Enzo
-
Число публикаций
735 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя Enzo
-
Тут лучше конструктору вопрос задать, который этот чертёж построил. По мне, ваша соосность - лишний размер, тем более, что на ЧПУ делается, а не на универсалке. Поставил, закрепил - и всё поехало без смещений, часто "базовое" отверстие делается на ЧПУ вместе с остальными заданными от него отверстиями за один установ, потому никуда не денется. А вот с точки зрения контроля, по-хорошему, конечно, конструктору надо во-первых было указать базу для отверстий, во-вторых, записать в рамку 2 буквы М, потому что размер будет зависимым от допуска на базовый диаметр и допуска на каждое отверстие. У вас нет внизу фамилий изготовителя чертежа или хотя бы кто проверил и утвердил, надо открыть ТУ для того, чтобы это узнать.
-
Тогда давайте примем в расчёт, что на ОТК люди с относительно прямыми руками будут этим микрометром пользоваться, которые знакомы с РЭ и используют СИ по назначению, а не те, которые заворачивают этим микрометром перед началом работы гайку на велосипеде.
-
Ну так вариант 2 для вас и самый оптимальный, если есть такой микрометр в наличии. Не понимаю, зачем настраиваться именно на номинал с двумя отклонениями в минус, если вариант с нулём в середине допуска тут самый удобный (особенно для рычажного микрометра) и особенно если точное значение знать не обязательно, а нужно лишь проконтролировать, попадает ли партия деталей в заданное поле допуска. Во многих современных СИ с круговой шкалой ещё есть возможность установки на этой шкале цветных флажков для визуального выражения границ поля допуска, упрощает работу в разы.
-
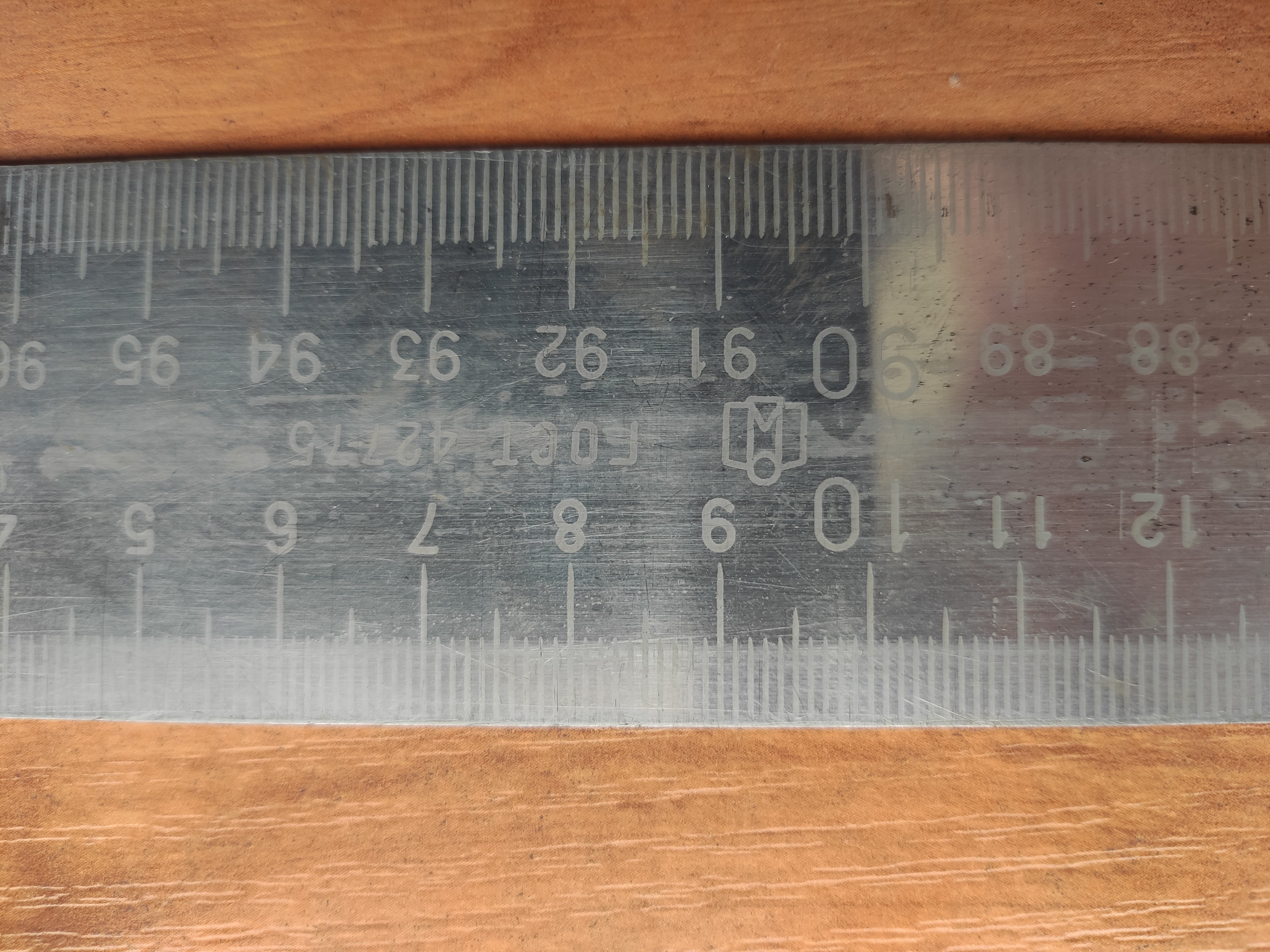
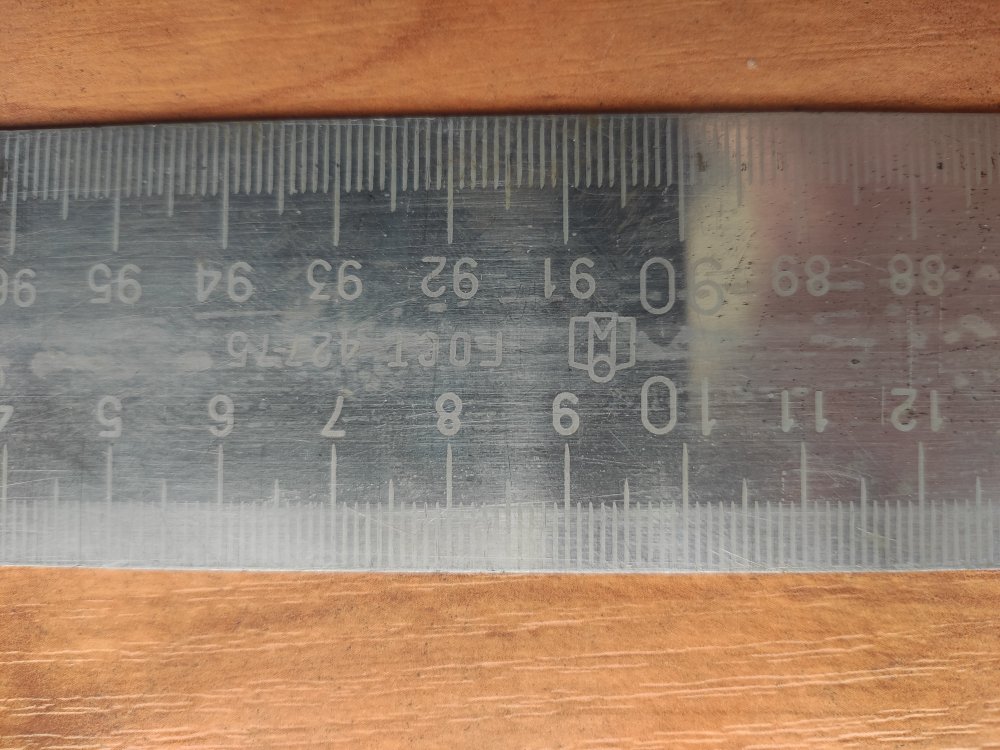
Добрый день! Чей логотип на метровой линейке, кто подскажет?
