Поиск в системе
Результаты поиска по "КИМ" в темы.
Найдено 619 результатов
-
Здравствуйте, помогите пожалуйста! Приехали к нам калибровать КИМ, Кто должен заниматься измерением мер? Сами сотрудники или все таки поверитель?
-
Доброго времени суток. Помогите кто может. Сломался модуль ACM01(прошивка ver.2.7), ставлю новый ver.3.3 не идет. Хочу понизить прошивку а утилиты нет. Скиньте пожалуйста у кого есть утилита FdcTool.
-

Вопросы по КИМ Мастер-Эксперт и ПО Rational DMIS
тема форума создал Микрон_Милиметрович в Эксплуатация
Доброе утро, уважаемые коллеги! Я хотел бы глубже изучить это чудо современной метрологии — координатно-измерительные машины (КИМ). Лично я работаю на такой измерительной системе (Мастер-Эксперт с ПО Rational DMIS) чуть более трёх месяцев, и у меня накопился ряд вопросов, на которые, к сожалению, поставщики дали неполные ответы. Если кто-то ещё сталкивался с этим симбиозом китайской и английской инженерии, давайте поможем друг другу и поделимся опытом. Вот вопросы, которые меня интересуют (возможно, они покажутся вам простыми, но тем не менее): Выбор диаметра. При оценке отверстий и валов машина выдаёт три диаметра: максимальный, минимальный и средний. Какой из них имеет большее значение для производства? Проблема среднего диаметра в том, что если отверстие будет эллиптическим, калиброванная пробка не войдёт, нутромер покажет отклонение, а среднее значение от КИМ при этом может оказаться в пределах допуска. Какой параметр на практике является решающим? Поверка эталонной сферы. В методике поверки в качестве эталонов указаны сфера и набор концевых мер. С мерами всё понятно — их периодически поверяют. А вот эталонная сфера — нет. Условно, ЦСМ говорит: «Мы верим сертификату на сферу, выданному в королевстве, он действует на протяжении всего срока службы машины». Но при проведении калибровок щупа его наконечник неизбежно контактирует со сферой, и её поверхность со временем изнашивается. Вопрос: Переходит ли погрешность, вызванная износом сферы, в систематическую погрешность измерений после калибровки щупа? Буду благодарен за ваши советы и комментарии! -
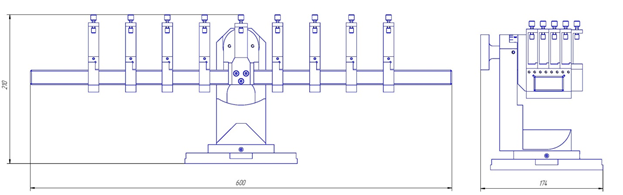
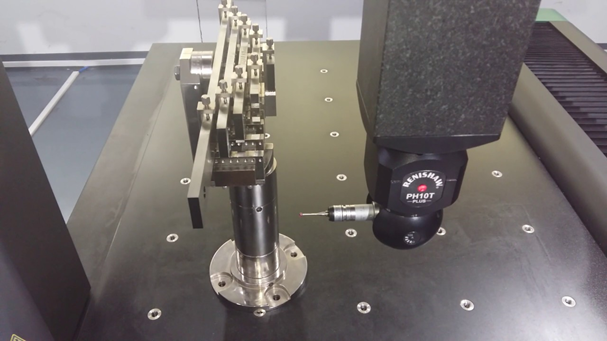
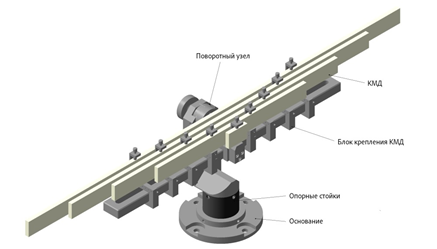
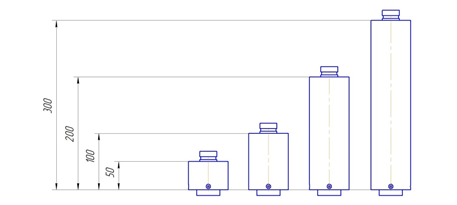
Здравствуйте! На современном производстве имеется большое количество координатно-измерительных машин (КИМ). Для проведения качественных измерений и беспрерывной работы каждая машина должна проходить своевременное техническое обслуживание, которое включает в себя проведение калибровки или поверки. Часто многие специалисты сталкиваются со сложностями при проведении данных работ связанных с закреплением КМД непосредственно на КИМ, прибегая к использованию подручных средств (магниты, угольники и т.д.). Именно поэтому предлагаем вам приобрести «Устройство фиксации КМД" (рис. 1), которое позволит проводить поверку/калибровку в соответствии с МИ 2569-99 и выполнять позиционирование КМД без применения подручных средств. Рис. 1 Габаритные размеры Устройство позволяет одновременно позиционировать пять КМД вдоль линий, параллельных координатным осям, и по одной пространственной диагонали пространства измерений КИМ. Устройство состоит из основания, опорных стоек, поворотного узла и площадки для крепления КМД (рис. 2): Рис. 2 Общий вид устройства фиксации КМД Для обеспечения фиксации устройства на основании машины КИМ используются стандартные винты M8, M10 или M12, совместимые с различными типами КИМ. Набор опорных стоек (рис. 3) позволяет установить необходимую высоту КМД относительно плоскости стола машины, что позволяет использовать данное устройство на различных по диапазону КИМ. Рис. 3 Опорные стойки Поворотный узел