metmot
-
Число публикаций
419 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя metmot
-
Никифор, электро-инструмент кто-то расшифровывает как электрический, кто-то как электронный. А вообще, если инструмент работает от аккумулятора, он называется аккумуляторным. Инструмент (гайковерты,шуруповерты, винтоверты, отвертки и т.п.), имеющий муфту отключения и установленные требования к точности, откалибровать-настроить на необходимый момент можно, но для этого нужно иметь динамические датчики крутящего момента или специальные симуляторы соединений по типу болт-гайка для датчиков статического момента. "ЦСМ такими вещами не занимается" потому что ни один инструмент из перечисленных выше не внесен в госреестр и поэтому закупать очень дорогое доп.оборудование им нет необходимости.
-
Скажите пожалуйста какая цена деления вашего штангенциркуля? Это глубокое отверстие? Два сечения с одной, два с другой стороны?Если ц.д. ШЦ хотя бы 0,01 мм, то определенно отверстие "провалено",можно записать как "действительный размер" =10,02-10,04 мм; 10,05-10,06 мм. Но это очень важно для вас указывать в каких сечениях?
-
Мне посоветовали единственный внесенный в госреестр Lion AlcoBlow. Он нам нужен для проведения предрейсовых мед.осмотров и иногда для отдела охраны труда. Без мундштука, чтобы не закупать доп.опции постоянно
-
Прошу подсказать внесенный в гос.реестр СИ алкотестер, алкометр или анализатор паров этанола без мундштука
-
Внимательнее: 100% контроль для соедин.класса 1 и 2 (особо ответственные и ответственные). Есть 3 и 4 класс. На разных предприятиях свои методы контроля, напр. это может быть второй инструмент, настроенный на этот же момент или может быть ужесточена точность интрумента, для 1-2 кл. И вообще-то я не доказываю, а разговариваю
-
Наверное все-таки контролер ОТК только контролировал, а не затягивал моменты? Прикладываю вырезку из ОСТ. По-вашему контролировать - это не измерять? Наши гайковерты имеют точность 5%, дин.ключи 4%. Калибровка/проверка настройки происходит на поверенном стенде (погрешность 0,5%) , кот.имеет динамические и стат.датчики с симуляторами соединений. Как писал топикстартер, также контролируются показатели сходимости, воспроизводимости Ср, Срк. Я считаю, что эти гайковерты могут относится к СИ, т.к. они имеют тензометрический датчик, они настраиваются, в процессе выполнения затяжки преобразуют сигналы и выдают именно тот момент, кот. требуется

-
Давайте почитаем назначение: 1. ГОСТ Р 51254 ключ (отвертка) моментный предельный: Средство измерений (однозначная или многозначная мера), предназначенное для воспроизведения крутящего момента с установленной погрешностью при затяжке резьбовых соединений, сигнализирующее о достижении нормированного значения. 2. Для примера инструкция к гайковерту ф. АтласКопко : "Контроллер выполняет контроль цикла затяжки и определяет момент отключения инструмента". Я считаю, что назначение у них одно: получить затянутое соединение с крутящим моментом, соответвующим требованиям конструктора, т.е. не перетянутое и не до завернутое. Только гайковерт нужен для ускорения процесса. PS: Аркадий Григорьевич, мы собираем автомобили и я сомневаюсь, что кто-то будет против того, что при сборке контролируется момент установленный как на дин.ключах, так и на гайко-, винто-, шуруповертах.
-
Но все-таки в поверочной схеме ГОСТ Р 8.752-11 указаны гайковерты, винтоверты с погрешностью от 2 до 10 %, относящиеся к рабочим СИ
-

Ищу МП на моментные ключи TORCOFIX
metmot ответил на тема форума автора Sergei в Методы поверки и калибровки
Изменение к МП 26 231-2002.doc МП_07231-2011(TORCOFIX).pdf -
На каком сайте можно найти свою область аккредитации.
metmot ответил на тема форума автора бобр в Справочная информация
сайт Росаккредитации -
Психрометр ВИТ-2 обязан показывать неверно?
metmot ответил на тема форума автора Excalibur921 в Эксплуатация
Увлажните воздух в помещении и разница в показаниях термометров уменьшится -
прошу прощения за некорректную запись моих мыслей, Вы "раскусили" меня, то,что я геометрик. А все-таки, пожалуйста, поясните мне элементарный для всех, но не для меня, как правильно рассчитать и почему? Как правильно читать таб 2 ГОСТ 2405?
