KenGURU
-
Число публикаций
86 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя KenGURU
-
Не преувеличивайте, понесло вас в книжный отдел и смерть специалистов. Я понимаю о чём вы говорите и беспокоитесь, но это неуместно в данном случае. Прежде чем бросить силы и средства необходимо чётко понимать с чем можно столкнуться, а бросаться на всё подряд и изучать всё подряд никакой жизни не хватит. Усилия должны быть целесообразны, а не просто ходить и рубить лес, ради того чтобы летели щепки.
-
Притиры встанут по цене как стотыщ калибров, ещё примерно столько же надо испортить, чтобы набить руку, чтобы не убить цилиндричность и допуск на калибр. Возможно я ошибаюсь, но притиры ещё и поправлять надо время от времени.
-
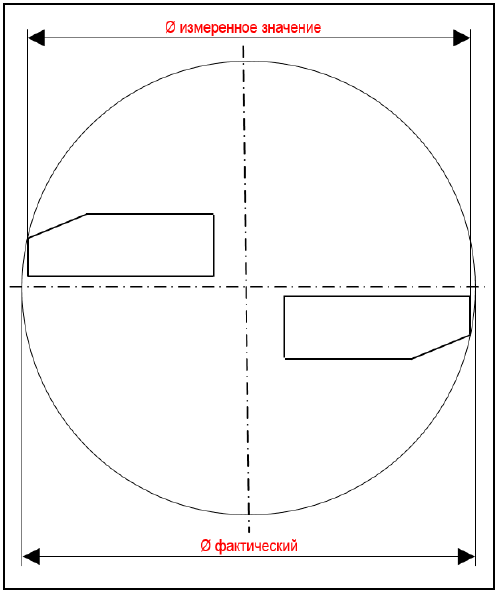
Если есть нужда измерять внутренний диаметр, то обнулите ШЦ ноль или в номинал установочного кольца близкого к измеряемой величине. Иначе измеренное значение всегда будет меньше действительного, что-то типа этого:
-
Стандартные допуска на изготовление 6Н - для пробок и 6g - для колец. По крайней мере так за бугром.
-
Регулируйте применение в зависимости от места применения, т.е. более изношенный - в ОТК, менее изношенный в производство. Думаю понятно, что два калибра которые соответствуют требованиям, могут доставить неприятности: в производстве с натягом проходит, в ОТК новый и не закручивается... А чтобы обеспечить прослеживаемость, указывайте номера калибров в документации, чтобы было понятно какими калибрами осуществлялся контроль, где и кем.
-
Намагничивание изделий обычно происходит во время механической обработки, а также во время неразрушающих методов контроля, а именно магнитопорошковый контроль. Там вся соль в намагничивании детали, ну и как следствие в конце процедуры необходимо деталь размагнитить. Размагничивают для того, чтобы в процессе эксплуатации конечного изделия к нему не прилипали посторонние загрязнения (пыль уличная, например) и не ухудшали эксплуатационных свойств этого изделия. Короче, намагнитил, проверил, размагнитил. На контрольной операции проверяется остаточная намагниченность. В практике сталкивался, что просто размагничивание не помогает, а помогает только намагничивание с последующим размагничиванием. Видимо как-то полюса не совпадают что-ли, хрен его знает в общем, эти тонкости мне неведомы и нет нужды в них разбираться. Намагничивание и размагничивание детали производится установкой для контроля. В развитых и не скупых европейских предприятиях, размагничивание не производят на той же установке, на которой производится намагничивание. Не делают этого, чтобы исключить человеческий фактор, чтобы сократить время на контроль и т.п. Размагничивание проводят сразу партии деталей, к примеру партия деталей убирается в стандартную паллету и тогда всю паллету прогоняют по некому конвейеру, который снабжён токовой петлёй (что-то типа того), детали сквозь петлю проезжают и автоматом размагничиваются. Как-то так. За очепятки, запятые и прочее - простите, не достаточно грамотный чтобы сразу написать всё правильно.
-
Уверен, что размагничиванием занимаются компетентные специалисты, поэтому напишу на всякий случай, чтобы никого не обидеть. Если не размагничивается, то попробуйте намагнитить и потом размагнитить.
-
Могу лишь опереться на встречающиеся мне требования, и это обычно не более 3-5Гс. В нормативке не встречалось такого, хотя надо бы. Так а почему размагнитить не получилось?
-
Silvac
-
Центра любые есть и 60 и 90 град. Заходная фаска обычно 1х45 град резьб подобного размера. Фаски может и не быть вовсе, всё зависит от способа нарезания резьбы, но в любом случае отсутствие фасок не помешает измерениям. риски только для первого витка резьбы Оптической установке фиолетово на биения, лишь бы в камеру не врезалась деталь, когда будет крутиться.