обеспечивает наклон КМД под заданным углом 0-45°, а так же вращение вокруг оси 0-360°, что позволяет калибровать все рабочее пространство КИМ. Блок фиксации КМД позволяет одновременно надежно и быстро позиционировать пять концевых мер длины относительно друг друга. Зажимной механизм предотвращает выпадение концевой меры. Для обеспечения наименьшего прогиба, КМД устанавливается узкой боковой поверхностью на две цилиндрические опоры. Для правильного позиционирования опор создана специальная шкала с маркировочными точками Эри. Диапазон размещаемых КМД от 50 до 1000 мм. Характеристика Значение Габариты (ДхШхВ), мм 600х174х210 Материал Сталь Угол вращения вокруг оси, град. 360° Угол наклона, град. 0-45° Градуировка угла, град. 15° Наибольшая КМД для зажима в плоскости XY, мм 1000 Количество позиционируемых мер длины, шт. 5 Опорные стойки, мм 50, 100, 200, 300 Вес, кг 12 * * - Вес указан с опорной стойкой 50 мм. Являясь разработчиком и производителем данного устройства, мы имеем возможность вносить конструктивные изменения под ваши требования, например, для машин с меньшим диапазоном измерений. Вопросы по стоимости, срокам и вариантам исполнения прошу направлять в личные сообщения, либо на почту red-pass@mail.ru
- 8 ответов
-
- 1
-

-
- поверка ким
- координатно-измерительная машина
- (и еще 2 )
-
Вопросы по КИМ Мастер-Эксперт и ПО Rational DMIS
Гость ответил на тема форума автора Микрон_Милиметрович в Эксплуатация
Доброе утро. Работала с КИМ, но с другими. 1 Вы абсолютно правы, средний диаметр это не "реальный" диаметр. С другой стороны, трехстороннюю огранку вала, например, не поймать ни микрометром гладким, ни скобой рычажной, ни другими средствами измерений, предназначенными для измерений наружных размеров и подходящими по конструкции для измерений валов. Собственно и фактический диаметр вала подобными средствами измерений определяют как среднее значение из измеренных. Некоторое ПО КИМ позволяет выдать протокол с массивом измеренных значений и (или) рисунком, на котором изображены вписываемые максимальные, минимальные, средние окружности (и другие). Как на рисунке, так и по числовым значениям будут видны максимальные отклонения от номинального значения диаметра. Опять же смотря какие цели измерений на производстве. То есть какой класс допуска на контролируемый размер, есть ли требования к отклонению формы и пр. 2 Сферы есть утвержденного типа. Например, недавно утвердили тип сфер, регистрационный номер 96468-25. Посмотрите в ФИФ ОЕИ описание типа на них, вдруг метрологические характеристики сфер 96468-25 соответствуют требованиям, установленным в методике поверки Вашей КИМ. Оба эти вопросы болезненные, периодически их поднимают на конференциях, встречах. Конечно же, конечно же, если стеклянную сферу не ронять, то диаметр измениться не должен за пару десятков лет. Могу ошибаться, в стекле не спец. Возможно получится выйти из положения аттестовав сферу в качестве эталона. Если найдете ЦСМ с требуемой областью аккредитации и технической возможностью. Как ПО КИМ проводит расчет интересно, при испытаниях средств измерений в целях утверждения типа, скорей всего только проверяют номер версии, наименование ПО, контрольную сумму и алгоритм обработки. А вот было бы интересно проверить правильность расчета, измерить отклонение формы или расположения с помощью КИМ и с помощью альтернативного средства измерений (не КИМ), рассчитать погрешность именно расчета. А то как-будто ПО КИМ никто и не проверяет -
Коллеги, здравствуйте! Поставщик КИМ предлагает приобрести магазин щупов для КИМ. Может кто-то сталкивался с этим или кто-то использует в работе. Поделитесь пожалуйста о плюсах и минусах в работе этого магазина и необходим ли он. Заранее спасибо!