-
Я что-то не понял, почему нельзя. У вас Ø26d11(-0,065;-0,195). Это ровно то же самое, что и 25.87±0.065. Настраиваете ноль по блоку мер. Диапазон показаний МР-50 равен ±0,14 мм, отлично входит.
-
Калибровка по 17025 (туды его в качель)
Enzo ответил на тема форума автора Тамбовский Волк в Общие вопросы
Да, особенно если эталон выбирался по принципу "какой ближе лежит" или "красненький хочу", а если в качестве эталона использовать линейку с ценой деления 1 мм, то вообще любой пластмассовый китайский штангенциркуль будет замечательным. В приведённом случае при таком разбросе я бы не мучаясь сдал ШЦ в ремонт. -
Списание непригодных средств измерений
Enzo ответил на тема форума автора Валентина Прозорова в Другое
А есть ли смысл в излишних телодвижениях и проведениях дополнительных экспертиз, если у вас на руках ИЗВЕЩЕНИЕ о непригодности есть? За вас уже основную экспертизу провели. Дальше обратитесь в вашу бухгалтерию, они должны знать, как их списывать с баланса и т.д. -
Значит, бухгалтерские документы должны быть (счёт-фактуры и т.д.) с адресами и телефонами поставщика, которому пишете/звоните с вопросом "Здравствуйте, мы такие-то, купили тогда-то вот то-то, номер счёт-фактуры Х от хх.хх.хххх года. Подскажите, пожалуйста, где достать документы/методики поверки/что там вам надо?
-
Хм, я не понял про допуск на соосность, зачем он там вообще? У вас база - наружный диаметр 1680 или внутренний 1434? Вставьте пистон конструктору за отсутствие базы в рамке. Если 1434 и от его центра задаются 40 отверстий с допуском +-0.16, то дополнительные соосности излишни. На этой операции будет изготавливаться всё сразу из куска или какой-то диаметр уже есть?
-
Обязанности инженера по метрологии?
Enzo ответил на тема форума автора Мария Горбань в Метрологическое обеспечение производства
Кому нужно это оборудование, тот пусть и пишет, какое именно ему нужно. Потом выяснится, что вы купили не то (размеры, вес, точность, специфические особенности или синенький вместо красненького) и вас же сделают виноватой. Перестрахуйтесь. Пусть составляют конкретно и служебной запиской или как у вас заведено вам передают со своей подписью. Потом в случае претензий с чистой совестью показываете начальству их ТЗ и с вас претензии снимаются. Помните, что без чёткого ТЗ результат - ХЗ. -
Нестандартизованные СИ
Enzo ответил на тема форума автора Anna2608 в Метрологическое обеспечение производства
На предприятии может использоваться что угодно, но не обязательно измерения, выполненные нестандартизованными СИ, попадают в СГРОЕИ. И вообще, вы же не поверяете бытовые часы, висящие на стене, например. Обратите внимание на то, что прописано у вас в техпроцессах в картах контроля. Если вы продукцию сдаёте военпреду только поверенными СИ, а спецсредства нужны для рабочих на местах, то и проблем быть не должно. Особое внимание на ГОСТ РВ 0008-001-2013, п.4.6 с примечанием. Насчёт стартового вопроса я не понял, вы часть этих спецСИ калибруете, но при этом просите методики калибровки. Это как?) Если по стандартным МИ, то при помощи клавиш Ctrl+C и Ctrl+V создаётся методика калибровки и подписывается ГМ, при вопросах заказчика на этот счёт, у вас теперь есть документ. Но вообще, если вы этими спецСИ не пользуетесь в СГРОЕИ, то заказчику вообще не надо на это внимание обращать, не его это дело, см. ГОСТ выше. -
нужна ли поверка и калибровка приборов при изменении места их эксплуатации?
