Enzo
-
Число публикаций
735 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя Enzo
-
Аттестация камер тепла и холода по ГОСТ Р 53618-2009
Enzo ответил на тема форума автора sokodi в Испытательные лаборатории
Так-то ещё есть аспирационные психрометры МВ-4М и МВ4-2М, они хороши тем, что в отличие от ВИТа в них есть встроенный аспиратор и не нужны всякие приспособы и анемометры, а 2М ещё и 3 года МПИ имеет, что весьма удобно. Из минусов - тонкие термометры с тоненьким столбиком термометрической жидкости и снимать показания сложнее, + смачивание влажного обеспечивается не как в ВИТе доливом воды сверху, а грушей с водой снизу. Но немного практики и всё ок. -
Сейчас по приказу 2510 вообще главенствует не знак поверки в свидетельстве и не его оттиск на СИ, а только запись в ФИФОЕИ. Есть она с галочкой - годно, нет - на нет и суда нет. В вашем случае предположу, что свидетельство оформлялось позже другим поверителем и там стоит его индивидуальное клеймо. Сейчас юридически это не важно, если вы можете найти свой прибор в госреестре в разделе "Сведения о результатах поверки средств измерений".
-
Кол-во гигрометров
Enzo ответил на тема форума автора Gulnaz87 в Метрологическое обеспечение производства
Если найдёте такой ГОСТ, сообщите. Максимум, что я видел на эту тему, это СанПиН 2.2.4.3359-16. Сан-эпидем. требования к физическим факторам на рабочих местах -
Обеспечение производства СИ с поверкой
Enzo ответил на тема форума автора UGLI666 в Метрологическое обеспечение производства
Спасибо за разъяснения вам и Владимиру. Уточню. Имеется в виду заход одной губки за другую или просто край губки согнут, что создаёт просвет? Я с практической точки зрения интересуюсь. Если перед сдачей в поверку второй вариант обнаруживаю, то надфиль в руки и... -
Я с вами полностью согласен и тоже полагал, что после выхода приказа 2510 в Аршине появятся вложения со свидетельствами, чтобы можно было скачать. Но нет. Для нас с вами нет, как я понял, у поверителя, как аккредитованного на поверку лица, есть личный кабинет, где он может из Аршина вытащить свидетельства, а вот мы с вами, как заказчики, этого как раз не можем, что странно. Форумчане-поверители поправят, если ошибаюсь, знаю Аршин только со стороны заказчика.
-
Обеспечение производства СИ с поверкой
Enzo ответил на тема форума автора UGLI666 в Метрологическое обеспечение производства
Знаю, птица такая есть. А у вас это слово что значит? Просто интересно) -
Если эти предприятия работают не в СГРОЕИ, то вполне можно калибровать их. Плюс к тому, есть разные задачи. Например, у меня есть самодельные блины-гири в составе испытательного стенда. Что мы с ними делаем? Правильно, получаем аттестат на них от ОГМетр, который их взвешивает. Так что не всё так очевидно.
