boss
-
Число публикаций
3528 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя boss
-
Конуса на выходном торце диафрагмы может и не быть: ГОСТ 8.586.2 п.5.1.5.3 "Толщина Ед диафрагмы должна быть в пределах от е до 0,05D" ... п.5.1.6.1 "Если толщина Ед превышает длину е, то отверстие диафрагмы должно иметь скос со стороны выходного торца"
-
Поверка метеорологических термометров
boss ответил на тема форума автора Ladita в Проведение поверки
Термометры бывают не только с вложенной и приложенной шкалами... Погрешность стеклянных термометров, помимо всего прочего, зависит еще и от формы капилляра... РМГ 29-2013 п.5.20 поправка: "Значение величины, вводимое в показание с целью исключения систематической погрешности". Соответственно, если нужны поправки ко всем оцифрованным делениям, определяют погрешность на этих точках... -
Приказ N 1815 Порядок поверки
boss ответил на тема форума автора метролог2009 в Законодательная метрология
"Узок круг этих революционеров. Страшно далеки они от народа." © ИМХО. В действующей и предлагаемой редакции 1815 эта строка в свидетельстве не нужна вообще... -
Приказ N 1815 Порядок поверки
boss ответил на тема форума автора метролог2009 в Законодательная метрология
Причем здесь наклейка? Разве знак поверки (не наклейка) не содержит нужной информации -
Приказ N 1815 Порядок поверки
boss ответил на тема форума автора метролог2009 в Законодательная метрология
ИМХО, нужно эту строку использовать для отражения факта наличия или отсутствия знака поверки на СИ (важно для коммерческих СИ), соответственно, с указанием реквизитов предыдущего знака поверки: "- наличие знака предыдущей поверки, шифр организации, проводившей поверку, шифр поверителя, год предыдущей поверки (если такие сведения имеются);" -
Приказ N 1815 Порядок поверки
boss ответил на тема форума автора метролог2009 в Законодательная метрология
А судьи кто?... © Как действующий, так и предыдущий з-ны об ОЕИ фактически предоставляют возможность выбора оформления положительных результатов поверки поверителю. Однако есть ряд СИ, на которые по традиции, по необходимости, по требованию контрагента держателя СИ и т.д. (обсуждалось на форуме) имеется необходимость нанесения знака поверки на СИ и оформления с-ва о поверке на это же СИ... ИМХО, может уже следует поправить формулировку части 4 ст. 13 ФЗ-102: "Если особенности конструкции или условия эксплуатации средства измерений не позволяют нанести знак поверки непосредственно на средство измерений, а также по требованию заказчика, ..." -
А вы не стесняйтесь... на ТР-1 с цд. 0,01 °С можно увидеть отсутствие превышения допускаемой погрешности измерения в 0,02°С. А на дисплее цифрового термометра с разрешением 0,01 °С вы не увидите превышение указанной погрешности измерения, например, в 0,024°С
-
А через сколько десятилетий окупится такая замена тех же ТР-1?
-
По условиям п. 6.4 ГОСТ 33-2000 ТР-1 - наиболее подходящие, имеют ц.д. 0.01 °С и после калибровки (приложение В2 ГОСТ 33-2000) вполне обеспечат точность ±0,02°С, как того требует п.6.4 этого ГОСТ ЛТ-300 при пределах основной допускаемой абсолютной погрешности ±0,05 °С - не факт, что при калибровке покажет лучшие результаты, - кроме того имеет разрешение дисплея 0,01 °С (обоснование неприменения - см. выше)
-
Приказ N 1815 Порядок поверки
boss ответил на тема форума автора метролог2009 в Законодательная метрология
Прописывают некоторые деятели такие условия в МВИ (денежек, наверное, хотят нахаляву) , но это не соответствует ФЗ-102, согласно императивной норме которого (ст.15, п.2 ч.1, п.3 ч.3 и ч.5) надзорные функции за МВИ осуществляет исключительно МТУ Росстандарта... А вообще-то (уже где-то писал на форуме) п.5 раздела I «Порядка аттестации первичных референтных методик (методов) измерений, референтных методик (методов) измерений и методик (методов) измерений и их применения (утв. приказом Министерства промышленности и торговли РФ от 15 декабря 2015 г. N 4091, зарегистрирован в Минюсте РФ 20 февраля 2016 г., регистрационный N 41181)» предусматривает: «До внедрения в практику своей деятельности аттестованной методики (метода) измерений, за исключением первичной референтной методики (метода) измерений, юридические лица и индивидуальные предприниматели, проводят подтверждение ее реализуемости с установленными показателями точности. Данное подтверждение фиксируется актом оформленным в произвольной форме, который хранится у юридического лица или индивидуального предпринимателя, использующего аттестованную методику (метод) измерений». -
Нет, нельзя... Заявленные пределы основной допускаемой абсолютной погрешности измерения температуры ТЦ-1200 в комплекте со щупом ±(0,02+0,00005·|t|)°С (при условии введения индивидуальных калибровочных коэффициентов штатного щупа ТЦЩ-1 по 3-м точкам в ТЦ-1200 (п.2.3.1., п.2.3.2 ЕМКТ.120.00.00РЭ). Для измеряемой температуры 30°С абсолютная погрешность измерения составит ±0,0215°С. Кроме того, разрешение дисплея ТЦ-1200 (0,01 °С для ТС) не позволяет определить значение температуры в 3-м знаке, что важно для точных измерений температуры по методике ГОСТ 33-2000. P.S. Если есть желание все-таки заменить термометр ТР-1, то следует выбирать цифровой термометр с лучшими чем у ТЦ-1200 метрологическими характеристиками и разрешением дисплея 0,001 °С ...