Enzo ответил на тема форума автора Таня525 в Аккредитация и подтверждение компетентности
michail215 прав, для СИ таких законов нет в отличие от ИО. Но заглянуть в их РЭ на СИ всё же не помешает. Например, весы после перевозки надо будет выставлять по уровню и т.д. -
А ещё топикстартер писала, что эти гири приобретались отдельно и не входят в комплектацию весов. Устранить систематику в СГРОЕИ этим способом всё равно нельзя. Любые телодвижения в этом направлении проводят через поверку. ПОВЕРКУ ВЕСОВ, А НЕ ГИРЬ. Забудьте вы вообще про гирю, ну не применяется она в сфере. Замените её металлическим прутком с рынка, откалибруйте его и проверяйте весы периодически. ТУТ НЕ ПРОВОДИТСЯ ПОВЕРКА ПО РЕЗУЛЬТАТАМ КАЛИБРОВКИ. Если появилось подозрение, сдавайте весы в поверку, по отрицательному результату поверки направьте весы на ремонт/списание, при положительном внепланово откалибруйте пруток. Чего проще? Но нет, у вас и тут особое мнение.
-
Метрологическая экспертиза РЭ, ТУ, ФО, чертежей
Enzo ответил на тема форума автора nik1965 в Метрологическая экспертиза
Открыл, в следующем п.5.34 на всех примерах без пробела. В тексте тоже про пробелы не говорится, значит, ставьте R50 без пробела. Если бы пробел был необходим, об этом было бы конкретное указание, которого тут нет. -
Так тут калибровка/юстировка "для себя", по рабочему эталону, так сказать. Весы подлежат поверке, они проводят измерения в сфере. Гиря не подлежит, она для контрольной проверки весов на точность/стабильность показаний (как проверка станка на технологическую точность). Если показания по этой гире будут подозрительными, это повод для сдачи весов на внеочередную поверку.
