LameSANO
-
Число публикаций
165 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя LameSANO
-
Для меня как промежуточного и конечного пользователя - слишком много проблем. Пример №1: стоит испытательный стенд, заказчик в своих требованиях (вынужденных, т.к. он в РФ) прописывает, что СИ используемые в стенде должны быть поверенны, иметь действующие свидетельства о поверке и т.д. 1. Я вынужден использовать не СИ удовлетворяющие по характеристикам и качеству СИ, а СИ из Госреестра РФ, которые за собой ведут как правило к удорожанию стоимости, т.к. их в некоторых случаях единицы, либо вовсе отсутствие оных в Госреестре, а следовательно внесение удовлетворяющего заказчика СИ (как единый или серию СИ) в Госреестр, что ведет к удорожанию цены, трате времени и сопутствующим веселым последствиям. 2. Заказчик вынужден, как правило ежегодно уже поверять данное СИ, что ведет к удорожанию, трате времени. Вопрос, ради чего все это? В чем проблема калиброванное СИ отдавать так же раз в год (калибровать самостоятельно) и подтверждать его заявленные в паспорте характеристики. Если часы не поверенные, то они начинают ходить против часовой стрелки? Пример №2: стоит испытательный стенд, заказчик все так же требует поверенные СИ. Мы устанавливаем их, но ежегодно снимать возможности нет, сделать возможность вывода для подключения дублирующих СИ нет. Поэтому идет оснастка, которая устанавливается на поверенные СИ и используется уже "эталонные" поверенные СИ, что уже по сути лишает смысла использования поверенных СИ в составе стенда при его работе. Куда проще и логичнее поставить калиброванные СИ и уже "эталонными" поверенными СИ проводить его аттестацию. Пример №3: я беру калиброванный ШЦ и он показывает на 100 мм длины 100,01. Я беру поверенный ШЦ и он показывает точно такой же результат или результат, который меня удовлетворяет, так же как и с калиброванным ШЦ. Так в чем волшебная сила использования ШЦ в том же СГРОЕ? Что контора N взяла с конторы F деньги, за то что на их ШЦ извели кучу макулатуры и внесли в реестр? Какой смысл вообще от слова поверка ??
-
О том и речь. Документ бьется с СИ. Берете в работу и выдаете свидетельство о поверке - годен. Поэтому необходимо упразднить поверку в РФ до калибровки, а это значит убрать бюрократию, а отсутствие бюрократии не приносит денЯк.
-
Срок свидетельства у данного СИ до 16.09.2021 г. Пускай поставщик поменяет документы на любую дату до 16.09.2021 г. и будем всем счастье. При поверке смотрят на внешний вид, если изменений нет, шильдик с датой до 16.09.2021 г. вопросов у ЦСМ не будет. А вообще пора уже завязывать с понятием поверка, кроме проблем, ничего хорошего это не приносит.
-
Так может термопару надо поместить на металлический объект, который расположить в нижней части ИК-камеры и закрыть термоскотчем - конец термопары, таким образом температура будет браться с объекта на котором термопара. Мы так проверяли ИК излучение в камерах с автомобилем, только там необходимая температура была до плюс 80 и закрывали обычным черным скотчем (он после +120 плавится, так что в данном случае не подойдет).