-
Я думаю, раз КТ 1,5, значит погрешность 1,5%, т.е при номинале 100(к примеру - кПа или кгс/см2) можно получить мин 98,5 или 101,5. ????!!! Так ведь не стыдно не знать, стыдно не узнать. К сожалению, по вашей эмоции понятно только, что я ошибаюсь. Будьте добры, расскажите пожалуйста, неужели верхний предел измерений умножаем на КТ и получаем погрешность? Значит я не правильно поняла таб 2 ГОСТ 2405?
-
Я думаю, раз КТ 1,5, значит погрешность 1,5%, т.е при номинале 100(к примеру - кПа или кгс/см2) можно получить мин 98,5 или 101,5.
-
Проект изменений приказа 1815
metmot ответил на тема форума автора Mindoz в Законодательная метрология
Значит купите с номерами Это в "Порядке.." нужно переместить мысль из предложения п.5 " Для СИ, не имеющих заводских номеров, вместо заводских номеров могут указываться инвентарные номера или др.информация, позволяющая идентифицировать СИ.." в п.4, тогда все встанет на место по этому вопросу. -
Проект изменений приказа 1815
metmot ответил на тема форума автора Mindoz в Законодательная метрология
Вы лучше их пронумеруйте. И тогда в формуляры можно будет ставить отметку Про извещение это уточнение сделано скорее всеего из-за бухгалтерской отчетности и для неё в этом то и проблема, что если мы сами нумеруем, это не является заводским номером. -
Проект изменений приказа 1815
metmot ответил на тема форума автора Mindoz в Законодательная метрология
В извещении оставили потому, что такое СИ обязательно нельзя использовать только в сфере госрегулирования, в других случаях вы можете использовать СИ например с оглядкой на протокол. Сложно представить картину, когда используется СИ с извещением о непригодности, пусть даже с оглядкой на протокол. -
Проект изменений приказа 1815
metmot ответил на тема форума автора Mindoz в Законодательная метрология
п.4 "...Для СИ, не имеющих заводских номеров,результаты поверки удостоверяются только знаком поверки, нанесенном на СИ". Значит опять на манометры, рулетки и др.СИ невозможно будет сделать запись в формуляре( паспорте)? Хотя в п.5 при выдаче извещения о непригодности можно указывать и инвентарные номера или др.информация Только что наше предприятие прошло сертификационный аудит и я получила замечание за то, что у меня "нет прослеживаемости проведения периодической поверки манометра". Хотя я, на всякий случай, распечатываю фото манометров после перииод.поверки и храню их. -
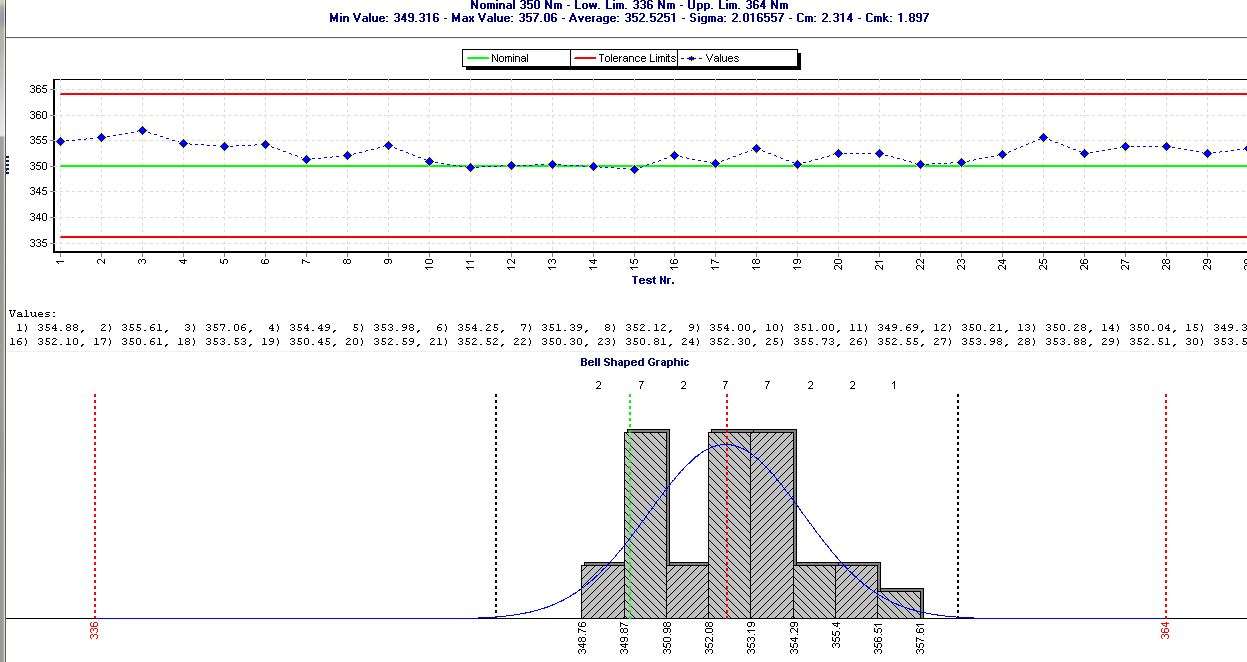