-
Именно этот holex, похоже, только калибруется( Мой Helios Preisser выглядит точно так же и тоже калибруется(
-
Как измерить позиционный допуск -Трехкоординатная машина Hexogon PC-DMIS
Enzo ответил на тема форума автора Метролог тянется к знаниям в Измерения
Я же по вашему примеру со скриншотами всё привёл, с вашими же цифрами, куда уж подробнее-то. Номиналы по X, Y вон они на последней картинке стоят. Где вы их не увидели? -
Как измерить позиционный допуск -Трехкоординатная машина Hexogon PC-DMIS
Enzo ответил на тема форума автора Метролог тянется к знаниям в Измерения
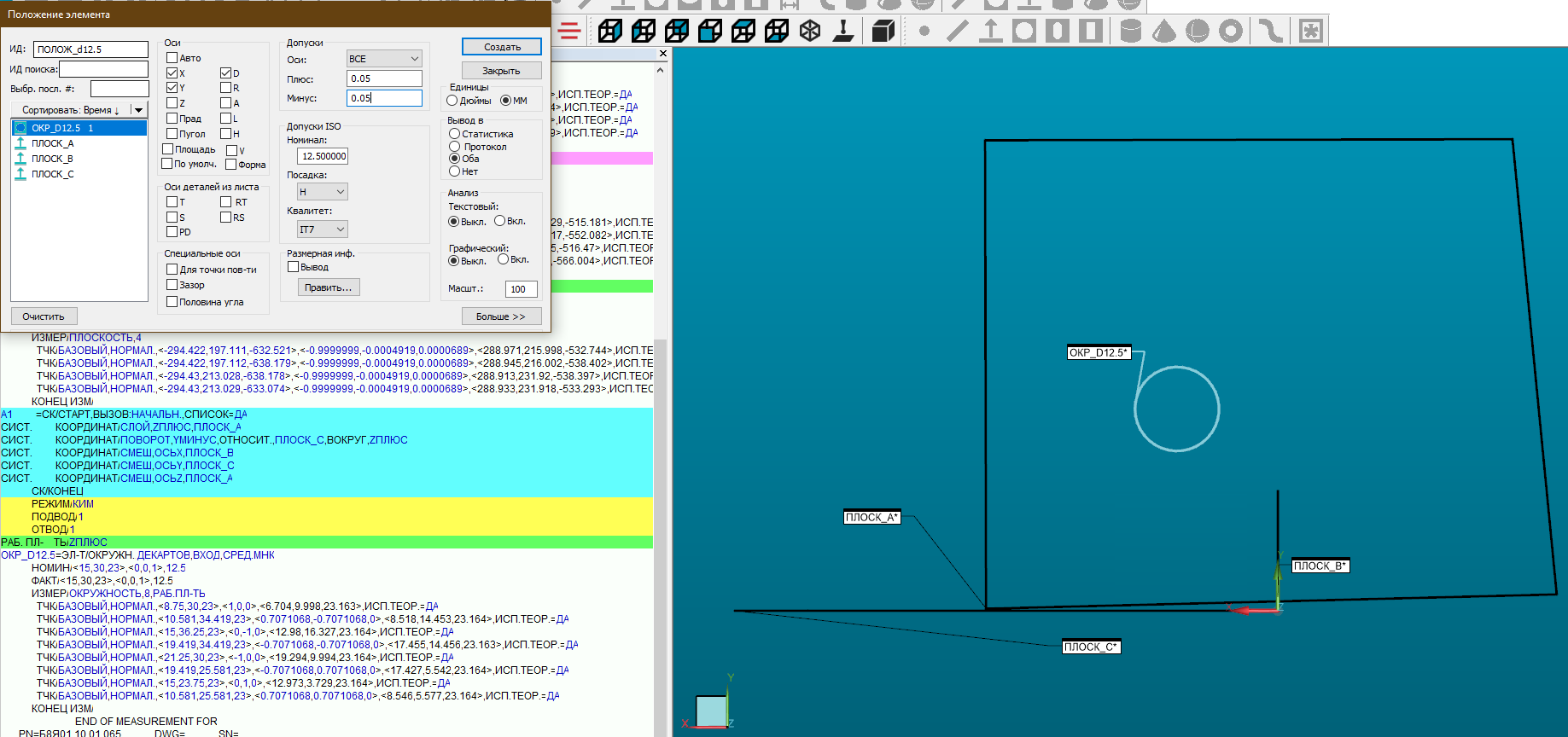
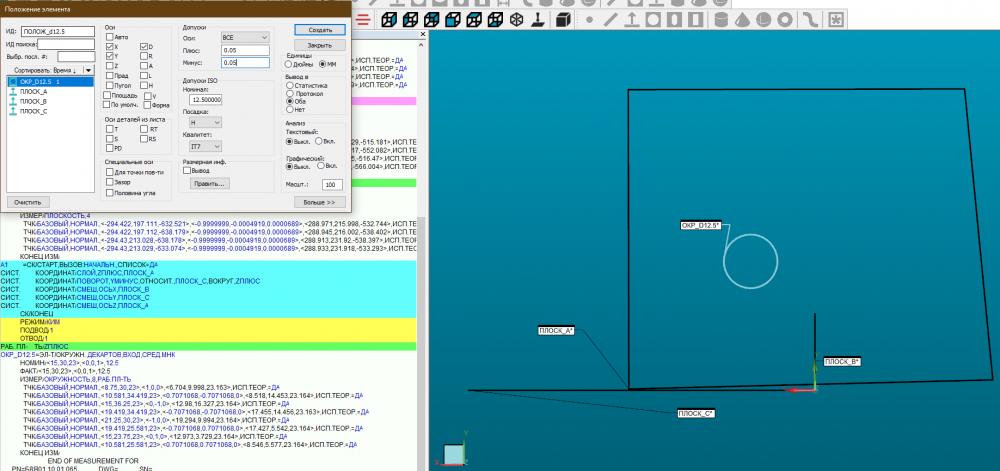
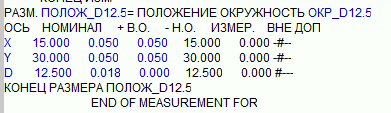
Вы начали про Фому, а продолжаете про Ерёму. На вопрос о выводе позиционного допуска, заданного полярным радиусом и углом я вам ответил. Теперь к вашему второму вопросу. Во-первых, есть возможность выводить размеры при помощи инструмента "Расстояние", указываете ваше отверстие, потом базовую поверхность, ось, по которой проходит размер и вписываете номинал с допуском +-0.05. Если хотите собрать все координаты в одном месте, то сначала вам необходимо поставить начало системы координат (предположим, у вас сейчас рабочая плоскость Z+) по оси Х в плоскости В, по оси Y в плоскости С. Потом нажимаете "Положение", выбираете окружность, вводите оси, по которым у вас заданы размеры, диаметр и прочие параметры, которые вам необходимы, указываете допуск и нажимаете "Создать". Получается так. Чтобы номиналы размеров не плыли, перед измерением элемента лучше их вписать в координаты элемента. Дело сделано.