-
Посмотрите это: номер в реестре 28150-13 (Федеральный информационный фонд по обеспечению единства измерений (gost.ru)). Не знаю есть-ли точнее что-то с аналогичной производительностью, но едва. С допуском на цилиндричность в 0,001мм нужно уже применять что-то сверхестесвенное. Несколько вводных про оптические измерения: - учтите, что малые допуска почти всегда чреваты повторными измерениями, поскольку пылинки и ворсинки оптика "видит". Не помогут не влажность в помещении, не безворсовые ткани для протирки, не специальные "пластилины" для удаления загрязнений. Здесь кстати должен выручить гибридный вариант (оптика+контактный щуп): щупом контролируем диаметры с малыми допусками, остальное камерой. И так будет правильнее, поскольку какую-то условную "ямку" камера не увидит, не забываем про цилиндричность. - время измерений зависит от того как написана программа, если продольных сечений брать два через 90 градусов, то 10 сек. (к примеру), если каждые 10 градусов, то время увеличится пропорционально. В данном случае с цилиндричностью придётся брать достаточно много сечений. @Ника По поводу крепления детали - там фаски есть перед резьбой, в центра зажать без проблем. Если фаски условно обозначены, то через резьбовые втулки с центровками чтобы не повредить заходные витки резьбы, а если нет переживаний таких, то и вовсе можно зажать как попало, правда и в измерительной программе нужны будут соответствующие манипуляции. Лучшего я не знаю, КИМ не предлагаю.
-
1163 - радиусный ШЦ, глубиномер, пересчёт? А измерения до сварки\сборки нельзя выполнить?
-