-
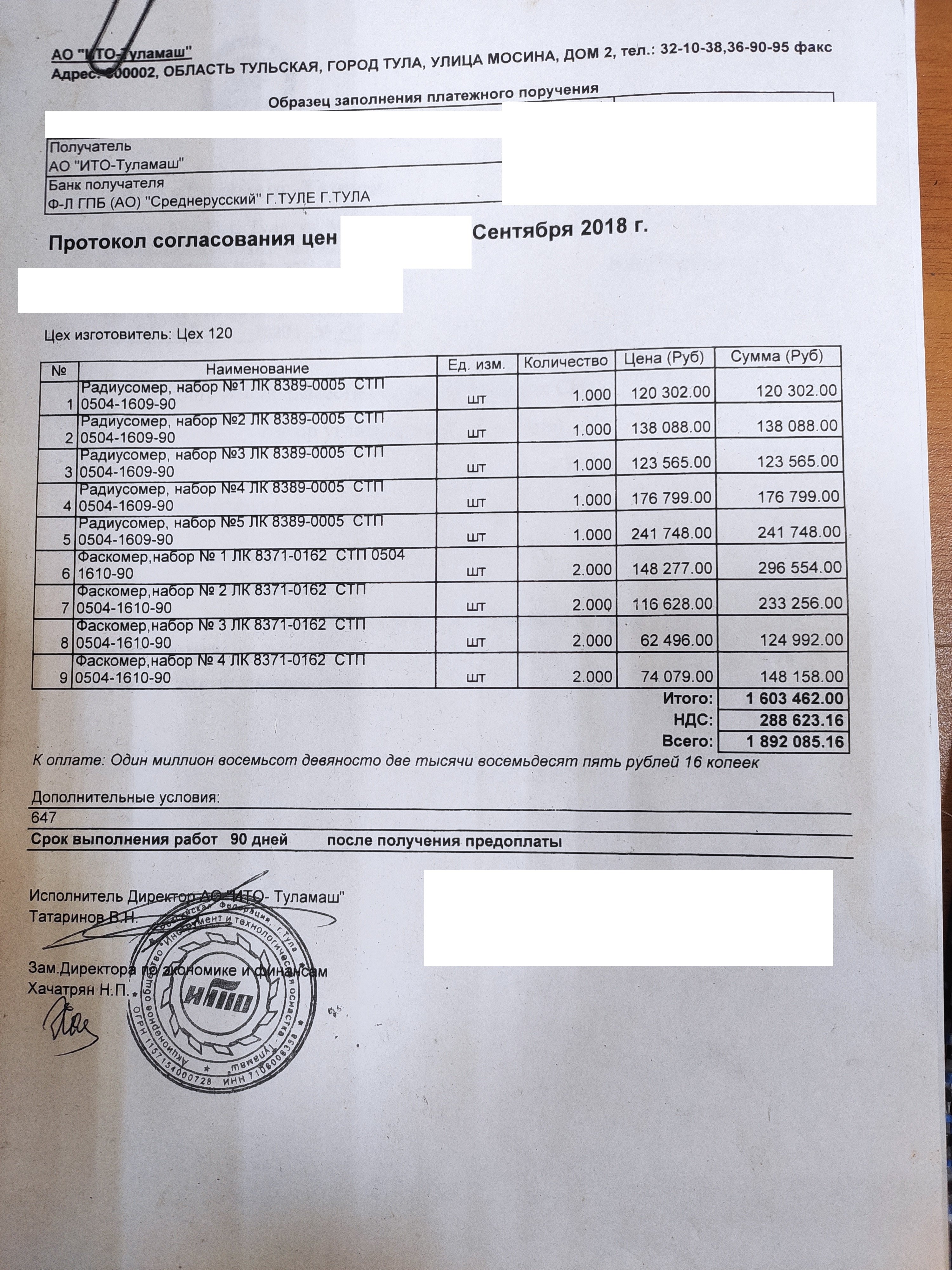
Так в итоге и не понял, щупы - это всё же СДК или СИ))) В нормативных документах точного определения я так и не нашёл. Ну разве что по приведённой вами ссылке было заключение об отсутствии оснований для отнесения технических средств к средствам измерений, где постулировалось начальником федерального агентства о по техническому регулированию и метрологии, что это не СИ. Как метрологу, мне естественно проще, чтобы это было не СИ, чтоб не бодаться с проверяющими, почему у меня на ОТК используются неповеренные щупы. С другой стороны, склоняюсь к СИ, ибо щупы - это те же КМД, только в профиль, просто меньше по толщине и хуже по точности. Если ссылаться на приведённый документ, то получается, что щупы, а вместе с ними наборы радиусов и фасок я должен как-то контролировать? Какой документ на выходе я должен получить, если не свидетельство и не сертификат, аттестат какой-то? Тогда какая периодичность контроля? Оно ж не в реестре, МПИ не заложен, тем паче, что какие ни купи - паспортов не дождёшься, где это указывалось бы. Я прямо в раздрае. На затравку, в тему про ИТО_Туламаш и их щупы и т.д. Выставляли нам как-то они счёт по запросу, вот такие вот они золотые инструменты делают. Мы немного покрутили пальцем у виска и брать не стали по таким ценам.
