



Enzo
-
Число публикаций
735 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя Enzo
-
Откопал в ФИФОЕИ под номером 433-54 любопытный экземпляр. МПИ не указан, наличия периодической поверки нет. Это значит, что поверяются один раз при выпуске из производства, как стеклянные мензурки, например, или я как-то неправильно понимаю? Очень любопытно посмотреть описание типа, поделитесь, пожалуйста, если есть в наличии. Вопрос по металлическим измерительным линейкам: существуют ли метровые линейки, занесённые в ФИФ, которые имеют малую ширину? Как правило, я могу найти линейки шириной 22 мм с диапазоном до 500 мм, а линейки диапазоном свыше 500 мм изготавливаются уже шириной 40 мм. Может быть, я пропустил какие-либо варианты, поделитесь, пожалуйста.
-
Калибровка по 17025 (туды его в качель)
Enzo ответил на тема форума автора Тамбовский Волк в Общие вопросы
Не, там наоборот всё. При поверке прослеживаемость идёт к государственным эталонам и выше, а при калибровке - к любой эталонной жлыге, там даже ГПС не нужна, просто бери любой эталон, удовлетворяющий ТЗ, хоть синенький, хоть зелёненький, хоть тот, что ближе лежит, хоть камень с дороги, лишь бы этот дорожный камень был максимально подробно описан (определён). -
Про СИВН и СИ двойного применения вообще отдельный разговор. Вы ещё спросите, если вы у себя на даче им обороты вала какого-нибудь мотокультиватора своего посчитать захотите, его тоже включать в перечень? Ещё в тему хитросплетений нашего метрологического законодательства вспомнился разговор с инженером из роскосмоса на семинаре рособоронстандарта лет 5 тому назад. Вот у него была задачка не из простых: берём, например, манометр с МПИ 2 года, согласно КД зашиваем его в обшивку летательного аппарата, затем согласно 102-ФЗ мы его должны бы поверить спустя МПИ, так что, для этого теперь обшивку запаянную разрезать? А если учесть, что запуски могут откладывать лет по 10, то ещё и неоднократно? Серые зоны метрологии - они такие.
-
Калибровка по 17025 (туды его в качель)
Enzo ответил на тема форума автора Тамбовский Волк в Общие вопросы
Вы думаете, что у нас есть разногласие. Вы считаете результат измерения достоверным с интервалом доверия, я считаю результат измерения достоверным, но в пределах погрешности СИ, которым проводилось измерение. Принципиальных различий в результате я тут не вижу, в обоих случаев мы вынуждены оговориться, что результат измерения известен с определённым уровнем точности (вы можете сколько угодно говорить, что неопределённость - это про качество процесса, но нам всё равно будет важен результат - тот самый интервал). Ну разве что рамки погрешности будут скорее всего грубее, чем доверительный интервал неопределённости, если, конечно, мы не возьмём зелёненький поблизости лежащий эталон, который хуже по точности, чем калибруемое СИ. Вот и я думаю, что неопределённость - она больше для эталонов. А поверку обычных СИ и мер не утверждённого типа было бы неплохо разрешить по типовым МИ для СИ УТ с оговоркой про допущение несоответствия внешнего вида тому, что в УТ, но с сохранением метрологических характеристик. И волки сыты, и овцы целы. Особенно таких массовых, как щупы толщины, например. -
Калибровка по 17025 (туды его в качель)
Enzo ответил на тема форума автора Тамбовский Волк в Общие вопросы
Раз "понимай, как хочешь", то грош цена таким словам. И такому измерению с абсолютно достоверным значением, но с неопределённостью "отсюда и до обеда", которую не пришей ни пристегни. -
"Помогите" не равно "сделайте за меня".
-
Калибровка по 17025 (туды его в качель)
Enzo ответил на тема форума автора Тамбовский Волк в Общие вопросы
Если бы он был абсолютно достоверен, то не было бы неопределённости вообще. Было бы недостижимое на практике истинное значение. А так что в КН, что в КП есть измеренное значение и вероятностный интервал доверия. В первом случае интервал берётся в процессе обработки результатов измерений, во втором случае он заранее известен и определён при утверждении типа с запасом. -
Правильно говорите, а то мы так потихоньку вернёмся к обсуждению спидометров в автомобилях...
-
Зачем уходить от калибров? На производстве чаще встаёт задача определения годности детали, чем измерение как таковое. А вот если по калибру она бракованная, то в тот момент уже становится интересно, насколько именно, чтобы понять, можно ли исправить брак или деталь надо списывать. Во многих случаях калибры - это вообще единственный вариант, даже КИМы и микроскопы не всесильны.
-
Без чёткого ТЗ результат - ХЗ. В зависимости от номинала и требуемого допуска СИ выбираются разные. Возьмите пятидесятиметровую деталь, так она и на КИМ не влезет, и даже линеек лекальных подходящих не существует. Я утрирую, но, думаю, суть понятна. Размер, который вам нужен, обычно не входит в список ответственных и имеет большие допуска. Соответственно, изобретать прямо новые СИ для контроля такого размера просто нецелесообразно, если можно линейками обойтись. Да вы бы и сами не стали изготавливать такое СИ, которое купит полтора землекопа по незнанию)
-
Если без вышеперечисленного, то калибр однозначно подойдёт.
