metrolog61
-
Число публикаций
199 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя metrolog61
-
Используйте метод сравнения, настройте на размер по концевой мере или блоку.
-
Немного о средствах контроля
metrolog61 ответил на тема форума автора Elena1982 в Метрологическое обеспечение производства
По п.1 - это чисто внутренние отношения, принятые на Вашем предприятии. У нас СК изготавливает инструментальный цех (ИЦ), затем проверяет ОГМетр на соответствие конструкторской документации , и ИЦ уже проверенные СК сдает в ИРК. Если СК будут находиться постоянно в цеху, то ИРК отписывает их на цех. -
Где купить рулетки измерительные, 10 м, и линейки измерительные 1м, внесенные в Госреестр средств измерений
metrolog61 ответил на тема форума автора alkor в Выбор
Посмотрела цены на рулетки Fisco, они значительно дешевле, чем смоленские - в 2-5 раз. -
Где купить рулетки измерительные, 10 м, и линейки измерительные 1м, внесенные в Госреестр средств измерений
metrolog61 ответил на тема форума автора alkor в Выбор
Линейки измерительные металлические пр-во ЧИЗ - ГРСИ № 66266-16; рулетки измерительные металлические пр-во ООО "Техприбор" г.Смоленск - ГРСИ № 55464-13. -