Ну если так важен момент затяжки, то применяйте любой повереный\калиброванный ключ - это обеспечит минимальный нужный момент затяжки плюс ПГ. Если нужно застраховаться от недостаточного момента затяжки, на что обратила внимание Ника, то существуют ключи настроенные на единственный момент затяжки и момент на них никак не регулируется. Перетянуть соединение выше номинала+ПГ невозможно. Ключи такие редки, делают их по спец. заказу или нет сказать не могу. Классика жанра выглядит так: - работник тянет своим ключом и ставит метку на соединении, например синей краской. Метка при этом замыкает сопрягаемые узлы. - контролёр проверяет своим ключом и смотрит страгивание болта\гайки - это покажет краска и ставит свою, контрольную метку, например красной краской. Так защитимся от недостаточного момента и обеспечим двойной контроль. Кстати, момент затяжки меняется если при затяжке работник тянет ключ вокруг оси и при этом прикладывает усилие в сторону отклонения ключа от перпендикуляра к оси болта\гайки. Это хорошо заметно на малых моментах. Но это так, к слову.
-
Как я понял, что умеют! Там горизонтальная координата, пусть будет Х, с приводом. Точно сказать пока не могу, ожидаю поставки, далее изучение и опробование.
-
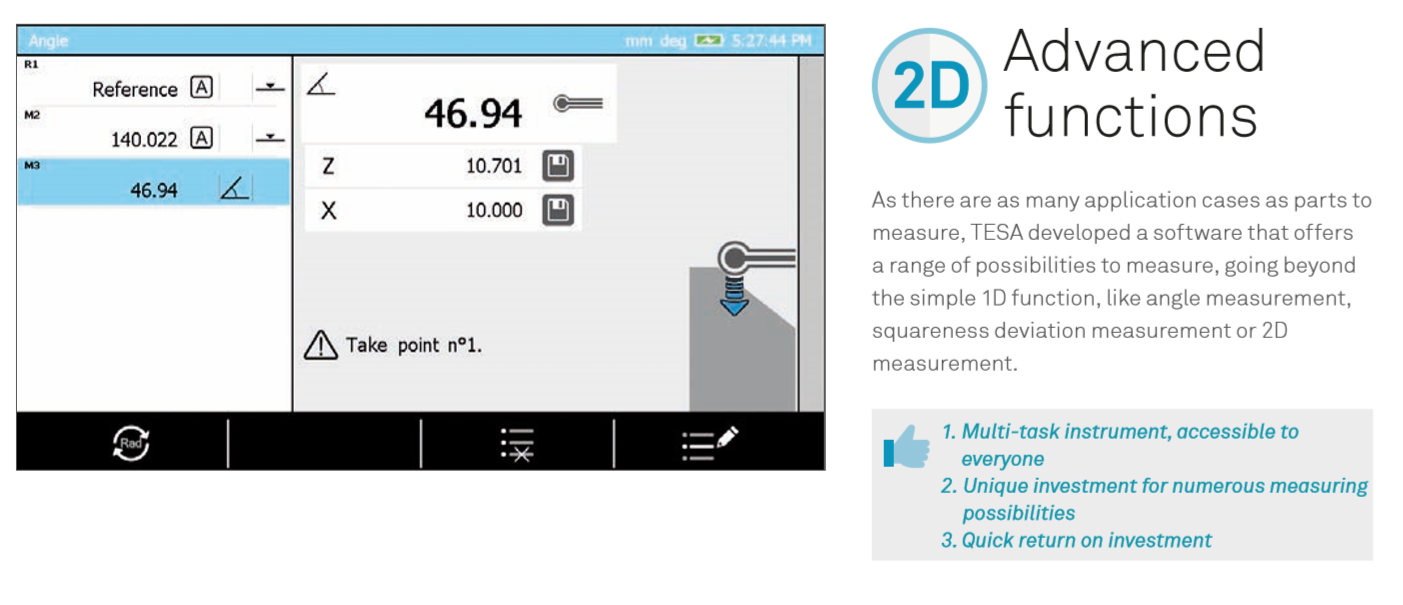
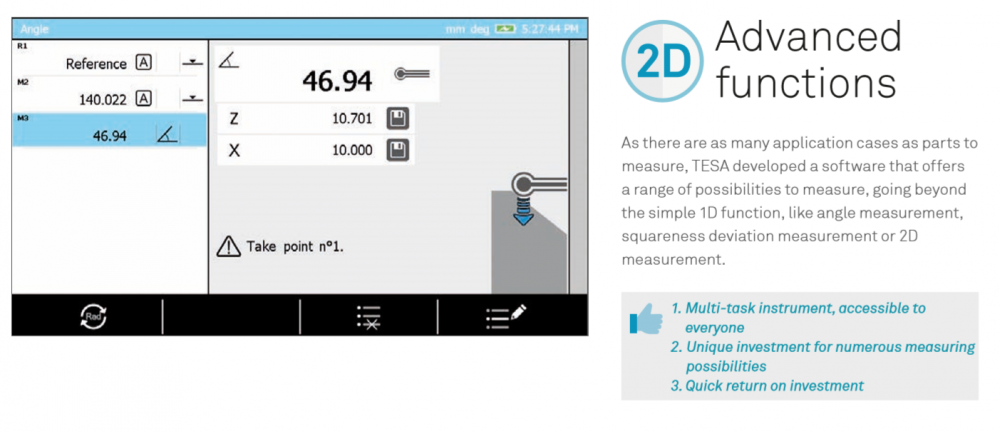
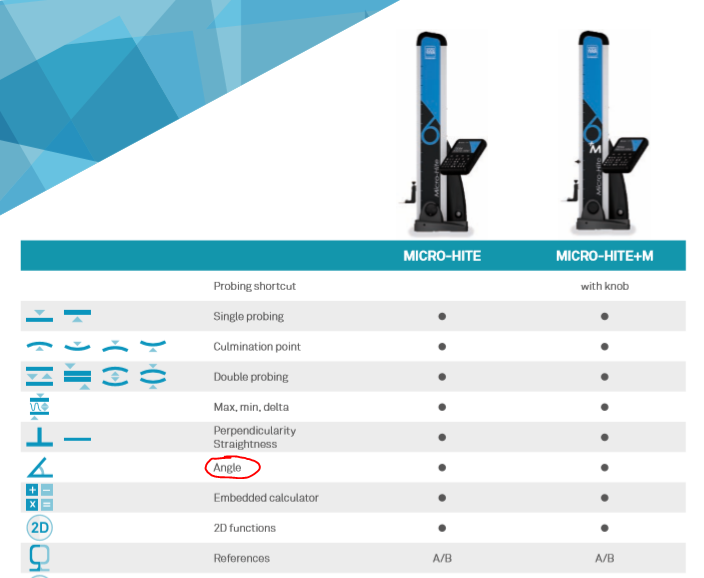
Фаска конечно маловата, чтобы измерить на КИМ, нужно взять минимум 2 окружности по фаске. Если качество поверхности хорошее, то проблем при измерении на КИМ быть не должно. По факту КИМ - нет, контурографа - нет. Как быть если измерения нужны и нужна прослеживаемость? Может высотомер потяните? Сегодня есть модели высотомеров, которые имеют функцию измерения угла. Если нет, то прислушайтесь, например, к Владимиру Александровичу, иного выхода тут просто нет. Нужны измерения, вливате бабло, рыбу съесть и всё прочее не получится. В Германии стоит (+М который) чуть больше 6000 европейских рублей, в России можно купить около 7500-8000
-
Хорошо всем отдохнуть! С наступающим!