-
Очень похожа, да, наверно даже она и есть. У вас, случайно, не сохранилось на неё старых документов или она просто в консервации пожизненно стоит?
-
Спасибо!
-
Спасибо, схоронил к себе на случай вопросов у проверяющих, весьма недвусмысленный документ. Значит, в нашем случае технологическое оборудование.
-
В эту же тему задам вопрос из этой же серии: необходимо ли аттестовывать сушильную камеру, которая используется не для испытаний (что в ней будет являться испытанием кстати?), а для сушки окрашенных деталей для военных нужд? Например, по техпроцессу "выдержать х часов при температуре y градусов С". При том, что термопары и измеритель-регулятор программный типа ТРМ регулярно поверяются.
-
Справедливое замечание. Тип не стоит рядом с клеймом и номером. Но вполне может статься, что он был нанесён на самой оптической системе, которую кто-то прихватизировал. Это домыслы, поэтому и было интересно узнать, может есть у кого в наличии такой раритет, чтоб реконструировать его внешний вид, как оно должно быть. Может и просто стойка, да.
-
Спасибо за подробное изложение. Инструкцию по пользованию на С-I, C-II скачал, не похоже, что это оно, больше пока склоняюсь к оптиметру. Немножко оффтопа. В связи с затронутой темой об отнесении стоек и штативов к СИ, так и не осознал, как их контролировать и надо ли. Что за документ должен выдать ЦИЛ? А если на ОТК в военке оно будет, но без свидетельства (если это не СИ и не СДК), то запрещено в сфере или как? В моём понимании вообще есть некоторые серые зоны, которые хотелось бы прояснить. В основном работаю с геометрическими СИ на военном производстве. Разумеется, есть стойки (старые, но не как в этой теме, по-моему, КРИН), щупы, шаблоны радиусов (есть новые) и фасок (только старые, новые вообще не видел нигде и никогда). Стойки пока не носил, сдавал в поверку только индикаторы с них. Щупы частично калибрую, у рабочих не трогаю. Поверенные щупы пока не знаю, где взять, в основном внесённые в реестр сняты с производства или уже заводов нет. На шаблоны радиусов в ЦСМ получил сертификаты о калибровке, но опять, можно ли их на ОТК в сфере, хз. Шаблоны фасок пока не контролировал никак, не знаю, что с ними делать. И ещё встал вопрос о рабочих КМД (не разрядных) на станках. С одной стороны, сдача продукции идёт через ОТК и достаточно ОТКшные меры поверять, а у рабочих они вне сферы (пользуясь п.4.6 ГОСТ РВ 0008-001-2013: Примечание – К таким измерениям, например, могут относиться измерения, осуществляемые в технологических процессах выполнения ГОЗ, а также при создании и оценке качества продукции двойного применения при отсутствии требований законодательства РФ и ГЗ ОЗ). Но совсем рабочие КМД не контролировать это ж неправильно? Или я ошибаюсь? Так и так в поверку/калибровку сдавать же. А это довольно значительные средства в пересчёте на к-во наборов мер (+ремонт КМД и покупка новых, ибо за год большинству каюк), начальство недовольно. Пока есть у половины рабочих часть наборов или одиночных мер, на которые я смотрю сквозь пальцы как на приспособления для более точной установки детали, а у второй половины - поверенные небольшие наборчики, которые раз в год стабильно направляются на ремонт и первичную поверку почти в полном составе где-то на месяц и сами рабочие недовольны. Ну а я, как метролог, всегда крайний, но на замену дать нечего, ибо цитата начальства "я посмотрел в бухгалтерии, у нас в цеху и так их много числится", при том что станков втрое больше, чем наборов, а я уж не говорю про сменщиков, которые не хотят делиться своим инструментом и раздолбаев, которые просто портят/теряют инструмент. Что делать - не знаю. Кто осилил крик души метролога на производстве, дайте несколько советов, как быть, сам уже не вывожу, а старший товарищ уволился раньше, чем посвятил меня во все премудрости.