-
Часто встречающиеся ошибки при МЭ
LameSANO ответил на тема форума автора Айрат Денисович в Метрологическая экспертиза
В тексте необходимо указывать температуру словами, а не символами: от минус 40 ℃ до плюс 50 ℃, а не от -40 ℃ до +50 ℃. В таблице в столбце "диапазон" я записываю: от минус 40 до плюс 60 (градусы остаются в первом столбе "наименование характеристики") -
DELETE
-
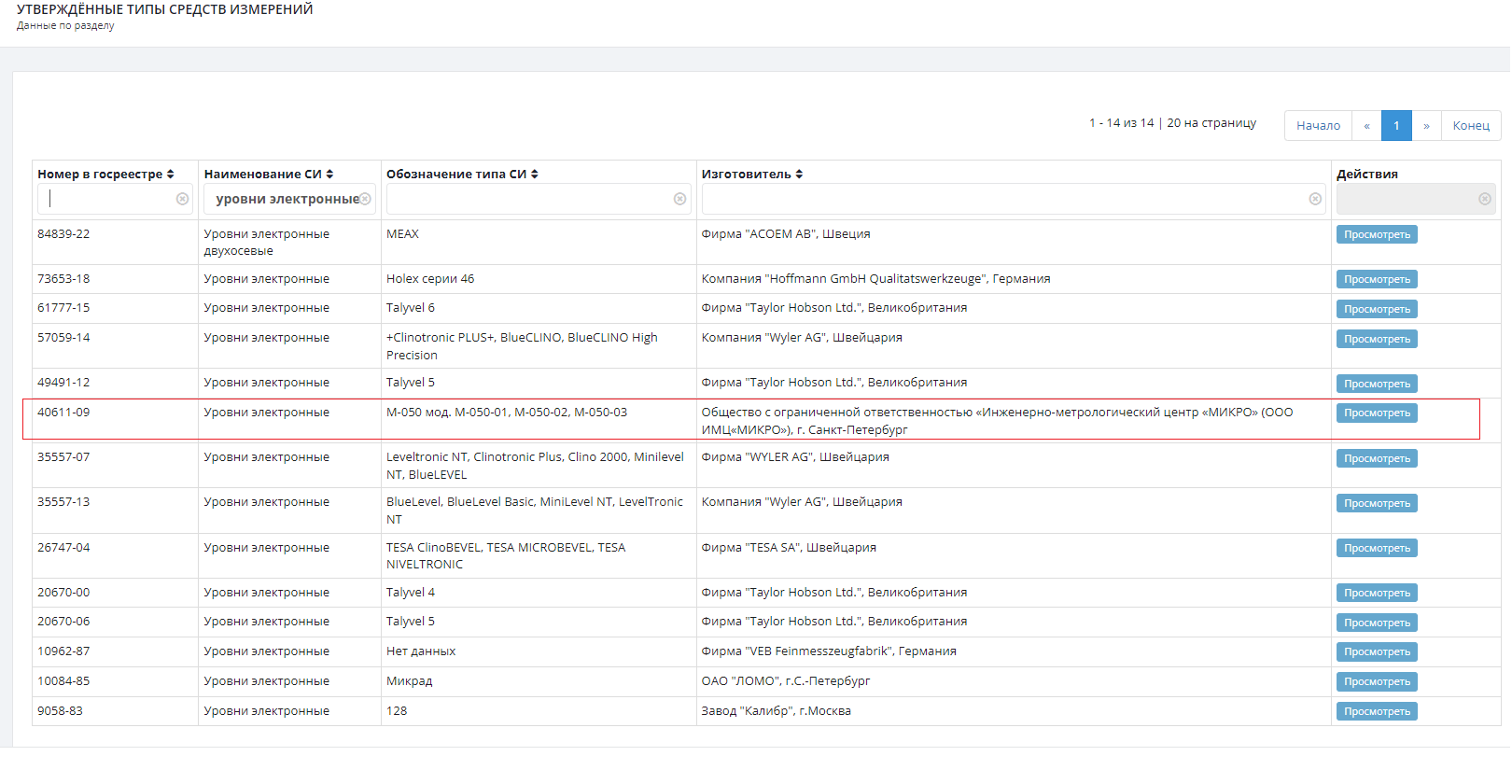
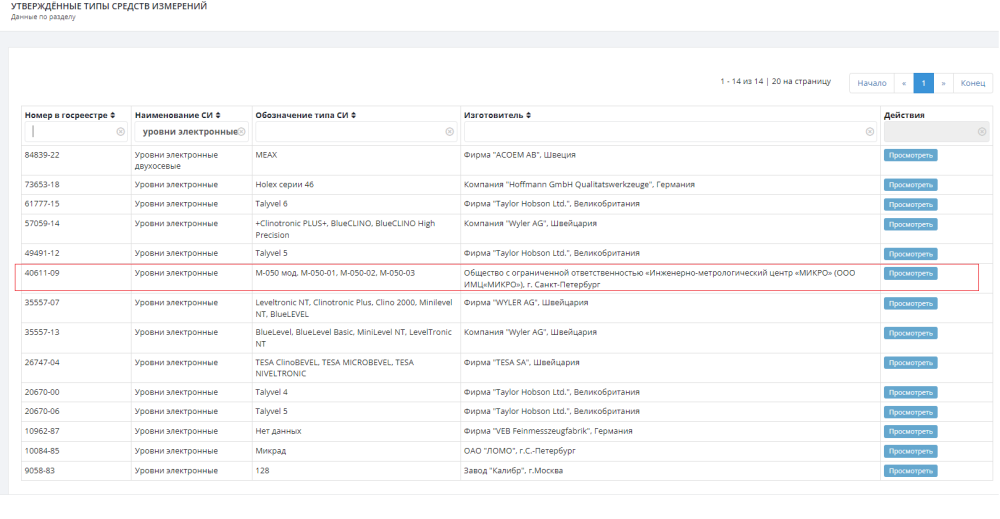
Владимир, я знаю. У меня решения, кроме как использовать калиброванное СИ - нет Сам опрокидыватель оснащен будет: Преобразователи угловых перемещений ЛИР-СИ-158 https://fgis.gost.ru/fundmetrology/registry/4/items/1414990 (№ 91505-24) Вот именно, какие там угломеры и квадранты - тут сплошная "цифровизация"
-
DEL
-
Есть мини-стенд опрокидыватель. На него устанавливается транспортное средство (ТС) и посредством программного обеспечения запускается подъем платформы с помощью гидроцилиндров, угол платформы контролируется преобразователем угловых перемещений (есть в ГР) по средствам количества оборотов с вала. На бампере ТС располагается СИ (которого пока в госреестре не нашел), которое тоже показывает угол. Цель: разница угла платформы и разница угла самого ТС в момент отрыва одной из осей ТС. Т.е. при угле в 60 градусов, ТС у нас будет накренено на больший угол. Все это должно быть заведено в ПО компьютера. Вариант измерять угол аналоговыми СИ не рассматриваются. Использовать преобразователь угловых перемещений не рассматривается, т.к. для его работы нужен вал. Все действующие СИ в госреестре со стандартом: RS485; РС10ТВ и прочее (электрическое соединение с ПК) не подходят из-за их погрешности, либо малым диапазоном измерения. Требование: от 0 до 70 или больше градусов, погрешность +/- 0,1 градус. Либра: Есть еще Квадрант цифровой КО-10Ц Насчет госреестра и вывода данных - не в курсе. И как быстро реагирует на изменение угла - тоже. Он в ГР, но он не цифра в плане подключения его к ПК и вывода данных, по крайней мере из ОТ я этого не увидел.
-
Уже смотрел, из того что с действующим свидетельством - все либо по углу не проходят, либо по погрешности
-
Срок свидетельства до 01.04.2015 +это аналоговый, а мне надо цифровой, чтобы значения выводились на программное обеспечение компьютера. физически измерять не вариант, идет испытание и меняется угол каждую секунду. Получается в госреестре ничего подходящего нет. Использовать только калиброванные инклинометры.