-
Калибровка по 17025 (туды его в качель)
Enzo ответил на тема форума автора Тамбовский Волк в Общие вопросы
Раз говорим про ВИТы, то тут ещё десять раз надо перепроверить, соблюдаются ли требования по скорости аспирации от 0.5 до 1.0 м/с в разных частях цеха, куда Михалыч ходит. Потому он ходит по цеху ещё и с анемометром! -
Калибровка по 17025 (туды его в качель)
Enzo ответил на тема форума автора Тамбовский Волк в Общие вопросы
Вы будете смеяться, но на КАЛИБРЫ не распространяется КАЛИБРОВКА, как бы глупо это не звучало. Калибры подлежат проверке. А шц можно купить в реестре, да только покупать-то будет не метролог, а снабжение, которое может не согласовать с метрологом конкретный тип СИ, а просто по приказу "сверху" купить первый попавшийся штангель, что подешевле, и делай с ним, что хошь, хоть выбрасывай. -
Калибровка измерительных головок станков с ЧПУ
Enzo ответил на тема форума автора Dom3n3c в Проведение поверки
ПО станка, скорее всего вам не позволит нормально контролировать продукцию. Ну и результатам такого измерения я бы особо не доверял. Представьте себе лицо заказчика, если на сторону делаете детали)))))) Если вы делаете плиту с вертикальными отверстиями, то ещё куда ни шло, но если у вас есть боковые отверстия, да ещё не дай бог под углом - пиши пропало. Не знаю, какая точность вам нужна, но может (ладно, портальные КИМ подороже) хотя бы руку измерительную прикупить? Всяко лучше, чем гвозди микроскопом забивать станком с ЧПУ детали контролировать. -
Калибровка по 17025 (туды его в качель)
Enzo ответил на тема форума автора Тамбовский Волк в Общие вопросы
— А эти ягоды можно есть? — Можно, только отравишься. Спортлото-82. -
Калибровка по 17025 (туды его в качель)
Enzo ответил на тема форума автора Тамбовский Волк в Общие вопросы
Вы всё правильно расписали детали, но основная мысль была в том, как я понял, что если у Михалыча ШЦ не утверждённого типа (так вышло, не спрашивайте, просто он удобный и подходит именно Михалычу), то поверку ЦСМ по понятным причинам произвести не может и не должен, а задача Михалыча именно в том, чтобы убедиться, соответствуют ли метрологические характеристики его ШЦ, например, тем, что указаны в паспорте на этот ШЦ. При этом Михалычу неопределённость вообще не нужна, ему нужно именно заключение о годности. -
Хорошо, похоже, вы правы. Посмотрел в описания типа обычных металлических линеек, там всё более логично. К примеру, в 74468-19 Калиброн задаёт допускаемые отклонения от номинальных значений длины шкалы и расстояний между любым штрихом и началом или концом шкалы ±0,30 мм при длине линейки в 300 мм и ±0,40 мм, если от 300 до 500. Тогда ответ очень простой. Вы приводите выдержку из неизвестного документа. Предположу, что это чьё-то ТУ, которое построено таким образом, чтобы не расходовать много ресурсов на высокое качество продукции. Кто-то для себя прописал так, как захотел. Если эта продукция вам не подходит, можно её не покупать, но скорее всего именно она будет дешевле по тем же самым причинам.
-
Калибровка измерительных головок станков с ЧПУ
Enzo ответил на тема форума автора Dom3n3c в Проведение поверки
Вообще, вопрос интересный. У меня на производстве довольно много станков с ЧПУ, но детали, на них произведённые, всё равно приносят ко мне на КИМ, хоть у них там и стоят измерительные головки Renishaw с щупами из синтетического рубина, как и на КИМ. Сдаётся мне, сделать подобие КИМ из станка не так-то и просто. -
А если просто в открытом доступе поискать? Нечасто сталкиваюсь с манометрами, конкретно про эти не знаю, но те старенькие, что видел, обычно имели паспорта не на единицу оборудования с заводским номером, а один паспорт на партию.
-
Так вы ещё раз перечитайте свою цитату. Начало не про погрешность нанесения шкалы, +-0.1 мм это допуск на габаритный размер линейки, с номиналом 35-50 мм, как я понимаю. Потом говорится про ширину штриха, а уже после этого про предельно допускаемую погрешность измерения. Так как ширина деления колеблется в пределах 0.07 мм на каждое деление, а всего их там на той, например, что я привёл, аж 300 делений, то посчитайте сами, какова будет суммарная погрешность.
-
У вас не сохранилось паспортов на них? Поищите типовые паспорта на них, может быть там будет явное указание МПИ.