-
Нашёл в недрах кладовой парочку СИ производства ныне почившего ЛИЗа, похожих на оптиметры вертикальные. Дальнейшие попытки найти документы или хотя бы определить тип не увенчались успехом. Интернет не очень щедр на информацию о продукции ЛИЗ, прошу помощи в поиске инструкции к ним, описания типа, комплектности и подобной информации


-
Как принять метрологический надзор от Росстандарта
Enzo ответил на тема форума автора dann в Общие вопросы
Про побить все я, разумеется, пошутил, да. Тем не менее, остаётся вариант с отнесением ВИТов к малоценке. Канцтовары у вас в организации тоже списываются только по акту с синей печатью? В целом, можно ещё продумать вариант с внутренним распоряжением. Приказом директора обязать именно ВИТы списывать по истечении межповерочного интервала. В бухгалтерию цеплять к акту паспорта (если вы ведёте картотеку на них и им нужна бумага о начале отсчёта МПИ) и в самом акте прописать "В соответствии с распоряжением директора номер такой-то от такого-то числа..." бла-бла-бла. -
Как принять метрологический надзор от Росстандарта
Enzo ответил на тема форума автора dann в Общие вопросы
Может поговорить с бухгалтерией насчёт отнесения их к малоценным основным средствам? Тогда для них не нужна амортизация, они списываются сразу на расходы. Или как вариант просто побить их по окончании МПИ и списать по акту. Не очень гуманно, но с точки зрения экономии средств на поверку вполне возможно. -
Вот и я думаю, что многовато, даже если в разные стороны (хотя это вряд ли, т.к. прибор справа только в июле прошёл поверку, значит там должна быть заявленная погрешность) . Проверить влажность весьма затруднительно. Потому что есть только ИВТМ-7М и ВИТы, но с ВИТами стандартная проблема - обеспечение необходимой скорости аспирации, которая в помещении со стоячим воздухом околонулевая, а потому ВИТ будет меньше испарять воду с влажного термометра -> следовательно, показания будут близки к сухому и по таблице мы найдём значение относительной влажности с ещё бОльшими погрешностями, нежели дают эти ИВТМ-7М. Следующая поверка у того, что слева, будет только в октябре, значит ближе к ноябрю получу ответ. Будет удивительно, если он пройдёт поверку, а показания так и будут различаться. Тогда вообще не знаю, чему верить.
-
Добрый день! Имею в наличии 2 измерителя влажности и температуры ИВТМ-7М. По непонятной причине они имеют постоянную разницу в показаниях влажности 15-25%, хотя стоят рядом и температура на них до 0.1 градуса совпадают. Как такое может быть? Оба регулярно проходят поверку, батарейки заменял на свежие одновременно, последний раз вчера. И вот результат...

-
Вам обязательно необходимо измерение на своём производстве или просто результат нужен? Если их всего около 20 штук в год, то возможно Вам будет проще и дешевле данное изделие отвезти для контроля на ближайшее предприятие, имеющее КИМ и по договору за символическую сумму (а то и за спасибо, если в хороших отношениях) измерить этот размер (только советую выбирать хозяев портальных или стоечных координатных машин, измерительная рука может дать бОльшую погрешность, особенно в цеховых условиях). Посчитайте, во сколько обойдётся калибр/техобслуживание калибра и во сколько измерение на стороне+транспортировка в обе стороны, что получится дешевле - будет вашим наилучшим вариантом.
-
Добрый день, форумчане! Недавно случилась беда со штангенрейсмасом от Mitutoyo (артикул 570-302, номер в Госреестре 54803-13). На диапазоне 0-25 показывает привычно, похоже на правду по КМД. А вот начиная с плитки 30 и выше показывает больше на 0,06мм стабильно на всём диапазоне. Т.е. в диапазоне 25-30 мм появляется систематическая погрешность +0.06 мм. Протирка штанги и рейки перемещения спиртом ничего не дала, увы. Сам лазить в японскую электронику опасаюсь, а профессиональных ремонтников в Тульской области нагуглить не получилось. Можете подсказать возможность самостоятельной регулировки прибора для устранения погрешности или контору, которая его отремонтирует? Жалко списывать.