-

Перечень СИ для измерений в сфере
smska ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
Пришла недавно на предприятие, вот разбираюсь у микроскопов старых аттестат, они там даты ставят, продляют аттестацию. Твердомеры не хотят все в цсм проверять, дорого, калибруют. Манометры калибруют экм, где то проверка, где-то калибровка, процедуры калибровки не указаны нигде по мп или своим мк. методики измерений на Ким не аттестовывают -
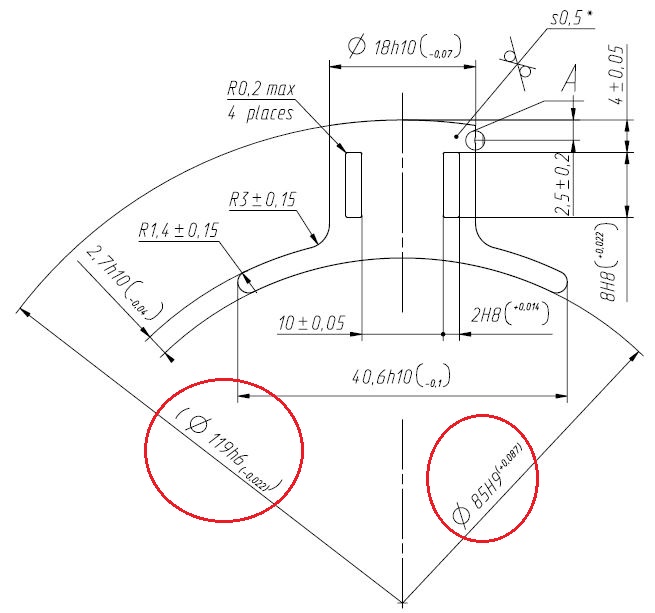
Всем привет! Ситуация следующая. Требуется измерить диаметр на листе полюса (на чертеже отмечено). Загвоздка в том, что номинал диаметра большой, а сектор для измерения короткий. Из оборудования имеется ВИМ и КИМ. Вот сколько раз строю сектор, то вот и столько же разных значений получается на одной и той же детали, и при этом диаметр всегда показывает больше чем номинал. Я понимаю, что для измерения диаметра/радиуса нужен сектор больше, так как для оборудования такое маленькое скругление=прямой участок, и оно само достраивает окружность по каким-то своим соображениям. Соответственно есть несколько вопросов: 1) Может вам на глаза попадался документ, в котором прописано, каким должен быть минимальный сектор для построения окружности при измерении диаметра и радиуса на КИМ и ВИМ, как маленького так и большого размера? 2) На каком оборудовании вообще можно с такой точностью измерить данные диаметры при таком маленьком секторе (шаблоны не предлагать, так как их тоже нужно контролировать)? 3) Вот вам принесли такое на измерение, вы бы взяли в работу? Если нет, то с какой формулировкой вернули бы обратно это конструктору? Спасибо)))
-
Так вроде бы что-то подобное уже было. Обновили? Скачивать влом, память в телефоне не резиновая. Да и времени на его изучение - жалко. Но по предыдущему подобному запомнилось что аналогом всех стационарных ким является ким лапик. Занавес. Дальше я его не читала
-
Добрый день. Среди тех кто использует КИМ фирмы MITUTOYO. Подскажите вы занимались перемещением КИМ и если да, то к кому обращались? Как смогли отключить датчик перемещения? Или может быть кто-то знает "хакеров" которые смогут отключить датчик перемещения, без потери функционала КИМ
-