-
Как измерить позиционный допуск -Трехкоординатная машина Hexogon PC-DMIS
Enzo ответил на тема форума автора Метролог тянется к знаниям в Измерения
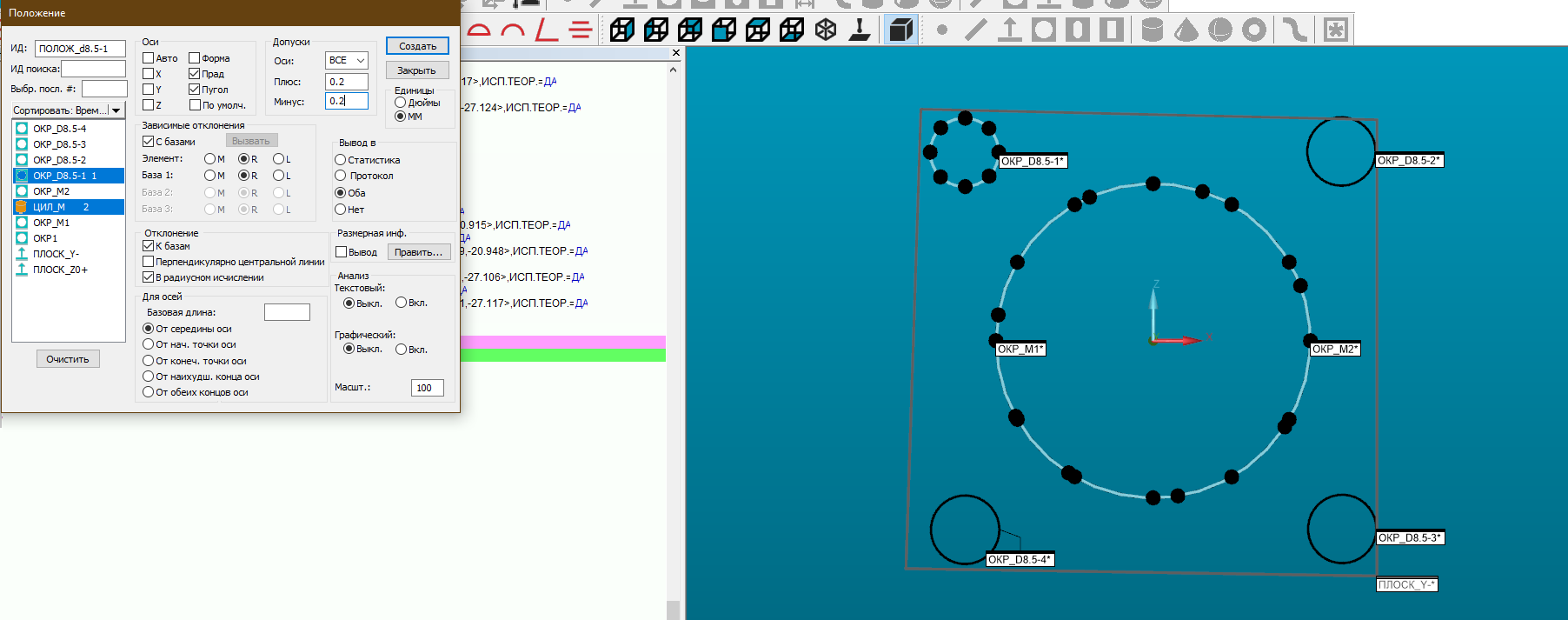
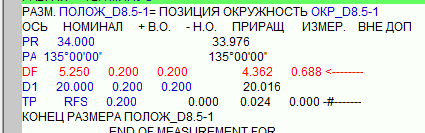
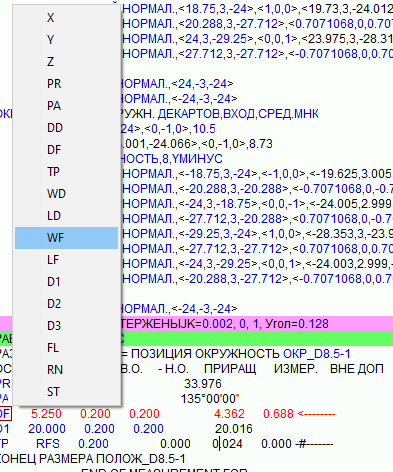
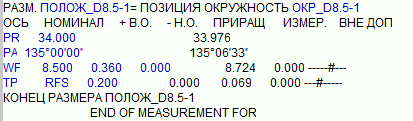
Вот вам пример, как можно вывести диаметр с позиционным допуском. Сначала выбираете необходимое отверстие, записываете допуск, указываете, зависимый он (М) или нет (у меня в примере R - независимый), отклонение к базам (если нужен диаметр и базового отверстия) и в каком виде оно задано, радиусном или диаметральном (у меня в примере R0.2 пусть будет). Когда нажмёте на создать, в окне редактора вы увидите два новых параметра DF и D1. Это радиусы контролируемого и базового отверстия. В случае, если допуск у вас зависимый, размер будет учитывать запас по фактическому отклонению от номинала контролируемого отверстия DF и базового D1 (их радиусов). Если вам просто диаметр отверстия надо вывести, то нажимаете левой кнопкой мыши на DF, немного ждёте отклика программы и меняете на WF. Вот у вас теперь диаметр вместо радиуса. Диаметр базового отверстия обычно не нужен, его отдельно вывожу со своими координатами от баз, поэтому отсюда можно выделить и удалить. Или наоборот, добавить дополнительных параметров, поставив курсор после какой-либо из строчек и нажав Enter. Если желаете подробнее изучить вопрос, то рекомендую открыть необходимое окно (в вашем случае "Положение") и нажать кнопку F1, откроется справка очень подробная с примерами именно по вашему активному окну или по тому месту, где сейчас стоит курсор мыши.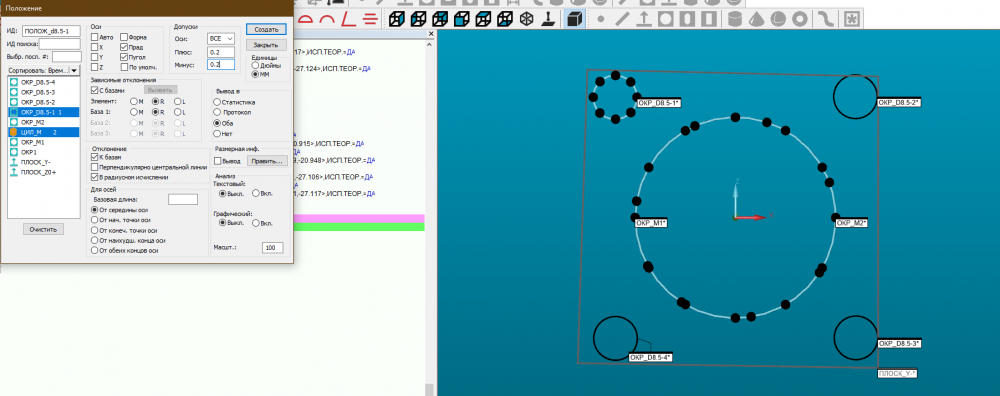
-
Как измерить позиционный допуск -Трехкоординатная машина Hexogon PC-DMIS
