология» или «Главный метролог». Кокой из этих журналов будет больше подходить для метрологов работающих на производстве? Так сказать для пополнения знаний и повышения своей компетентности.
-
Не уверен, возможно ошибаюсь, т.к. в живую этот прибор не видел и с подобным типом не работал. Весь материал взял из интернета. Достаточно трудно сориентироваться в ГОСТе не имея примера. Мне показалось, что в методичке другой подход к расчету и меня это немного запутало. В целом Ваш комментарии мне разъяснил некоторые моменты. Спасибо за помощь!