-
Цифровые с рс485? Не встретил в ГР РФ. Ссылку можно?
-
Добрый день. Необходимо СИ для контроля угла от 0 до 70 градусов. Требование: 1. В госреестре СИ РФ. 2. Интерфейс по RS485. 3. Погрешность ±0,25 градусов. Ничего подобрать не могу из действующих инклинометров, угломеров, уровней и т.д. Везде погрешность в пределах 1 градуса. Спасибо.
-
В базе только это производства РФ (но там бандурина не маленькая), два нижних не продлены. У вас военка, если нет, то для аттестации ИО достаточно и калиброванного СИ.
-
1. В ОТ на данный гигрометр есть запись про версию ПО. 2. В МП нет записи про версию ПО (значит, если вы отдаете его на поверку), никто версию проверять не будет. 3. Если вы его не поверяете, а используете, значит надо как минимум раз в 2-3 года его калибровать (вы или ЦСМ и т.д.) на основании методики калибровки - если вы сами его калибруете , то обычно пишется на основании МП (убирая лишнюю воду). А ЦСМ просто откроет МП и по ней проведет калибровку, т.е. версию опять никто не проверяет. Внимание вопрос, откуда растут ноги и кто интересуется данным вопросом по поводу версии ПО? Можно предположить, что если подключить гигрометр кабелем к ПК и загрузить "ПО", которого скорее всего нет, а если и есть, то для модификации Тесто 605 нет даже порта для подключения кабеля, то запись в ОТ по поводу версии по сути не имеет никакого смысла. П.с. выкопировка из ОТ, что доказывает, что версия ПО не может изменяться сторонним пользователем:

-
А в МП есть процедура проверки версии, я не вижу
-
Добрый! не увидел информации про ПО вообще, значит не проверяем. В ОТ тоже нет информации про ПО.
-
Графики поверки/калибровки
LameSANO ответил на тема форума автора Ирина Стеклопластик в Документация СИ
Добрый день. От предыдущего сотрудника досталась достаточно массивная по заполнению таблица - см. вложение (ее конечно можно упразднить по вашему желанию), некоторые графы очень помогают в текущей работе, некоторые ни к чему. Притянул макрос, который выводит в цвете дату окончания поверки, для визуального анализа сроков. Из-за достаточно скромных размеров предприятий на которых работал (до 150 человек), необходимости в автоматизированной базе (платном ПО) для контроля СИ не было. БАЗА_СИ_ОБРАЗЕЦ.xlsx -
Поверять или нет? Принудительно или добровольно?