Enzo ответил на тема форума автора Метролог тянется к знаниям в Измерения
http://website.informer.com/visit?domain=wilcoxassoc.com&source=domain-visitlinktop&cid=desktop-302e383335313439303020313634383533323539372031393932353336333138&from_dv=1&site_hit=22389921 ( PC-DMIS-Versions-Release-2017_R1-SP(1-10, смотря какой у вас)-Х64(или Х86, смотря какая виндоус у вас)-Lang) Вот здесь вы можете скачать актуальный для вашей версии языковой пакет. Потом если будут возникать вопросы, пользуйтесь справкой. Для этого на любом непонятном вам меню ставите курсор, нажимаете кнопку F1 и читаете, как работает та или иная функция. -
Как измерить позиционный допуск -Трехкоординатная машина Hexogon PC-DMIS
Enzo ответил на тема форума автора Метролог тянется к знаниям в Измерения
У вас французская версия? Я пользуюсь соответствующим значком из панели инструментов Размеры, он же меню Вставить-Размеры-Позиция. Вот так выглядит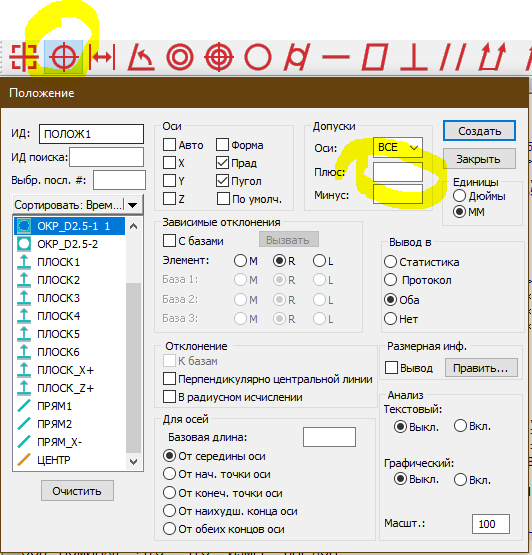
-
Объясните, что конкретно этот манометр не принимает участия в производственном процессе и потому используется вне СГРОЕИ. Пусть попробуют доказать обратное, если хотят. Я так тоже могу заявиться в любой цех, докопаться до любого мелкого манометра, которые в изобилии стоят на станках, а толку? Это не проблема метрологов. У вас должна быть чёткая позиция по этому поводу, на всех некомпетентных проверяющих нервов не хватит.
-
Положение о метрологической службе предприятия
Enzo ответил на тема форума автора elektrotanya в Литература
Направляю в снабжение служебную записку, в ней указываю необходимые СИ, их номер в ФИФ, чтобы точно не перепутать, дописываю, что должны поставляться с датой поверки не старше 2 месяцев. -
Относительное удлинение при разных длинах баз
