владимир 332
-
Число публикаций
14332 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя владимир 332
-

Методика поверки МП-242-1467-2013 на алкотестеры Alkotest 6510, 6810
владимир 332 ответил на тема форума автора владимир 332 в Методы поверки и калибровки
Переслал. -
Метрологическая экспертиза конструкторской документации
владимир 332 ответил на тема форума автора Константин_ЗКО в Метрологическая экспертиза
Конкретно МЭ чертежей не занимался. ИМХО от Вас только замечания и предложения. После устранения замечаний согласование чертежа главным метрологом (на левом поле чертежа). Организация и порядок проведения МЭ должен быть прописан Вашим внутренним документом. Если поможет по самой МЭ (по чертежам стр.9-18) Pravikov МЭ ТД.pdf -
Самый простой вопрос. Измерение диаметров.
владимир 332 ответил на тема форума автора twpsua в Измерения
Да и наши тоже. И навряд ли где считают...Но и вопрос -то был "Как записать результат измерений ?" И не таким простым оказался. И "вопроса с контролем у Топикстартера нет." А к "ОБЩЕМУ ПРИНЦИПУ" мы навряд ли прийдем... -
Самый простой вопрос. Измерение диаметров.
владимир 332 ответил на тема форума автора twpsua в Измерения
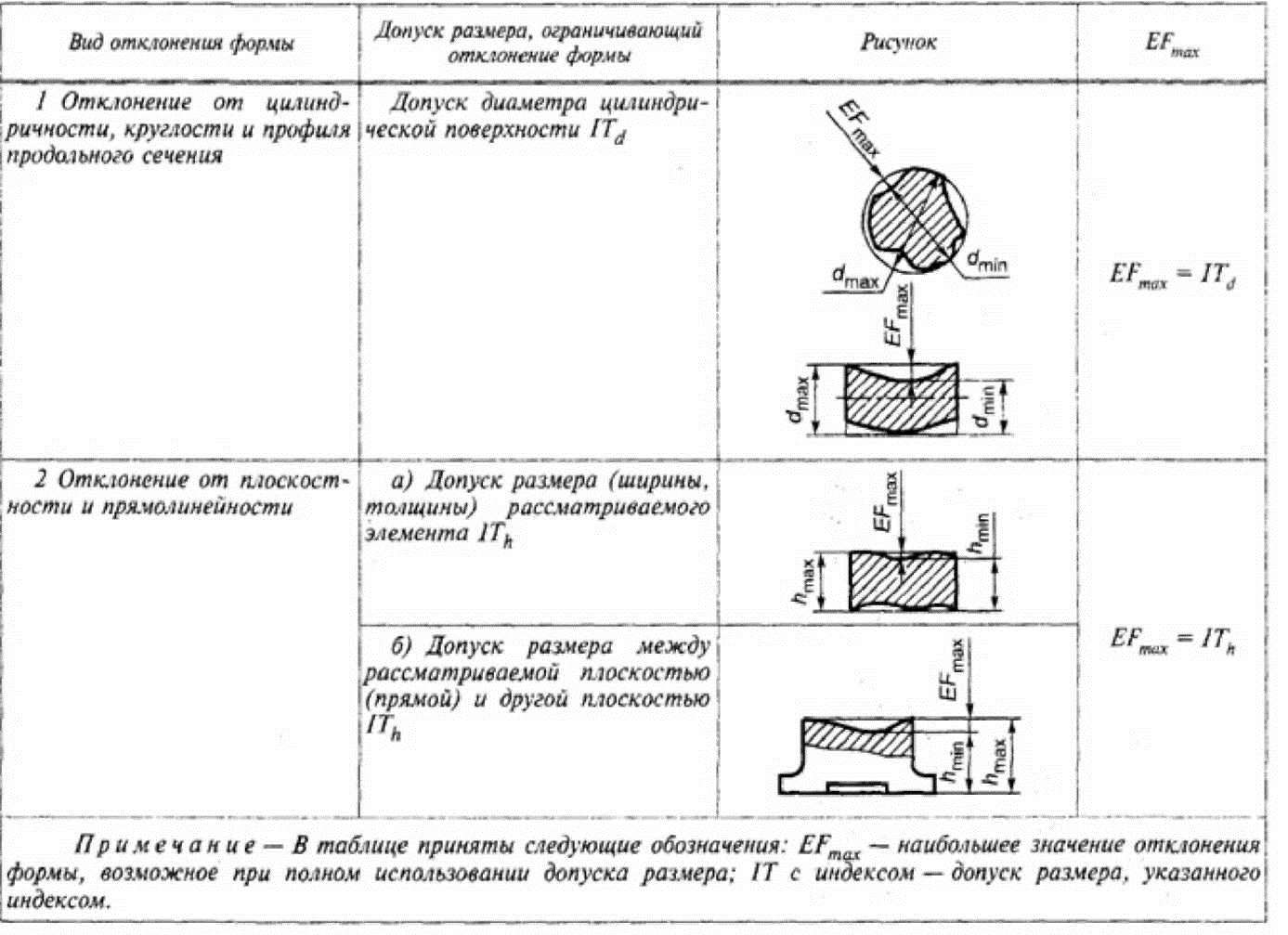
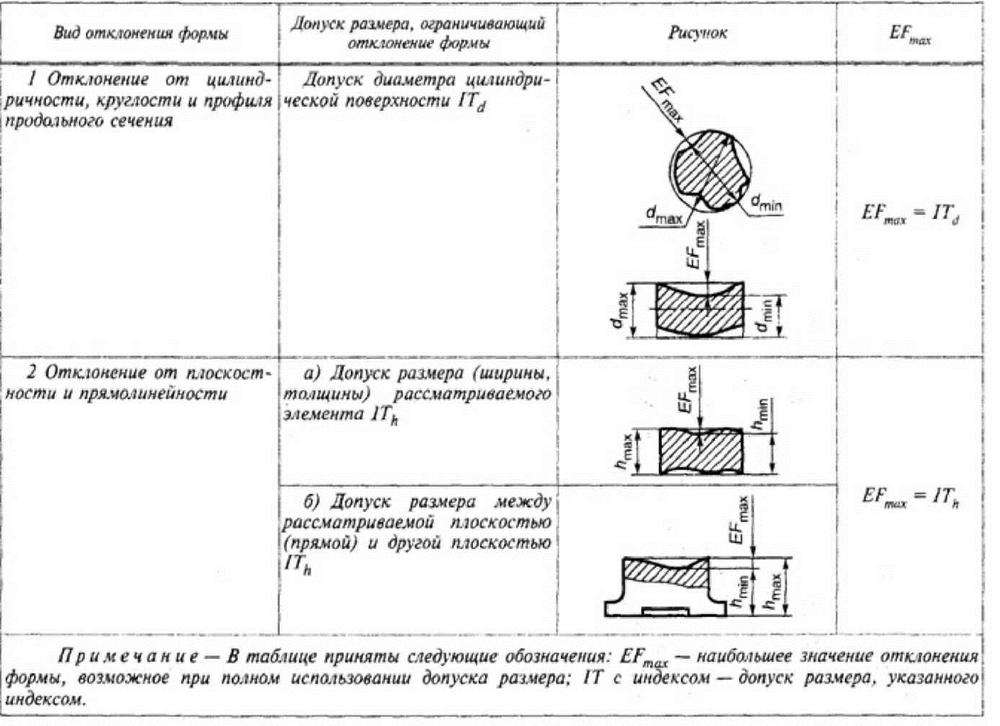
А идеально круглых отверстий в производстве и не бывает. Только в каком-то приближении мм, десятки, сотки, микроны и т.