0,003 мм - это посчитанное радиальное биение шпинделя при первом положении оправки ; 0,004 мм - это радиальное биение при положении оправки № 2, повернутой на 90 градусов относительно первого положения и т.д.
-
Посмотрите ГОСТ 22267-76 "Станки металлорежущие.Схемы и способы измерений геометрических параметров" п.15 метод 2. Или ГОСТ на нормы точности конкретного типа станка. Перебиваете оправку "для исключения из результатов измерения влияния неправильной посадки хвостовика контрольной оправки..." У вас , я поняла, одно значение -7 мкм выходит за допуск? Это может быть результатом неправильной посадки конуса оправки. При изготовлении станка сдаточные допуски ужесточаются на 40%, а после ремонта нет, если, конечно, нет отдельного договора.
-
Оптиметры ИКВ-3 внесены в Госреестр за № 140-73. Посмотрите год изготовления вашего оптиметра. У нас год пр-ва 1975г, так что ЦСМ поверяет без проблем. В свидетельстве о поверке написано, что поверялись в соответствии с МИ 1958-89. Был еще ГОСТ 8.270-77, который распространяется на оптиметры, выпущенные по ГОСТ 5405-75. Из документов есть паспорт и "Техническое описание и инструкция по эксплуатации "
-
Как измерить шаг резьбы методом 3 проволочек?
metrolog61 ответил на тема форума автора Ксения19 в Измерения
Удобно контролировать на вертикальном оптиметре с плоским наконечником. -
Поиск паспортов СИ (рулетка, линейка, штангенциркуль)
metrolog61 ответил на тема форума автора 11072017 в Документация СИ
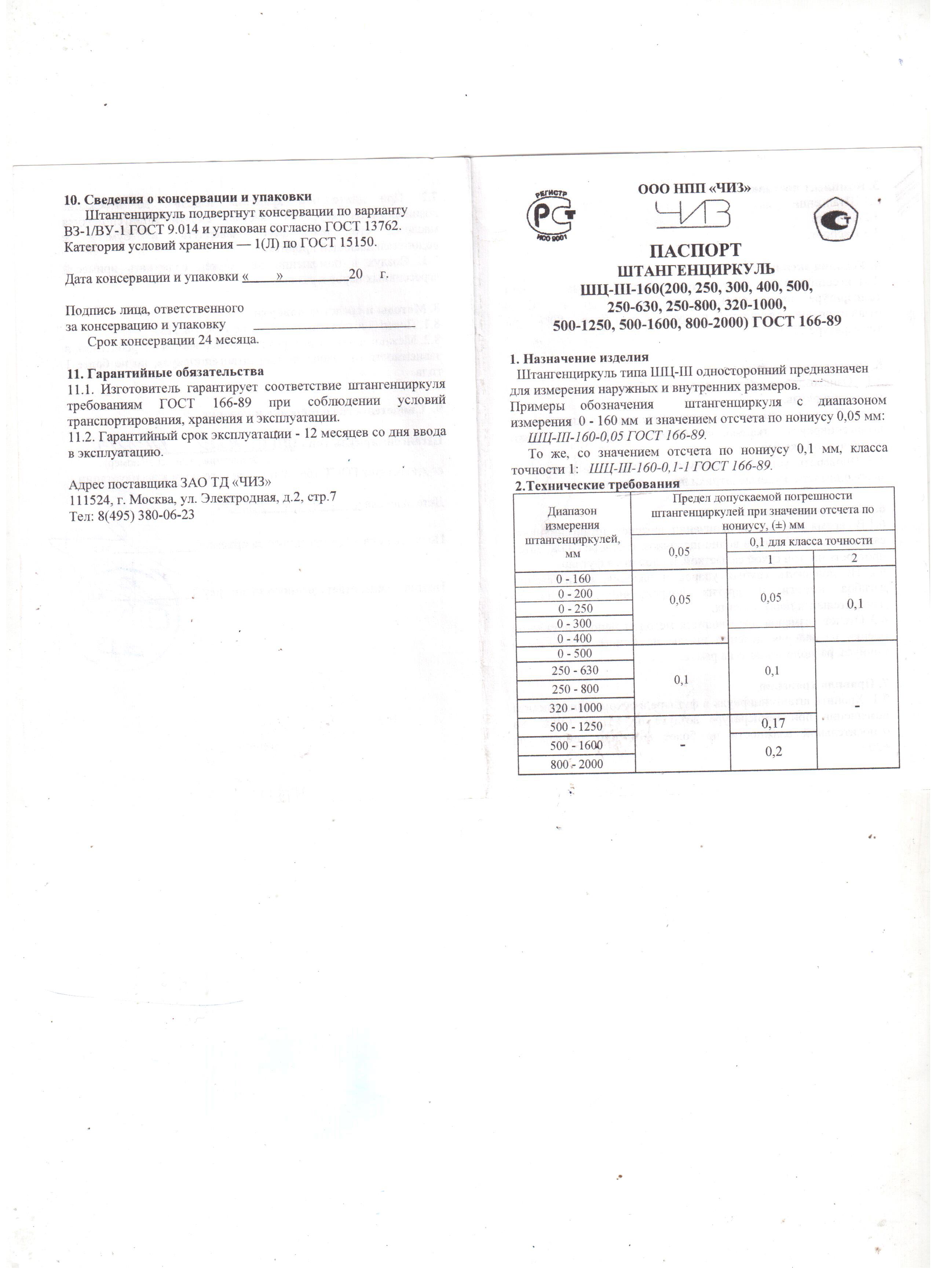
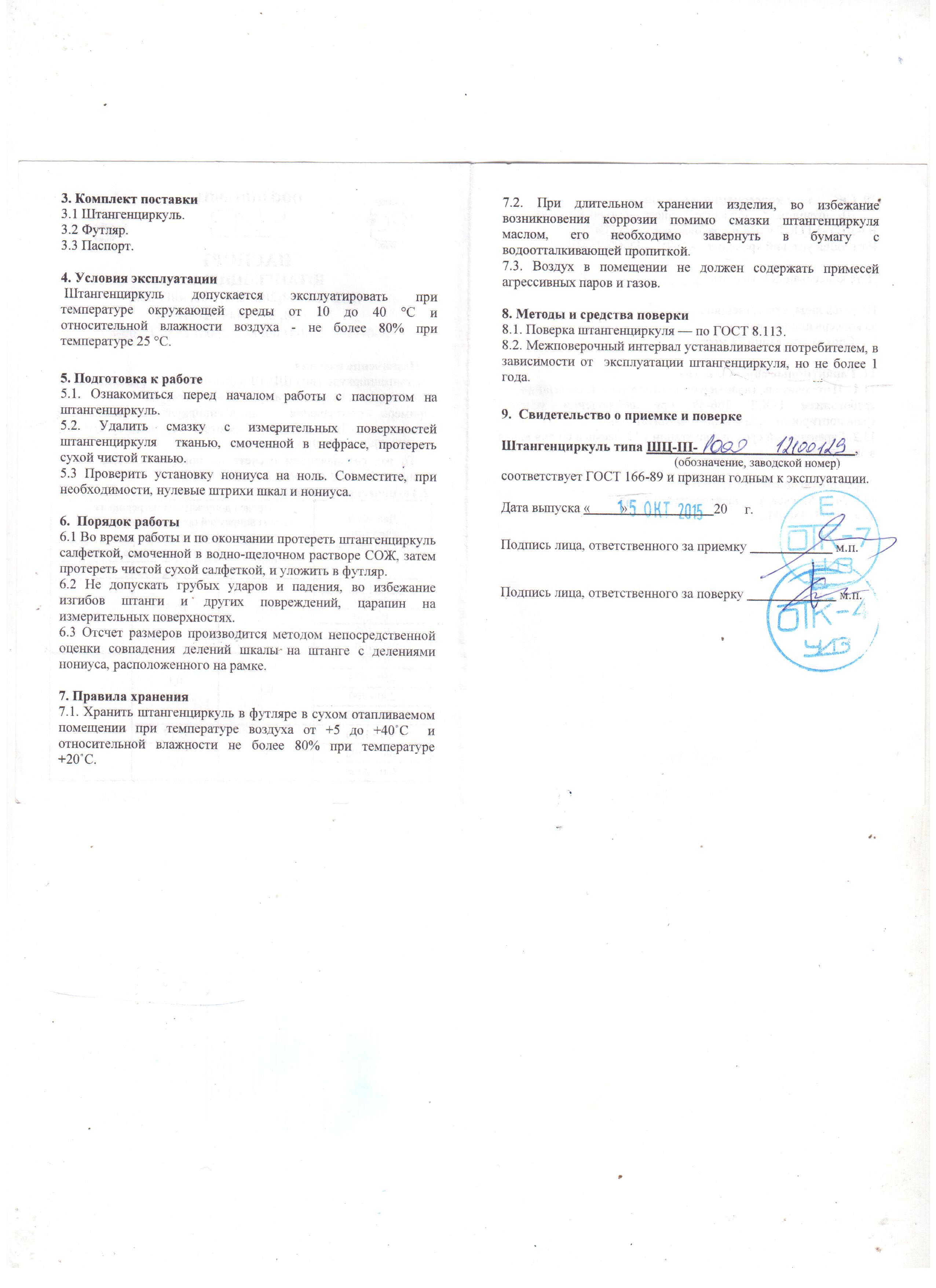
паспорт на ШЦ-III пр-ва ЧИЗ
-
Поиск паспортов СИ (рулетка, линейка, штангенциркуль)
metrolog61 ответил на тема форума автора 11072017 в Документация СИ
Мы приобрели ЧИЗовскую линейку с инд.№ и паспортом, с 2017г они в Госреестре СИ. -
Поиск паспортов СИ (рулетка, линейка, штангенциркуль)
metrolog61 ответил на тема форума автора 11072017 в Документация СИ
У меня только паспорт на линейку металлическую 1000 пр-ва ЧИЗ (ГРСИ № 66266-16)паспорт на линейку.pdfпаспорт на линейку.pdf -
Поиск паспортов СИ (рулетка, линейка, штангенциркуль)
metrolog61 ответил на тема форума автора 11072017 в Документация СИ
Линейка металлическая какой длины и чье производство? -
Есть у кого нибудь методика калибровки жёсткого инструмента?