-
Признание импортной поверки
Enzo ответил на тема форума автора Радик Мавлявиев в Законодательная метрология
Совершенно верно. Если трансформаторы в ФИФ есть, то без разницы, кто проводил поверку, хоть вообще она не проводилась. Вон мы ж покупаем микрометры/штангенциркули у Mahr и Mitutoyo, одни немцы, вторые японцы, но поверяем их в РФ спокойно, потому что они утвердили эти типы микрометров/штангенциркулей в РФ. -
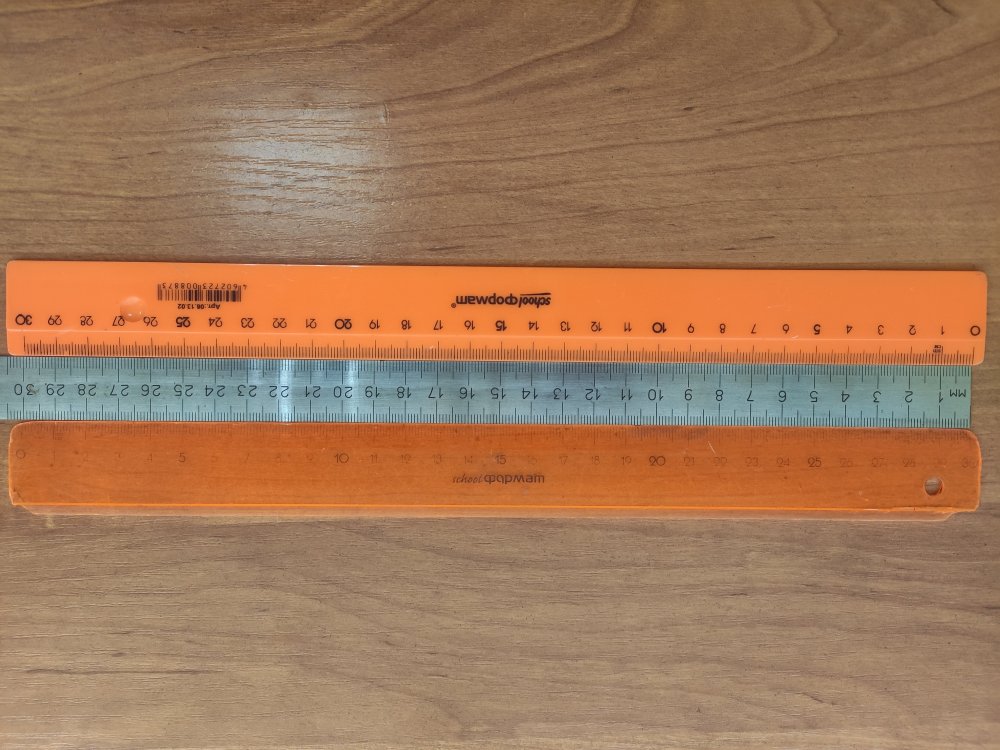
Ну вот пример. Посередине поверенная линейка, по краям линейки одного и того же производителя, одна старше другой. Совместил не совсем идеально, но видно, что более яркая линейка врёт как раз примерно на миллиметр в конце 300-миллиметрового диапазона.
-
Аттестация лабораторного оборудования внутри предприятия.
Enzo ответил на тема форума автора Алёна Д в Аттестация
Мы не знаем пока ничего о вашем предприятии. Может вы вообще в оборонке работаете и под ГОСТ РВ 0008-002-2013 попадаете, там слегка другие правила аттестации. В приведённом вами ГОСТ Р 8.568-2017 в п. 6.2 слова про необходимость относятся не к проведению аттестации вообще, а к составу комиссии. Т.е. в состав комиссии естественно включается заказчик этой самой аттестации, исполнитель, а вот если у исполнителя не хватает умений, сил, знаний, оборудования для проведения аттестации, то привлекаются дополнительно те юрлица, у которых это всё есть. Бывает, что для аттестации какого-нибудь хитрого стенда половина оборудования есть только у ООО "Иванов", но нет другого нужного оборудования, зато оно есть у ООО "Петров", но у тех нет того оборудования, которое есть у ООО "Иванов". Тогда сразу несколько исполнителей может быть задействовано, например. -
Никакой штангенциркуль тут явно не подойдёт, у него погрешность больше нужного поля допуска. Микрометр, вами приведённый, имеет цену деления, почти равную половине поля допуска. Остаётся взять микрометр с ценой деления 0.001. Например, у меня есть такой TESAMASTER (№ в ФИФ 33315-06). В вашем вопросе не хватает данных по номиналу измеряемого размера (у микрометров 275-300 ПДП=7 мкм, в то время, как у 0-25 ПДП=2 мкм), ну и вообще надо бы знать, подлезете ли вы в принципе в изделие этим микрометром, может особенности корпуса не позволят (предположу, что у вас сборка, потому что есть нагружение). В случае, если ничего явно не подходит, заказывайте калибр и всё получится.