А подробнее о процессе можно узнать? О датчиках Вы пишете во множественном числе, а ключ один. 30 точек это 30 датчиков? Вы проверяете эти датчики? Они при проверке стоят на одном месте относительно ключа, или это какая-то конструкция с несколькими датчиками и последовательным их нагружением? Я бы не стал. Тем более, что обычно это приводит к смещению всего графика, а горбы остаются.Поддержу "предыдущих ораторов", обратите внимание на сам процесс и сделайте выборку побольше. Один ключ нагружает один датчик. Я настраиваю ключ. При первоначальной настройке делаю 30 нагружений, чтобы убедиться, что процесс стабилен. При периодической калибровке датчик нагружаю 5 раз. Периодич.калибровку выполняю 1 раз в мес. Данные периодической калибровки анализирую по картам Шухарта. Видимо мне нужно "Учиться, учиться и еще разучиться", как завещал Великий Ленин и до конца понять, что такое нормальное распределение.
-
Гистограмму строит программа. Это показания датчиков кр.момента, которые нагружаются моментным ключом. Никакие значения не удалялись, получены подряд друг за другом. Все есть как есть. В умных книгах и разного рода стандартах по статистике написано, что сначала надо убедиться, что распределение - нормальное. Но вот у меня так, и что теперь делать? Перенастроить ключ "пониже" на 2 Нм? А нужно ли, если показатели хорошие?
-
Рентабельность и нерентабельность для ЦСМ
metmot ответил на тема форума автора Ксения в Общие вопросы
вам нужно направить в родной ЦСМ официальный запрос на бланке Вашего предприятия на выставление счета на оплату зза поверку. Тогда они пришлют Вам ответ о невозможности проведения работ. Посмотрите вложение. Untitled.pdf -
Здравствуйте, на сайте Росстандарта в рубрике вопрос-ответ наткнулась на ответ, который по моему мнению вводит в заблуждение.

-
по ГОСТ 7502 вытяжные концы рулеток с держателем (по-вашему " с зацепом") до 5 м
-
Коллеги, прошу уточнить, кроме бланка акта проведения проверки есть какой-либо документ, устанавливающий, что при ее проведении контролируется реагирование на минимальный расход газа? Бланк разрабатывает каждая организация-поставщик на свое усмотрение? Этот бланк имеет нумерацию, как приложение 17 к какому документу? Наталья Юрьевна, почему бы в суд не попробовать позвать в свидетели мастера АДС Полетаева, поверителя Храмова, руководителя метрологической службы СГК Семенова, представителя ПМТУ Росстандарта? Что за странный у вас адвокат Абакумов А.Б.