Данные: имеется деталь с множеством отверстий, центра которых находятся на одном диаметре. Необходимо узнать этот фактический диаметр. Сами отверстия замерены, найдены пересечения осей этих отверстий с плоскостью, а вот как по этим точкам построить окрежность - вот на это не могу найти ответа. Облазил всё, что мог, так и не нашёл, как это сделать
-
Здравствуйте, кто сможет описать работу колибровку щупа. Алгоритмом по порядку с скринами и описанием
-
Поиск организаций , оказывающих услуги по контролю деталей на КИМ
тема форума создал metrolog61 в Учреждения
Уважаемые коллеги, ищу организации, оказывающие услуги по контролю крупных деталей на КИМ в Рязани и соседних центральных областях. Подскажите, у кого есть такая информация. -
Добрый день! Нужен паспорт или Руководство где прописаны требования к основанию для постановки КИМ можно на почту pa.artyukhin@sollers-auto.com
-
Добрый день. Предыстория. Пару лет назад организация, где я работаю, решила купить КИМ. И купила. После подписания контракта оказалось, что температура в помещении должна быть не просто от 18 до 22 градусов (как было в ТКП), но еще и диапазон изменений за сутки должен быть не более 1 градуса, а за час - не более 0,5 градуса. Местный подрядчик по вентсистемам обрадовал нас, что ловить пол-градуса - это только прецизионным кондиционером за млн.+, подешевле (ИМХО около 350 т.р. - канальный китайский кондей с 8-точечной разводкой) пообещал сделать поддержание температуры в пределах градуса, но по факту получилось около 3,5 градусов: кондей за 15 минут ронял температуру, а потом за 20 минут она поднималась обратно. Датчик температуры кондиционера злостно тормозил, да и сам алгоритм управления явно далек от написанного в документации. Год я его пытался пинать, но в ответ слышал лишь "покупайте прецизионный кондиционер задорого" и почему-то "улучшайте термоизоляцию помещения". После первого ТО и комментариев от поставщика КИМ мне все это надоело и вместе с парой коллег мы с затратами менее 100 000 рублей доработали систему и теперь имеем большую часть времени отклонение от уставки в пределах 0,1 градуса с кратковременными отклонениями до 0,3, если внешние условия не уводят за пределы возможности климатической установки (например, когда в жару +31 за стеной комнаты в нее набилось 4 человека - мощности кондиционера не хватило и температура пошла вверх). Собственно, вопрос к уважаемому сообществу - можно ли как-то заработать на нашем решении, или функционально схожие решения давно известны?
