Ника
-
Число публикаций
10539 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя Ника
-
А эти что, не ушли с рынка, что ли?!
-
За качество/точность не скажу. Но вот то, чего мне не хватает от Митутойе, это предустановленый нуль. А если у этого если даже не "ноль в любом месте", а "где включили там и ноль", то для меня это совсем гуано ((( Потому что редко какой рабочий прежде чем обнулиться протирает плоскости и проверяет на просвет. А если нет нуля, то какая может быть точность измерений (даже если помнить что это не микрометр)!?!
-
А отк прям так и набирает 1,6025? А если этот блок измерить на оптиметре, сравнив с мерой 1,6.
-

Подача заявления об аккредитации, заявления о РОА, ПК через ЕПГУ (Госуслуги)
Ника ответил на тема форума автора newuser в Аккредитация и подтверждение компетентности
ПК какое? ПК2 или ПК5? Там точно не совмещение?! -
Изменения уже приняли?
-
Я думаю что подойдет все тоже, что и для металла. Надо только уточнить при каком измерительном усилии может возникнуть деформация, и соответственно его не превышать. Ну что бы не было острых наконечников, что бы не впивались в материал. Возможно есть какие-нибудь госты на изделия из пластмасс, и возможно там прописаны методы и средства контроля.
-
Нет. МПИ устанавливает и меняет Росстандарт. Заказчики могут сами через год сдать, на внеочередную
-
Нафиг она мне сдалась?! Наверно на обороте такие буковки есть. Но меня только циферки интересуют ))
-
Сегодня бодалась с ними наоборот. Просила провести калибровку. Специально не указала реестр. Но нет, нашли в реестре и провели поверку. Типа заявка до них не доходит. А в квитанции использованы оба слова "поверка (калибровка)". Типа на выбор поверителя?! И так же в заявке было сказано - "мки 3 года (36 месяцев) или не указывать". Там где откалибровали (то, что не в реестре) приписали стандартный рекомендуемый 1 год. С трудом уговорила переделать, убрать фразу про рекомендацию ))
-
А, коллега, вы тоже из Питера )) Ну раз к ним пришли, а не куда-то в другое место сдали - значит могут считать себя таковыми (( Ну с геометрией это да, хроника. В некоторых других отделах - еще не оплатили, а уже готово.
-
Вот с этим не спорю. Сама борюсь с нашим цсм, когда делают не то, что заказывала, не спрашивая. Хотя в каждом письме/заявке указаны контакты. Так и говорю, а лучше в письменном виде - акт не подпишу, работа выполнена не в соответствии с заявкой. Но у нас это надо сделать в 5-ти дневный срок с момента получения/выписывания акта. Иначе по договору они считаются подписанными (((
-
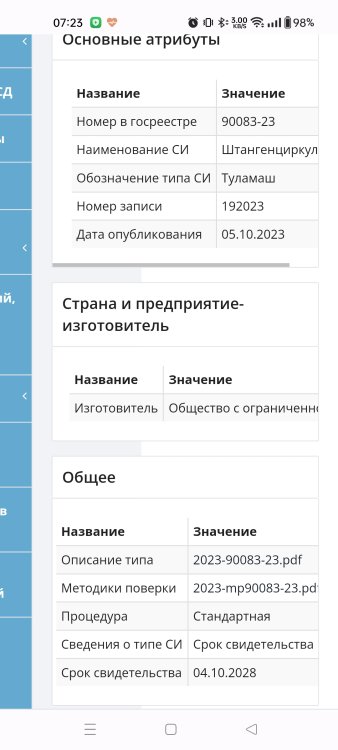
И какая дата выпуска у вашего? В реестре есть две записи, два номера. Как видим "стухло" 30 октября прошлого года. И И похоже начало действовать только с октября этого года. Все, что выпущено между этими датами (ну кроме тех номеров, что участвовали в испытаниях) является СИ неутвержденного типа

-
Поверок в Аршине нет, или его тип не утвержден (в Аршине такого производителя нет)? Или он был выпущен вне рамок действия утверждения типа?
-
Мда-а... А когда тема создавалась, то начиналась со слов Но как обычно - не получилось (((
-
А как у них, за бугром
Ника ответил на тема форума автора Тамбовский Волк в Законодательная метрология
Данный вопрос на форуме уже обсуждался. Поищите. -
А причем тут калибровка и сфера?! Если измерения в сфере, то какая нафиг калибровка. Если вне сферы, то калибровки с прослеживаемостью - за глаза и за уши. Даже по закону прослеживаемость обеспечивается и посредством калибровки в том числе.