metrolog61 ответил на тема форума автора Ruslan 163 в Измерения
Добрый день! Посмотрите следующие методики: МИ 1927-88 "Калибры гладкие для цилиндрических валов и отверстий.МК", ГОСТ 17320-71 "Калибры гладкие для размеров св.500 мм. Методы и средства поверки", МИ 1904-88 "Калибры резьбовые цилиндрические.МК", МИ 1812-87 "Калибры резьбовые конические.МК", МИ 1937-88 "Калибры для конических соединений.МК". Все эти документы есть в интернете. -
Поверка глубиномеров микрометрических
metrolog61 ответил на тема форума автора metrolog61 в Проведение поверки
Спасибо. -
Поверка глубиномеров микрометрических
metrolog61 ответил на тема форума автора metrolog61 в Проведение поверки
Тогда выходит, что при замене измерительного стержня на стержень другой длины, сместится нулевая установка и нужно будет по-новой настраивать на "0"? -
Добрый день! Кто имеет отношение к поверке геометрических СИ, подскажите, пожалуйста. В МИ 2018-89 "Глубиномеры микрометрические.Методика поверки" п.4.3.3. сказано : "Длину сменных измерительных стержней определяют гладким микрометром.Отклонение длины измерительных стержней от номинального размера не должно превышать значений, установленных ГОСТ 7470". В ГОСТе 7470-92 " Глубиномеры микрометрические. ТУ" я не нашла требований к отклонению длины измерительных стержней. Как быть? Нужно провести входной контроль и подготовить ГМ100 к поверке.
-
Вы поверяете ШЦ или калибруете для себя, каких диапазонов измерения ? Купите спецнабор концевых мер № 22 (от 21,2 до 175 мм). Ну и для больших диапазонов нужны ПКМД наборы № 8 до 500 мм или № 9 до 1000 мм.
-
Вопрос по калибрам
metrolog61 ответил на тема форума автора Elena1982 в Метрологическое обеспечение производства
Мы обычно закрашиваем клетку красным карандашом, если калибр забракован. А новые калибры дописываем от руки. На следующий год составляем график со всеми изменениями. -
Ремонт микроскопов УИМ, БМИ,
metrolog61 ответил на тема форума автора Дмитрий коломзавод в Учреждения
АО "РИК" (Русская Инструментальная компания) г.Ставрополь проводят капитальный ремонт и модернизазию УИМ-21, УИМ-23 и др.приборов. -
Измерение внутреннего диаметра отверстия
metrolog61 ответил на тема форума автора metrolog-dmz в Измерения
Размер 150+4 мм -это 17 квалитет, 35+4 мм - 18 квалитет. По ГОСТ 8.051-81 допускаемые погрешности измерения соответственно 0,8мм и 0,5 мм. Исходя из этого и выбирайте средство измерения. Правильнее выбрать штангенциркуль. -
Уважаемые коллеги, использует ли кто на своем производстве лазерные сканеры для контроля отливок или деталей? Хотелось бы пообщаться на эту тему.
-
Есть МИ 524-84, или Вам нужна методика 89 г ?
-
Так и делаем.Только сначала резкость наводим на одну сторону резьбы и измеряем шаг, затем тоже самое по другой стороне резьбы. Значения шага разные, высчитываем средний шаг, как описано в паспорте на микроскоп. Но терзают сомнения, все ли правильно мы делаем.
-
ГОСТы и калибры не подходят, т.к. заказчик заказал станок для резьбы премиум-класса, накопленная погрешность шага 0,01мм/25,4 мм. Мне нужен совет по контролю на микроскопе(наведение резкости, установка угла подъема...)
-
Коллеги, приходилось ли кому контролировать профиль резьбы "Батресс" на микроскопе УИМ-23. Меня интересет шаг резьбы, есть какие-либо особенности .