-
долгосмеялся...
-
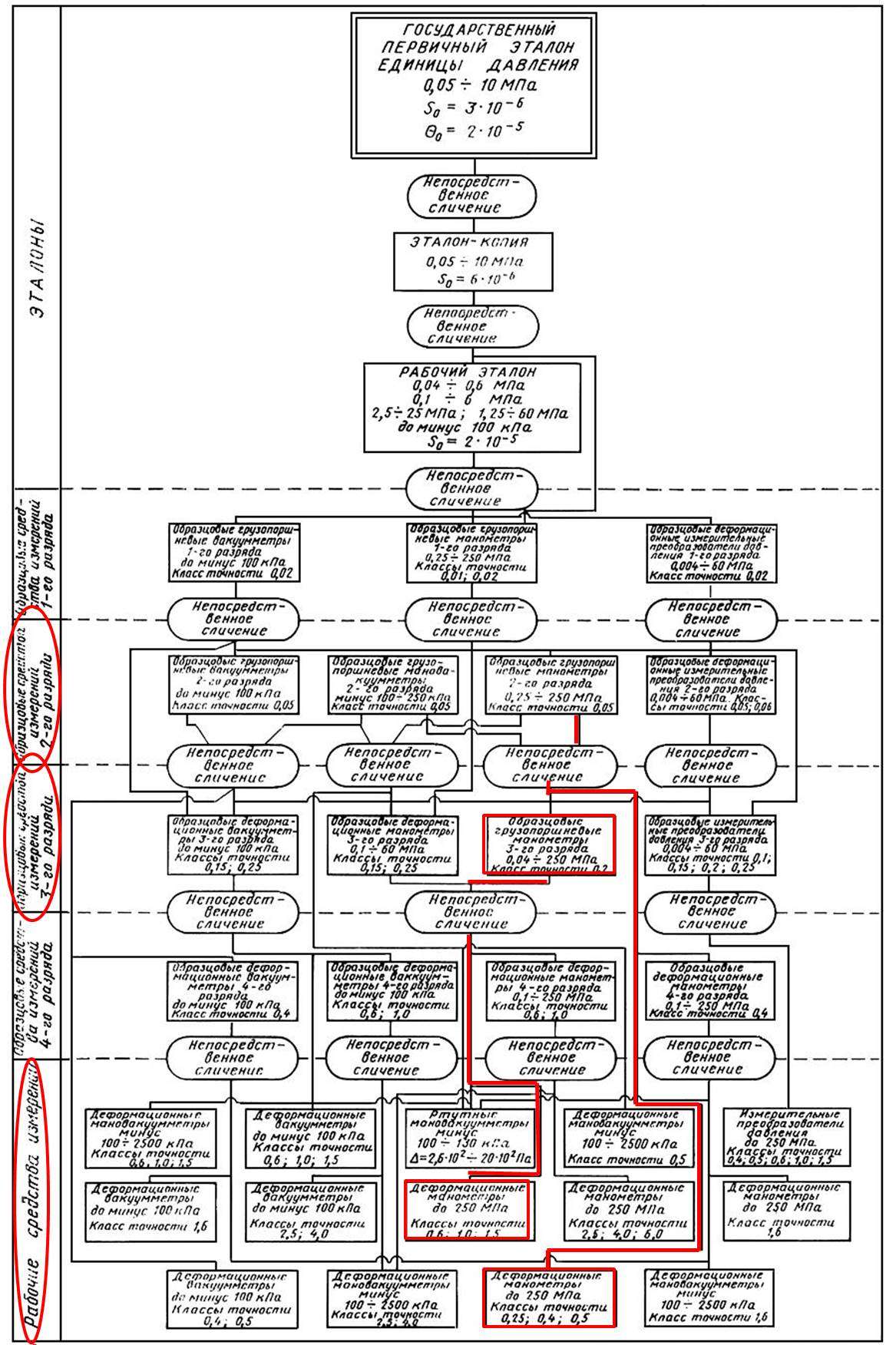
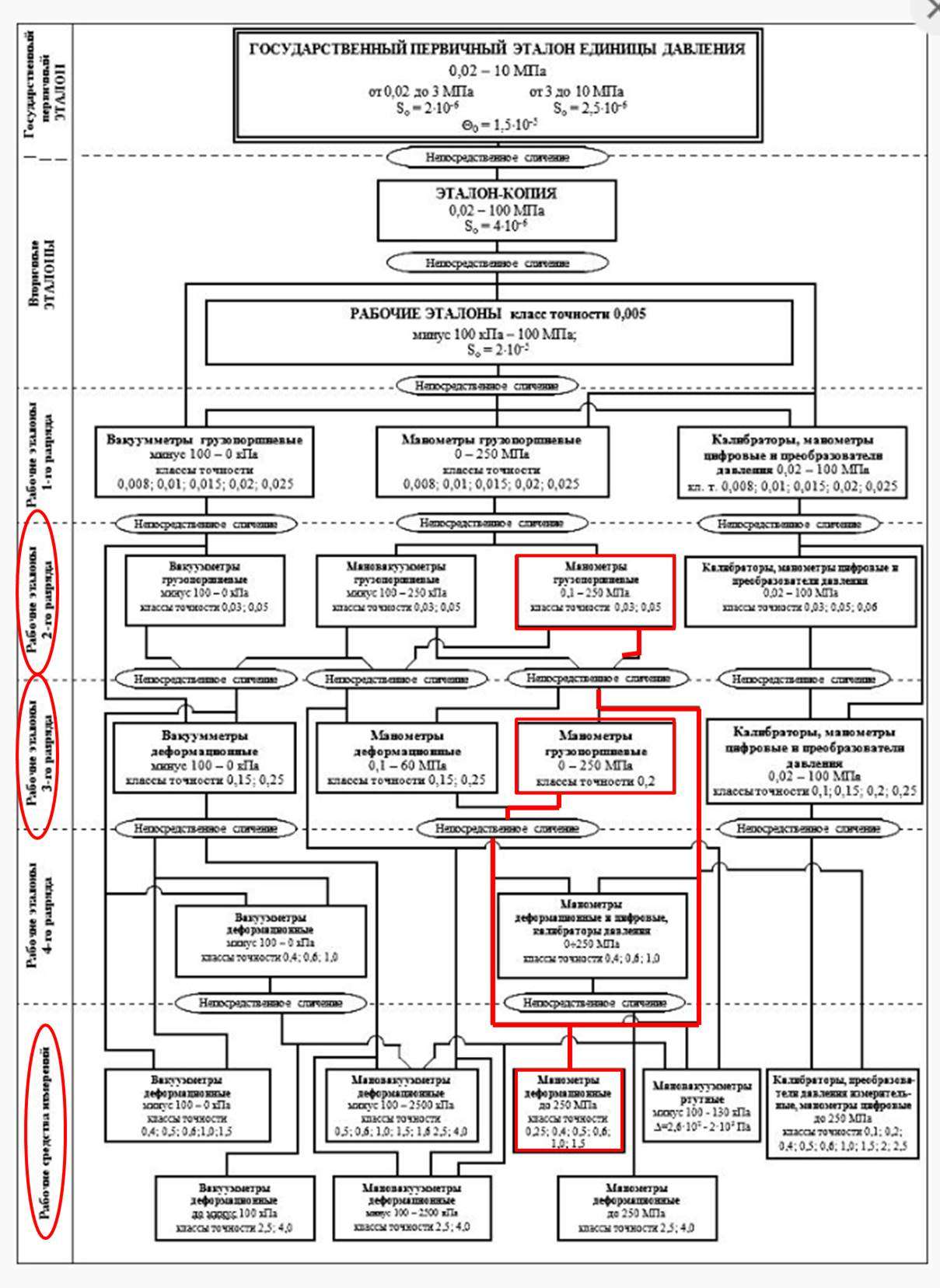
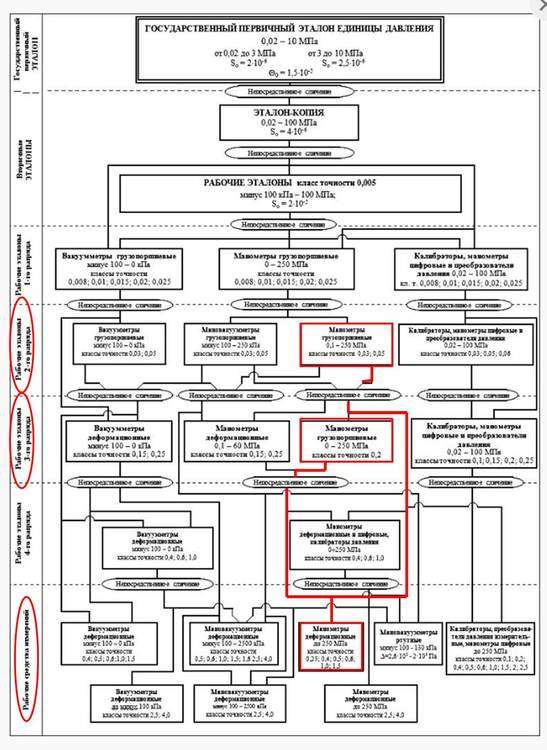
Поглядите: поверочные схемы 79-го и 2012гг в отношении деформационных манометров практически не отличаются друг от друга ... Слава богу... А разве речь шла о разрядах грузопоршневых манометров? Мне кажется вы больше переживали за физическую подготовку поверителей... Кстати, поршневую пару для МП-600 физически невозможно довести точнее из-за ее малых номинальных размеров. И "кривые руки" изготовителей здесь ни сколько не виноваты. Недаром ведь эти манометры работают на касторовом масле... Что касается вы сами-то пробовали с одного "захода" закачать трансформаторное масло одновременно в технический манометр и в МО кл.0,16 - хотя бы до 16 кгс, или до 40, или до 60... Не?

-
"Смешались в кучу кони, люди" © Еще раз: <Tim_L > «провели разделение труда: один пресс для рабочих СИ, второй -для эталона» https://metrologu.ru/topic/25854-грузопоршневые-манометры/?do=findComment&comment=184449 Лишнее доказательство, того, по деформационными манометрами вы не в теме: Сами-то пробовали притирать 3мм пару МП-600? Или так - поговорить просто...