д. Тем более у "такого" отверстия. Обычно на чертеже пишут: "Неуказанные предельные отклонения по h14 или Н14", а здесь допуск по Н14. Отклонения формы по "круглости" по ГОСТ 26877-2008 - овальность и огранка. Про "прямоугольность" и "квадратность" честно не ... При огранке измеряют отклонение от прилегающей окружности. P.S. А если по "ранжиру" - по величине от большего к меньшему: Допуск- Отклонение Формы- Волнистость-Шероховатость -
Самый простой вопрос. Измерение диаметров.
владимир 332 ответил на тема форума автора twpsua в Измерения
Согласно "канонов" Да, но 0,026 нагляднее -
Самый простой вопрос. Измерение диаметров.
владимир 332 ответил на тема форума автора twpsua в Измерения
А строго "круглогеометрических" отверстий и не бывает на практике. Не согласен с Вами, Аркадий Григорьевич, если в точности идеально это маловероятно, да еще при таком допуске. -
Самый простой вопрос. Измерение диаметров.
владимир 332 ответил на тема форума автора twpsua в Измерения
Постараться то можно, но практически неосуществимо Для сравнения посмотрите в аналогичной темей Теме того же Топикстартера, там и ссылка на ГОСТ 30893.2-2002 есть -
В подтверждении Варианта 1. ГОСТ 30893.2-2002 Осн нормы ВЗ. Допуски формы..pdf
-
Самый простой вопрос. Измерение диаметров.
владимир 332 ответил на тема форума автора twpsua в Измерения
Аргументируйте. ИМХО 10,04 + 0,026 Р=0,9973 - см. ранее Да, при "двухточечном" измерении штангелем практически Никогда эти 2 точки не поймаете, чтобы повторить 4 раза. -
Самый простой вопрос. Измерение диаметров.
владимир 332 ответил на тема форума автора twpsua в Измерения
Как выход, изготовьте и контролируйте 2-х сторонним калибром -пробкой ПР-НЕ. Но "ужесточите" допуск по диаметру. -
Самый простой вопрос. Измерение диаметров.