-
Срок сертификата об утверждении типа СИ
Enzo ответил на тема форума автора Enzo в Утверждение типа средств измерений
В основном имею дело с геометрическими параметрами деталей и, как следствие, "тупыми железками" для ОТК и рабочих. Потому и негодую, что в МХ микрометров и штангенциркулей, например, десятилетиями не вносятся никакие изменения. А если и вносятся - так это, говоря языком продавца, уже совсем другой артикул. Что касается приборов с электроникой или импортных (Mahr, Mitutoyo и т.п.), тут согласен, моральное устаревание вносит свои коррективы невидимой рукой рынка и пятилетний срок СУТ уместен. Получается, что по итогу все СИ стригутся под одну гребёнку( -
Срок сертификата об утверждении типа СИ
тема форума создал Enzo в Утверждение типа средств измерений
Добрый вечер! Я работаю в организации, которая сдаёт произведённые детали военному заказчику. В соответствии с этим, т.к. работа идёт в СГРОЕИ, все СИ, по которым ведётся сдача, должны быть поверены. В связи с этим, столкнулся с такой проблемой: Госреестр СИ. Жаловаться на его поиск можно бесконечно, но основная задолбашка не в самом реестре, а в сертификатах об утверждении типа СИ. Какая добрая душа придумала, что эти сертификаты должны иметь срок действия? И зачем? Возможно, я чего-то не понимаю, но в этом я вижу лишь мотивы поднять бабла с предприятий-производителей СИ и больше ничего. Предположим, я покупаю микрометр от производителя с датой выпуска 01.02.2018 г. А у производителя есть сертификат об утверждении типа СИ до 01.01.2018. Т.к. очевидно, что в пределах одного типа он на своих станках изготавливает одни и те же микрометры всю жизнь, а партию товара надо продавать, то снабжение спокойно покупает микрометр без оглядки на дату выпуска (ну не знают они таких тонкостей). А он уже не подлежит поверке, его можно только откалибровать. И куда его девать потом? Это ж абсолютно тот же микрометр, что и вся остальная партия по сертификату. По идее, если вносятся в конструкцию какие-либо изменения, то надо заново утверждать тип, как я понимаю. Каждая закупка СИ - это постоянный геморрой и танцы с бубном в госреестре. ЗАЧЕМ И КОМУ ЭТО НАДО? Все СИ советских времён имеют в графе срока свидетельства волшебные символы "*)", которые, как я понял, подразумевают бессрочность сертификата. Поверяй не хочу, лишь бы внесён был. Хотелось бы увидеть нормативный документ, согласно которому устанавливаются сроки действия сертификата об утверждении типа. Ну и Ваши мысли на этот счёт, разумеется. Заранее спасибо. -
Поверять или не поверять - вот в чём вопрос
Enzo ответил на тема форума автора Enzo в Метрологическое обеспечение производства
Кстати о технологическом оборудовании. Что это за покемон такой? Я изначально думал, что речь о калибрах, но на них есть отдельный термин средства контроля (контрольное оборудование). Приспособления для станка? Спасибо за пояснения выше, теперь разобрался чуть лучше. Примерно так и думал, будет учёт для себя отдельный. -
Поверять или не поверять - вот в чём вопрос
Enzo ответил на тема форума автора Enzo в Метрологическое обеспечение производства
Спасибо, перечитал, примечание про измерения в техпроцессах полностью подходит для СИ у рабочих, раньше это примечание не замечал. Они не в сфере, но подлежат надзору и калибруются, вопрос снят. Ещё один момент. Нужно ли в перечне СИ для военпреда указывать законсервированные, которые лежат под замком на длительном хранении и перед выдачей обязательно поверяются и ставятся на учёт? Или достаточно просто у себя их учитывать в отдельном списке, как у меня сейчас?