-
Как же, как же, помним, помним! И про касторку - тоже: https://metrologu.ru/topic/25854-грузопоршневые-манометры/?do=findComment&comment=184045 А это не ваши слова: <Tim_L > «провели разделение труда: один пресс для рабочих СИ, второй -для эталона» https://metrologu.ru/topic/25854-грузопоршневые-манометры/?do=findComment&comment=184449 Чё, и пруфы можете предоставить? Похоже, вы сами (лично) ремонтом манометров никогда не занимались... Да и поверкой - тоже: <Tim_L > "в соседней ветке этого же форума "Эталоны" всплыл один очень интересный вопрос. В МП по разным изм.приборам избыточного давления указывается, что их поверку необходимо провести при повышении и понижении поданного давления" https://metrologu.ru/topic/25854-грузопоршневые-манометры/?do=findComment&comment=183966
-
поверять можно... А еще и ну очень удобно регулировать после ремонта... Особенно в диапазоне от 16 кГс/кв.см...
-
Ужо-ос!!! Какой же был номер агента "07" или "08"? Тут уж не до сна ...
-
То есть, вы полностью не в теме! Тогда не надо здесь заявления заявлять типа такого: <msk.kz> "Время поверки прошло ..."
-
Вы как эксперт-сказочник ответьте на технические вопросы заданные вам лично
-
То есть - ведомственной поверки - не было? Вы точно про нашу страну пишите? Т.е. кроме счетчиков на этих узлах учета никакие другие СИ не применялись, конфигурация ИТ, параметры абсолютного давления и температуры газа на этих узлах были идентичны - так? И калибровку теперь проводят одновременно? И это всех спасает от разногласий? Ну вы тогда не эксперт, а .... суперсказочник ... О-о-о! Да вы в тренде Росстандарта...
-
О чем это вы? Примеры с ОТ в студию !
-
зачем вы привязались к датчикам? Возьмите ОТ на вторичны приборы - там все написано Вы хотите доказать Нам, что все сущесвующие приборы с выносными датчиками имеют ИК, тип которого требует утверждения? Или где?...
-
Поверка ультразвуковых комплексов учета газа
boss ответил на тема форума автора vaducha в Проведение поверки
Жаль, что не 45 секунд, как учили... -
жаль, что вы даже этот топик не с первой страницы читаете... да и весь форум - тоже... «Не кличь лихо, пока оно в отпуске тихо».
-
Поверка ультразвуковых комплексов учета газа
boss ответил на тема форума автора vaducha в Проведение поверки
Гобой-1 теряет дату при замене батареи питания...