владимир 332 ответил на тема форума автора twpsua в Измерения
1. По Вашим данным: требования по диаметру отверстия: 10 мм с допуском +360 мкм=0,36 мм, т.е. д.б. от 10,00 до 10,36 мм. 2. По результатам измерений: от min 10,02 мм до max 10,06 мм 3.Отклонение от цилиндричности (овальность) по ГОСТ 26877-2008 Металлопродукция. Методы измерения отклонений формы. (10,06-10,02)/2 =0,02 мм И поймите, что невозможно отразить 2 параметра (диаметр и овальность) одной цифрой. Кроме того на изготавливаемую продукцию у Вас д.б. ТУ, в которых помимо технических требований и свойств на нее д.б. разделы: Правила приемки и Методы контроля (испытаний). К примеру выписка из нашего на медную трубку. 2. Правила приемки ...2.5 Для контроля наружного диаметра и овальности трубок отбирают две бухты от партии. 3. Методы испытаний ...3.2 Измерение наружного диаметра и овальности производят в поперечном сечении на одном произвольном участке трубки микрометром типа МК по ГОСТ 6507. -
А если 500,0 и 300,0 и средний 400,0? Методика контроля, конечно, д.б.
-
Сфера государственного регулирования
владимир 332 ответил на тема форума автора rus034 в Законодательная метрология
-
Сфера государственного регулирования
владимир 332 ответил на тема форума автора rus034 в Законодательная метрология
Единый (из Википедии) 1. Один, общий, объединённый. Е. порыв. Единое целое. Е. фронт. Все едины в том, что нельзя молчать (т. е. у всех одно общее мнение). 2. обычно с отрицанием. Один, только один. Ни единого пятнышка нет. Не хлебом единым жив человек (посл.). Выходит не один общий, а есть еще частные, если по-русски -
Самый простой вопрос. Измерение диаметров.
владимир 332 ответил на тема форума автора twpsua в Измерения
-
Самый простой вопрос. Измерение диаметров.
владимир 332 ответил на тема форума автора twpsua в Измерения
ПДП у "цифрового" ШЦ не более + 0,03 мм, шаг дискретности 0,01 мм (ГОСТ 166), а по факту погрешность <. допуск для 14 квалитета в интервалах размеров св.6 до 10 мм 360 мкм=0,36 мм. А что Вы хотите если "ниже" только 15,16,17 По всем критериям 6-ти кратный "запас точности" подойдет. Даже и "нониусного" с ц.д. 0,05 мм и 0,1 мм 1 класса (ПДП + 0,05 мм ) хватит. Грубых ошибок (больше 3-х "сигма"(СКО) = 51 мкм) при измерениях нет. И не только 10 мм, а любого в диапазоне измерений с соблюдением Руководства по эксплуатации. И чем точнее, тем "кропотливее" Таковы ТУ (ТЗ) Топикстартера. -
Вариант 1
-
Самый простой вопрос. Измерение диаметров.
владимир 332 ответил на тема форума автора twpsua в Измерения
А что ж, что измерил, то и указал... -
Весы автомобильные BCA-C
владимир 332 ответил на тема форума автора r.galiev в Справочная информация
А в Эксплутационной Документации по Монтажу ничего нет? -
Самый простой вопрос. Измерение диаметров.
владимир 332 ответил на тема форума автора twpsua в Измерения
ИМХО, понятно, что ц.д. (дискретность) 0,01 мм - ШЦЦ по ГОСТ 166 или Mahr, Mitotoyo, Digimatic и пр .- "цифровой" Про "глубокость" речь не шла При таком допуске? В 360 "микрон" по 14 квалитету. ОДНОЗНАЧНО, пусть и на нижнем пределе. -
Самый простой вопрос. Измерение диаметров.
владимир 332 ответил на тема форума автора twpsua в Измерения
ИМХО в этом случае за результат измерения принимают среднее арифметическое значение, т.е. 10,04 мм. Если еще точнее: Предельная погрешность однократного измерения = + 3 СКО (среднеквадратичного отклонения) - 3 Х 0,017 = 0,051 мм =51 мкм. При четырех измерениях она уменьшится в корень квадратный из числа измерений, т.е. в 2 раза 0,026 мм = 26 мкм. И результат запишется так 10,04 + 0,026 мм.Вам в помощь ГОСТ 8.736-2011 Измерение прямые многократные. Методы обработки результатов измерений. Основные положения. Поля допусков по ГОСТ 25347-82. Для 10Н14 вернее предельное отклонение (ВО) + 360 мкм, НО 0 мкм. -
Сфера государственного регулирования
владимир 332 ответил на тема форума автора rus034 в Законодательная метрология
Уже понял -
Посмотрите в Этой Теме
-
А кашу-то сварили "домовенку". Сегодня же Ефрем Спирин! А то он Вам даст
-
Сфера государственного регулирования
владимир 332 ответил на тема форума автора rus034 в Законодательная метрология
Да, уж