LameSANO ответил на тема форума автора uncalibrated в Общие вопросы
Добрый день. Главного Дэда шлите в далекое плавание. Поскольку ваша деятельность не в Сфере Гос. регулирования и конечный пользователь(и) от вас не просит свидетельство о поверке, то можете работать без документов. Если есть возможность провести калибровку внутри предприятия, то проводите раз в 2-3 года для собственного спокойствия, а то коробка из 200х200 неожиданно превратится в 300х300, это сколько же материала лишнего уйдет. А что за хитрый прибор для измерения геометрических размеров? Линейка что ли? А то может купить вторую за тысячу рублей с поверкой и не париться год... -
Вот в такой стране мы живем, без бумажки ты ... Хотя, что поменялось, завод как делал СИ, так и делает. Внешний вид, который как правило не влияет на характеристики прибора тоже не менялись. Выход один: меняете документы на СИ на дату, которая раньше того момента, когда в госреестре СИ уже становится не подлежащим поверке и поверяете, главное чтобы внешний вид (если он четко в ОТ отображен) соответствовал действительности. Был случай, когда отказали в поверке, потому что на корпусе СИ уровень был не с краю, а по центру и другого внешнего вида, хотя это по большому счету просто ориентир для грубого выставления СИ по горизонту, а дальше уже ориентируемся на цифровое табло и предназначение СИ измерение скорости ?
-
Штангенциркули GARANT. Где заводской номер?
LameSANO ответил на тема форума автора oparin.i-m в Эксплуатация
Если есть гравировка, лучше придерживаться ее. А так не принципиально, какой номер укажите при сдаче в поверку и если ШЦ можно идентифицировать по нему, такой и напишут в ЦСМ. П.С. Семен, а кому-то еще паспорта на ШЦ нужны? -
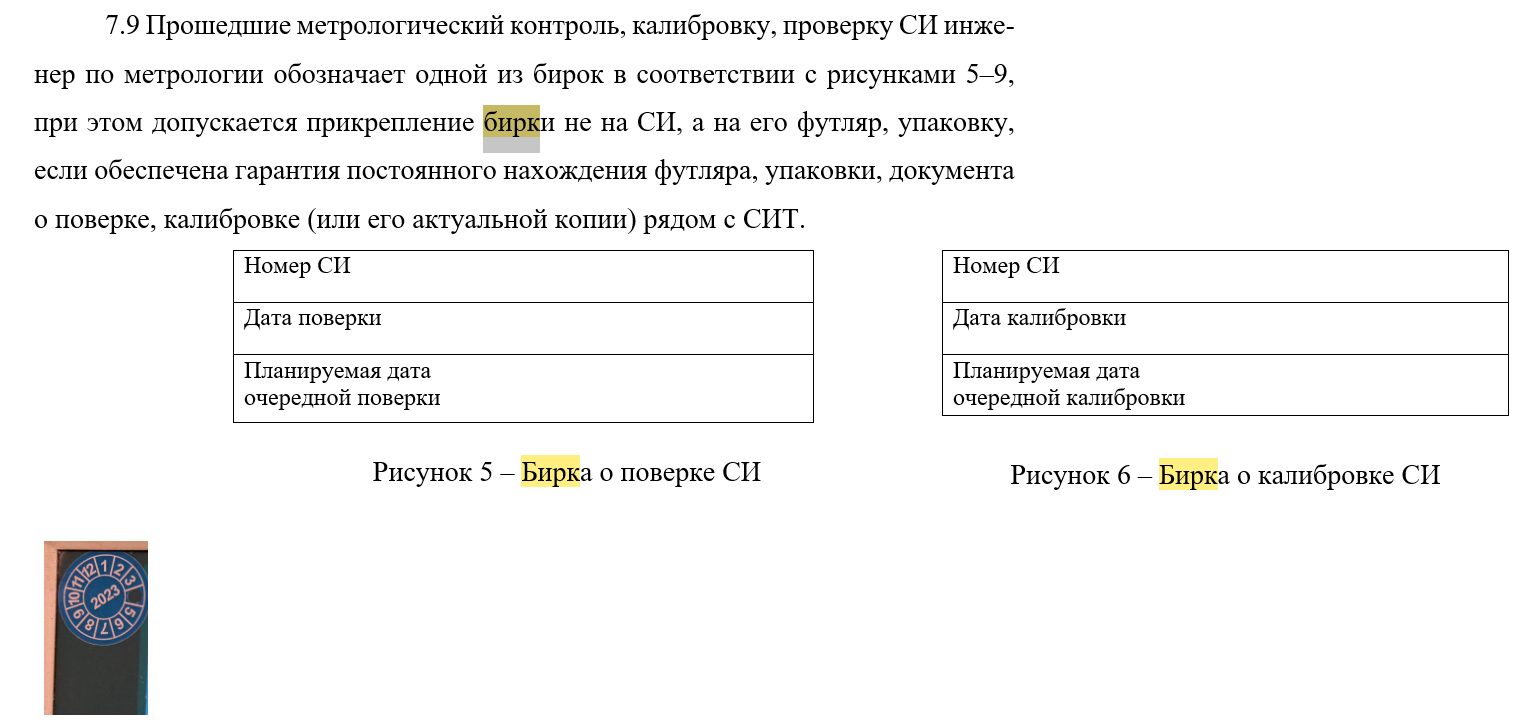