-
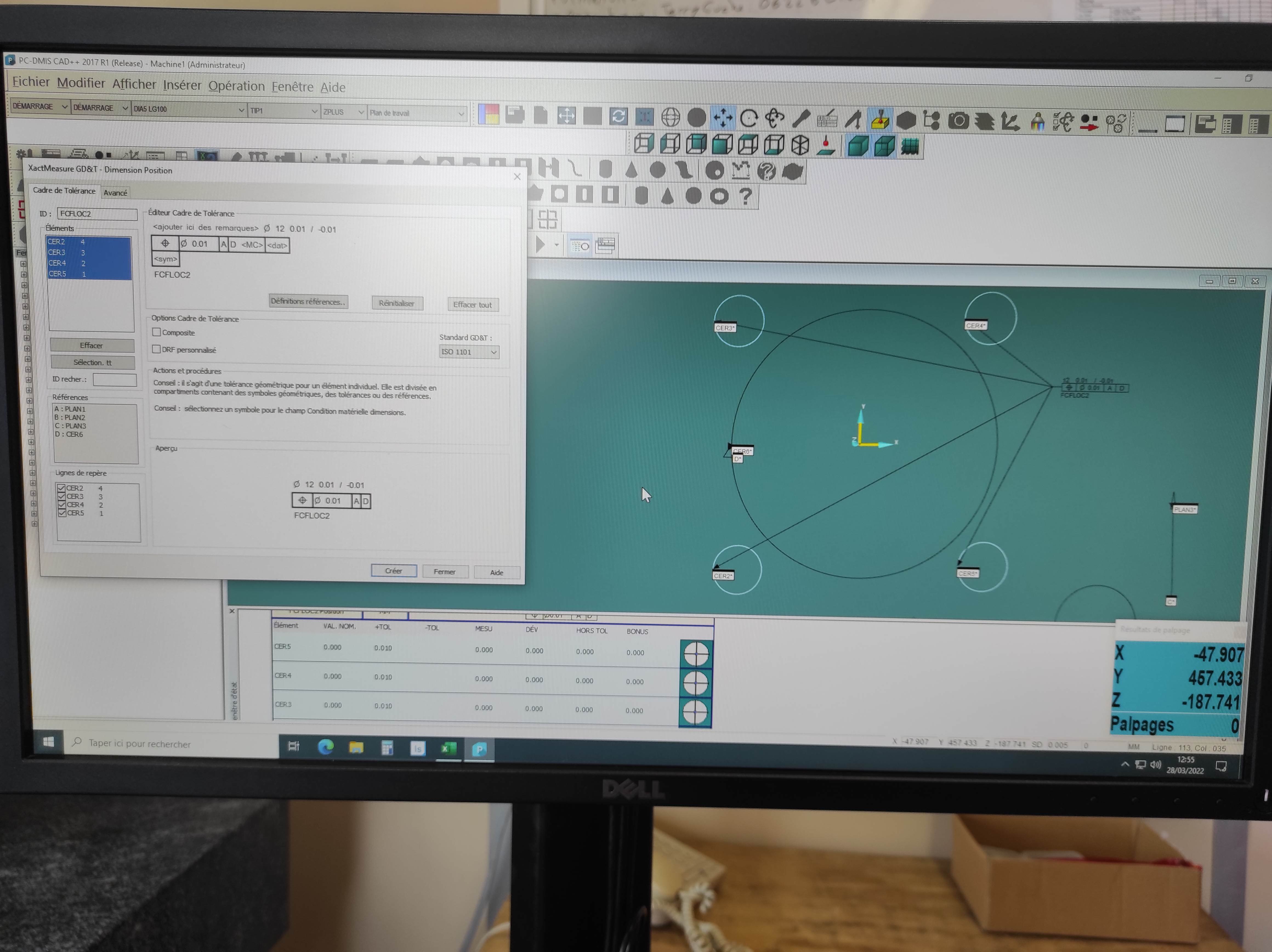
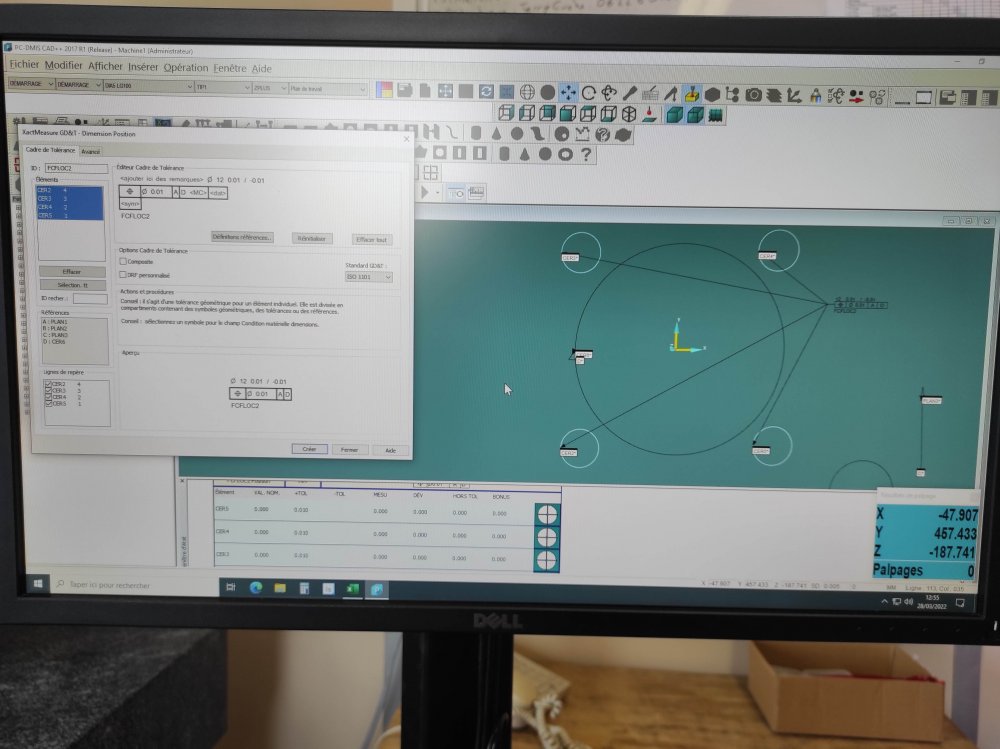
Здравствуйте, уважаемые метрологи! Подскажите, пожалуйста, кто работает на КИМ hexagon. Как измерить позиционный допуск? Я ввожу все данные, но вот куда записать размер в рамочке? Прикрепляю фото. Знаю, что вопрос глупый, поэтому не ругайтесь. Всех благодарю за ответы и помощь. Спасибо, друзья
-
На КИМе пока не прочувствовала. У меня и без температурных колебаний цифры скачут (повторяемость точки не очень, 3-5 мкм, возможно из-за вибрации оборудования в соседнем помещении). А вот при применении нутромера индикаторного с микронной измерительной головкой (нутромер повышеной точности) - да. А всего лишь приоткрыли окошко. В помещении душно было. А на улице - свежо. И у меня диаметр отверстия в латунном корпусе прямо на глазах стал изменяться. Потому что нутромер на легком сквознячке быстрее "остыл", и ноль ушел. Пришлось все бросить. Нормально проветрить. И потом только через 2 часа продолжила, когда все устаканилось и выровнялось. Кстати, ноль вернулся. И диаметр тоже. Не знаю какая КИМ у автора. А у меня рабочий объем 2000*1000*800 (гранитная плита ~ 3500*1300*300). И в ее РЭ тоже прописаны жесткие условия к градиенту как по времени, так и по объему. Но мне немного повезло, выделили под нее помещение, которое само по себе достаточно термостабилизировано. Кондей включаю не часто. Но даже при его работе у меня температура не носится вверх-вниз на 3 градуса. И кстати, в КИМ у меня стоит свой температурный датчик, и машина сама автоматически вводит температурную поправку к измерениям, в зависимости от материала измеряемой детали. А если бы датчика не было, то пришлось бы это делать руками (вводить значения температуры). И так целый день сидеть щелкать цифры?!
-
И чем же такая КИМ плоха?! Как по мне, это нормальные требования к линейным измерениям высокой точности. Когда вся система (не только КИМ, но и измеряемая деталь) термостабилизирована. Еще советский рд 50-98 это требовал. А вот то, что температура в помещении гуляет на 3,5 градуса в пределах часа - это как раз ненормально. Микроны не поймаешь. Там даже сотки полетят. Потому что у каждого материала свой коэффициент температурного расширения. Да еще и габариты влияют. У массива гранита одни свойства, у материала портала - свои. У пиноли со щупом и энкодерами - свои. У детали - соответственно свои. Кто-то из них быстро отреагирует на изменения условий, кто-то будет долго перестраиваться. Ну какое тут единство измерений?!