-

Штангенциркуль качественный, производитель
KenGURU ответил на тема форума автора annachepkasova в Выбор
Mitutoyo - 1 место Tesa - 2 место (не объективно, опыта эксплуатации маловато) Mahr, HOLEX, GARANT - 1 год эксплуатации далее либо дефекты на изм. плоскостях, либо 0,02-0,04 мм разница при разном измерительном давлении, если не пугает, то любой из этих марок. ATORN и ORION - не скажу, Глубиномер ATORN пашет лет 5, полет нормальный ТулМаш - на запросы не отвечают или отвечают очень долго, не сотрудничаю Китайские не катал, не знаю. Ника, сейчас Absolute работает также, кнопку ORIGIN нужно задействовать, после долгое удержание zero\abs -
Сталкивался только с Zeiss, проблем нет, в т.ч. с техническим обслуживанием и обучением. ТО дорогущее, не соврать бы, но что-то под 400т.р. (если ежегодное), обучение около 200т.р. Чтобы что-то посоветовать, нужно знать геометрию деталей. К примеру вы изготавливаете осевые детали, тогда тут можно обойтись оптической установкой, они бывают и с контактными щупами. Цена около 100 000 розовых рублей. КИМ 200-300 т. американских рублей. Если выбор падёт на КИМ, то учтите возможные, будущие детали с более жесткими допусками и их габариты.
-
Если обработка ведется действительно расточкой и можно доказать, что расточка имела требуемый угол на протяжении всей работы (например с установки для измерения интрумента), то это одно. А если нет? Если угол измерять действительно нужно, если нужно кому-то доказывать, что угол в допуске и если производство серийное, то слепки (долго и неприменимо при серийном контроле)\индикаторы (сомнительно)\микроскопы (не сталкивался)\калибры (аттестовывать) - это все едва-ли прокатит для атомной энэргетики. Расточка сегодня такая, завтра другая, подсела и т.п., как докажите, что угол всегда в допуске и на всех деталях? А как не допустить массового брака или деталей с отклонениями именно по этому параметру? Мне кажется, что без контурографа тут не обойтись. Детали маркированные, измерили требуемый объём из партии в процессе производства или на контрольных операциях, сохранили и в любой момент доказали, что детали соответствовали требованиям. Бумага все стерпит, прописать можно, а вот доказать сложно. Уточните степень важности контроля угла 10 и длины 15 заодно, оба параметра точно\быстро\многократно измерить без контурографа сорее невозможно.
-
Измерение внутреннего конуса имплантата
KenGURU ответил на тема форума автора legion_9000 в Измерения
КИМ и\или контурограф, все остальное - от лукавого. Всякие проекторы, микроскопы, калибры тут неуместны. Надо будет еще подумать на счет базы КИМ, да и на контурографе не так просто (как зажать, как выровнить). Скорее всего дырдочка, резьба и часть наружки изготавливается за один зажим, токда уместнее вести контроль после первого зажима. Маловато данных в общем -
Измерение внутреннего диаметра отверстия
KenGURU ответил на тема форума автора metrolog-dmz в Измерения
Может калибр-пробка? Могут возникнуть споры, судя по всему, про максимальный описанный диаметр (с руки, да автогеном можно такую "ромашку" вырезать...), тогда любая металлическая линейка с сертификатом о калибровке вступает в дело. Хотя и ШЦ вполне достаточно. Есть ещё вариант, по поверенной линейке сделать разметку на рукаве сварщика и методом прикладывания рукава выполнять контроль с записью в технологическую карту. -
Если аудиторы местного разлива, то гоните их пинком под зад! Если не местного, то гоните их также или пусть объяснят на основании чего сия необходимость.
-
Смотря в каком качестве он используется. Если им ничего не измеряете, например выставляете что-то относительно чего-то, то и поверка\калибровка Вам не нужна вовсе, на свое усмотрение. Если же нет, то работая с оборонкой, вы наверняка попадаете в СРОЕИ, калибровка не прокатит. Поправьте, если ошибаюсь, а я могу...
-
Прибор какой? Скорее всего подойдет и стандартная мера, например Mahr. Точно не помню, вроде номинально она Rz 9.4 Ra 2.4 В профилометры Mahr вбивается действительное значение шероховатости меры и только в Rz. Исходя из 3х калибровочных замеров вводится и поправочный коэффициент. Как выглядит калибровка на других приборах не знаю. Кстати, у приборов обычно есть встроенный эталон шероховатости, единственное при поверке прибора не указывают действительное значение шероховатости встроенного эталона. Поступают классически,- соответствует ГОСТ, поэтому можно не париться и вбивать указанное значение встроенного эталона. Rz 40 - что это может быть с таким допуском? Обычно такие шероховатости не измеряются, все сводится к визуальному контролю. Если есть возможность не измерять - не измеряйте! Визуальный контроль методом сравнения по набору образцов.
-
Ника, спасибо за информацию.