Enzo ответил на тема форума автора metr12345 в Проведение испытаний
У вас изменились условия испытаний, вернее, их материал. А потом вы пытаетесь сову на глобус натянуть. Судя по всему, сопроводительные документы вообще не на то, что у вас было раньше. Выходов вижу 2: либо заворачивать ленту назад ещё до проведения испытаний (пусть делают ту, которую поставляли раньше), либо всё же воспользоваться советом scbist, сделать и испытать свои образцы, чтобы потом образцы поставщика проверять на соответствие по определённым в процессе прямого эксперимента коэффициентам пересчёта. -
Штангенциркулями можно измерять почти любые круглые отверстия, чем глубже входят губки - тем лучше. Диаметр 4мм штангелем мерить неудобно в принципе, губки глубоко не входят, контакт с измеряемыми поверхностями неполный, плюс к тому возможен перекос при снятии показаний. С какой точностью нужен результат? А то может быть вы H6 ловите совершенно напрасно, данное СИ для этого не подходит. Погрешность ШЦЦ ваших какая? Запросто может быть, что один показывать может слегка на плюс, другой на минус, притом у обоих она в допуске. Проверьте губки на отсутствие просвета и чтобы не было загибов на краях (под лупой или микроскопом). Перед измерением протрите губки, сомкните и установите ноль. И, разумеется, не будем забывать про возможные отклонения от круглости отверстия. Если там, например, невидимый глазу овал, а вы измеряете одним штангелем вдоль, а другим поперёк, то и показания разные будут. Ну а самое главное - у губок всё равно плоские поверхности, а вы измеряете окружность. Чем меньше измеряемое отверстие, тем больше хорда и, соответственно, погрешность измерения. Немного сумбурно написал, но вам бы пробку под это заиметь желательно.