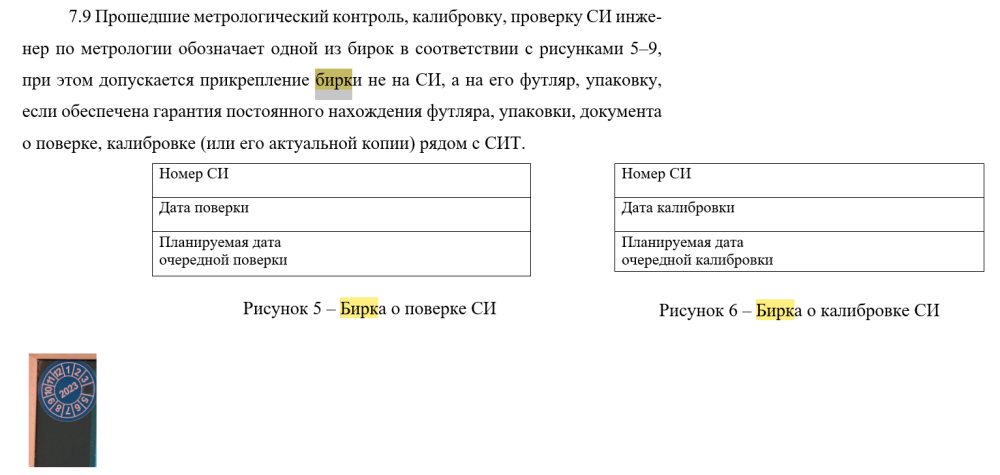
"Идентификационные (информационные) бирки ничем не регламентируются, кроме вашей внутренней документации СМК" ©Ника У меня прописано так, а на предыдущей работе я использовал просто бирку с годом и месяцем окончания даты поверки, а все остальное как у вас велось в экселе и привязкой макроса, что за 2 месяца выкрашивается в один цвет ячейка с окончанием даты поверки/калибровки, за 1 месяц в следующий, а если просроченный срок, то горит красным. У аудитов вопросов не было.
-
Т.е. α = dw/dt α = ω2 – ω1 / t2 – t1 где, ω2 - конечная скорость ω1 - начальная скорость t1 - начальное время t2 - конечное время А конечную скорость вычисляем с помощью Тахометра с функцией измерения расстояния. ω2 = S/t, где S - расстояние, t - время. Все верно?
-
Приветствую! Подъехала задачка 7 класса, прошу подтвердить расчеты или поправить, спасибо: "Произвести набор скорости (об/мин) с ускорением 30-60 рад/с² до момента вращения двигателя (4000 - 6000 об/мин)". Из имеющихся СИ: тахометр, секундомер. 1. Расчет углового ускорения: E= At/R, где At - скорость, R - радиус. Если R, нам известен, допустим 1000 мм = 1 м, то скорость нет. 2. Расчет скорости At=S/t, где S - расстояние, t - время. S=2*Пи*R, где Пи - 3,14; R - 1 м. S=2*3,14*1=6,28 м. за 1 оборот. Тахометр показывает, что за 1 минуты (60 секунд), было совершенно 100 оборотов, получаем 6,28*100 = 628 м. At = 628м/60сек. = 10,46 м/с2 3. Подставляем скорость в 1 формулу: E = 10,46/1=10,46 рад/с2. P.s. если не заморачиваться с расчетами, то можно использовать: 1. Акселерометр низкочастотный угловой АИЕ 001, не в Госреестре. 2. Измеритель угловых ускорений ИУУ-М-2 (спасибо Владимир 332), тоже как понимаю не в Госреестре .