-

Аттестация методики измерений
Ника ответил на тема форума автора narzissee в Методы поверки и калибровки
Ну это идеальный случай, когда совпадают все три базы - конструкторская, технологическая и измерительная. В жизни - это далеко не так. Так измерение отклонения форм (плоскостность, овальность, цилиндричность) или взаимного расположения элементов относительно друг друга? Вы уверены что у разработчиков ПО КИМ и у ваших технологов совпадают "представление о прекрасном"? КИМ вписывает элемент усредненно по выявленным (натыканым) точкам. Например, ей достаточно 3 точек, что бы построить плоскость. Но насколько эти точки правильно опишут положение плоскости в пространстве? Одна точка попала в "ямку", другая - на бугорок, и фактическая плоскость окажется совсем не параллельна измеренной (вписаной). А вы ее берете за базу. Но и 100500 точек - тоже не есть хорошо. Да, вы лучше выявите неплоскостность поверхности, и в пространстве она будет вписана более правильно, но при этом потеряете драгоценное время на сбор и обработку этой информации. Вот и надо попытаться договориться с технологами о "необходимо и достаточно". -
Коллеги, закупаем КИМ. В описании типа в комплектности, кроме всего прочего указаны Сфера и МП. В методике поверке в средствах поверки указано: "Сфера номинальным диаметром 25,4 (рег номер 64593-16) ". Поставщик КИМ отказывается предоставлять поверенную сферу, поставит нам только с сертификатом о калибровке от производителя. Коллеги, из и опыта Ваших знакомых)), возможно ли проведение поверки откалиброванной Сферой? Стоит ли настаивать на поставке поверенной?
-
Здесь бы КИМ помогла, но эта вещь достаточно дорогая. Можно попробовать попросить тех, у кого она имеется.
-
Продам крепежную оснастку для КИМ российского производителя (Аналог Alufix)
-
Здравствуйте! Кому не сложно, если кто знает, могли бы вы подробно описать то как работает портальная КИМ? Начиная с действия "кладем деталь на измерительный стол" и т.д. Каким образом снимаются показания, как выбираются щупы, каким образом она передвигается по осям? Как можно подробней. Очень прошу! Я пишу диплом по совершенствованию процесса контроля качества готовой продукции на одном из предприятий. Суть в том, что я заменяю метрологическое оборудование на КИМ, но принцип работы КИМ, до конца так мной и не изучен, в интернете очень мало информации. Заранее СПАСИБО огромное за ответ!
-
А КИМ у Вас уже есть? Тут стоит понять, что Вам нужно - просто проверять для самоуспокоения, неким технически надёжным способом; или же получать юридически значимые результаты. С технической точки зрения калибр - это не грааль святой, а кусок металла с относительно жёсткими допусками. И проверять эти допуска Вы можете любыми подходящими методами. Нормальная КИМ на размере среднего калибра даёт точность в единицы микрометров, что позволяет измерять диаметры калибров в большинстве случаев. С другой стороны, вот так с налёта полностью проконтролировать даже резьбовую пробку шариковым наконечником КИМ банально невозможно. Например, если радиусы во впадине резьбы будут больше допустимого, то калибр перестанет входить в резьбу раньше необходимого момента, с контактом по этим самым радиусам. При этом внутренний диаметр может быть в допуске. Для контроля радиусов нужен контурометр или что-то типа этого - если говорить про контактные методы. Можно вкладывать в углы гладкие калибры разных радиусов и на просвет смотреть, с каким совпадёт. Точность - ну сами понимаете, такая себе. Прямолинейность образующей шариком тоже полностью не проконтролируешь, он упрётся в внутренний диаметр. Пока не упрётся - замерить можно. Угол между сторонами резьбы - аналогично. Теперь чуть ближе к полю. Если калибры у Вас изначально поверенные, и Вы поверке доверяете, то есть считаете что калибр полностью по всем размерам находится в допусках по ГОСТу, то очевидно что при эксплуатации калибр будет изнашиваться определённым образом. Если радиуса во впадине были в допусках, то вряд ли на них мог нарасти металл Можете мерить на КИМ средний диаметр и внутренний - если найдёте подходящие наконечники маленького диаметра. Наружный диаметр измеряете чем угодно с подходящей точностью. С кольцами аналогично, разве что с наружным у них будет сложнее, если нужных щупов не найдёте, я даже не знаю, чем их ещё можно замерить. Как вариант, предлагаю самим сделать щуп, округлив конец иголки с помощью алмазной пасты и деревяшки. Потом откалибровать по гладкому кольцу. Мой бывший завкаф 60 лет назад в аспирантуре таким образом делал наконечники для самопального индикаторного измерителя среднего диаметра внутренней резьбы. Потом проверял получающийся радиус на УИМе и тёр снова.