-
Считаете что сертификат с конкретными цифрами и с указанием применяемых эталонов не будет достаточным доказательством прослеживаемости к первичному эталону?
-
Или Лапик предложить https://lapic.ru/produkcziya/kim-500/ А чё, импортозамещение )))
-
Высокоточный прибор - это понятие или характеристика прибора?
-
Праздник - Каждый День (Какой сегодня Праздник ? -продолжение)
Ника ответил на тема форума автора владимир 332 в Пятница
Странно, что не 19 декабря -
В Аршине сведения о поверке СИ внесены под одним заводским номером.
Ника ответил на тема форума автора Серкова Татьяна в Общие вопросы
Может они каждый день выпускают партию по 500 шт. И каждый день начинают нумерацию от 1?! На днях в какой то теме барометр бамм-1 с одинаковым номером "колесил" по стране. А там любой трех-четырехзначный номер можно забить, и таких окажется не менее 7 штук, которые за год поверяются. Т.е. похоже производитель начинал нумерацию ежегодно -
Да, я вчера именно этим и "развлекалась". Ну теперь хотя бы номер приказа есть. Его не так сложно найти на сайте рст. Плохо что и ОТ туда же в приложение прикручены, и документ (файл) получается весомый.
-
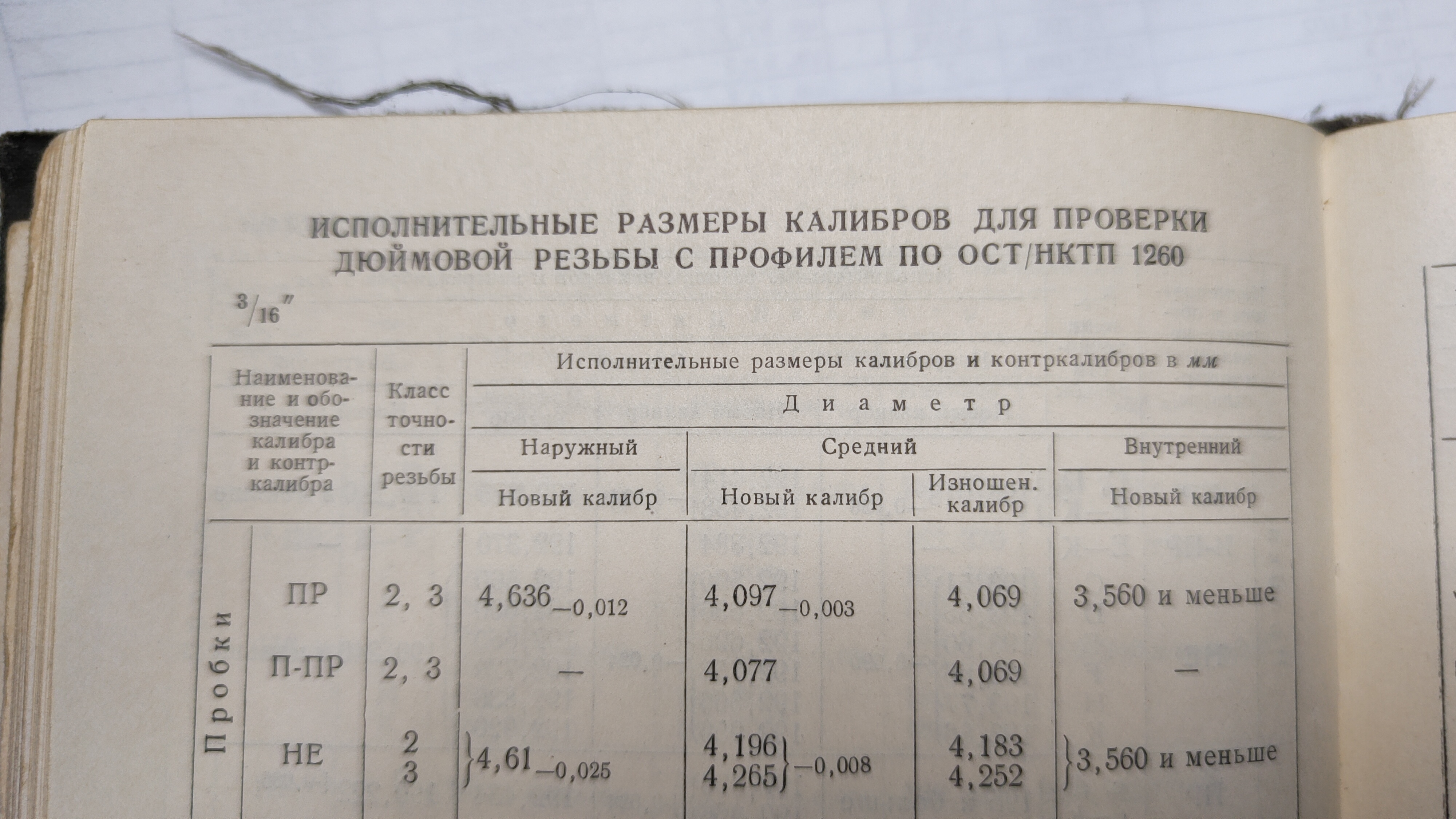
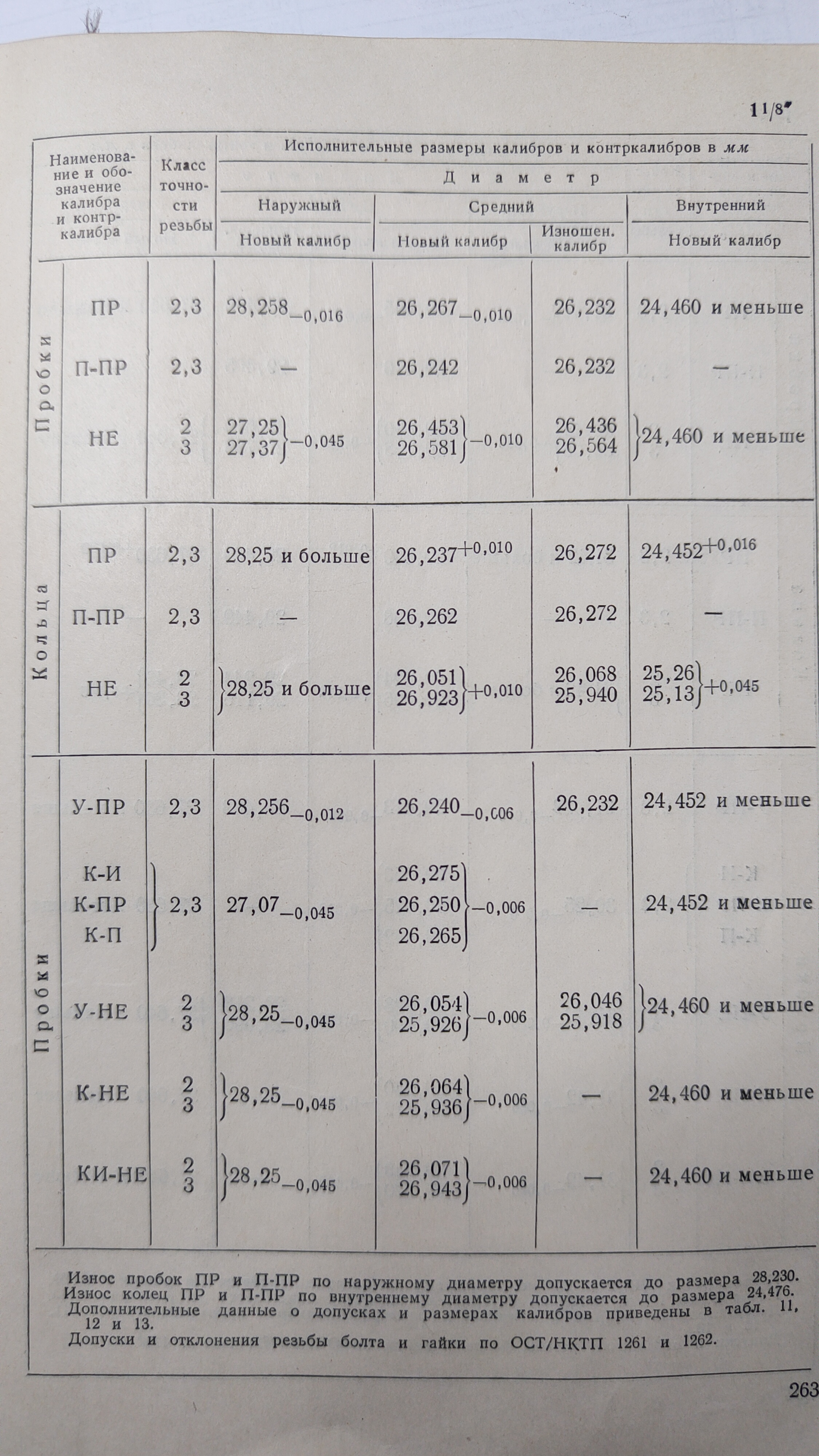
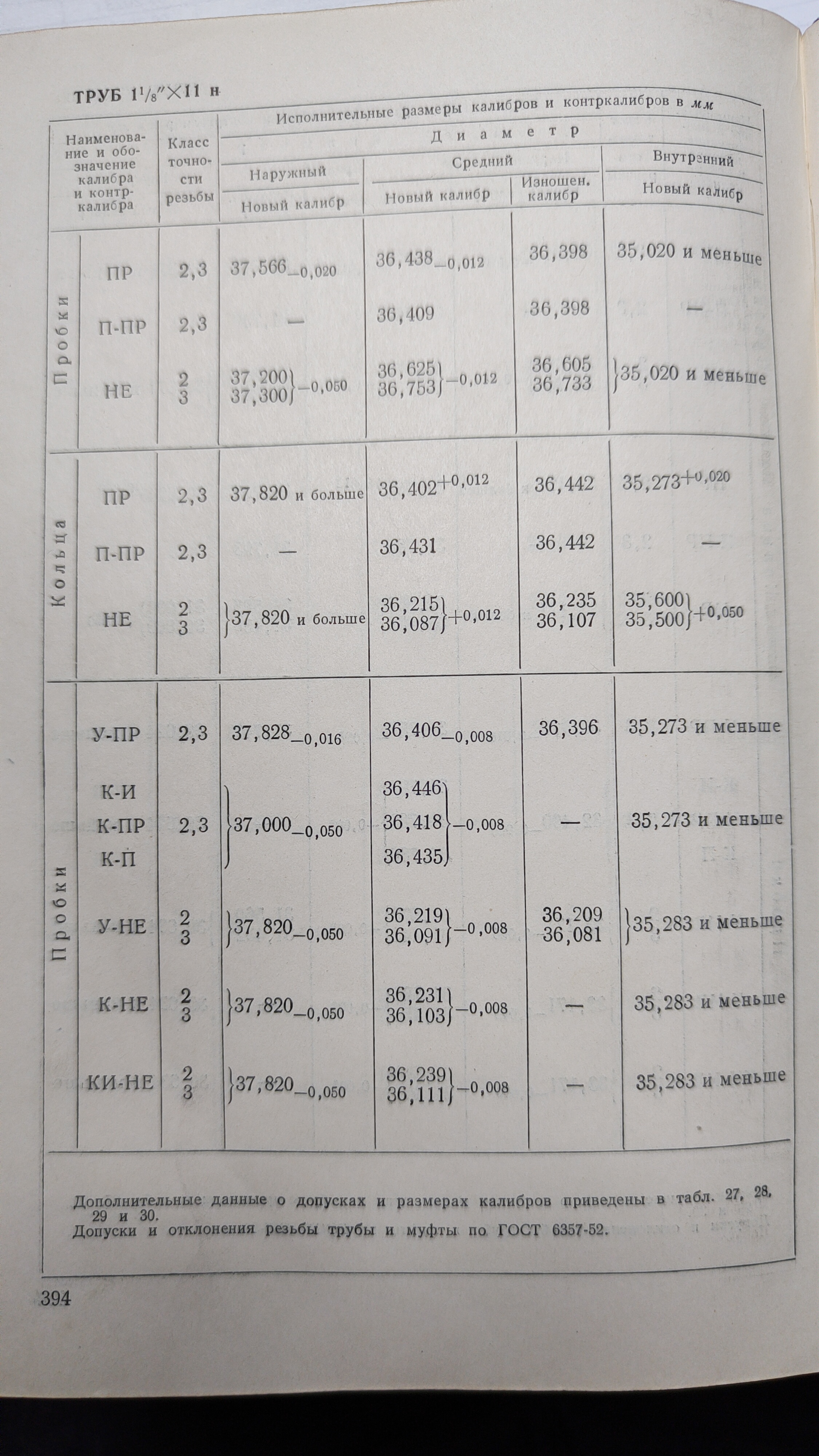
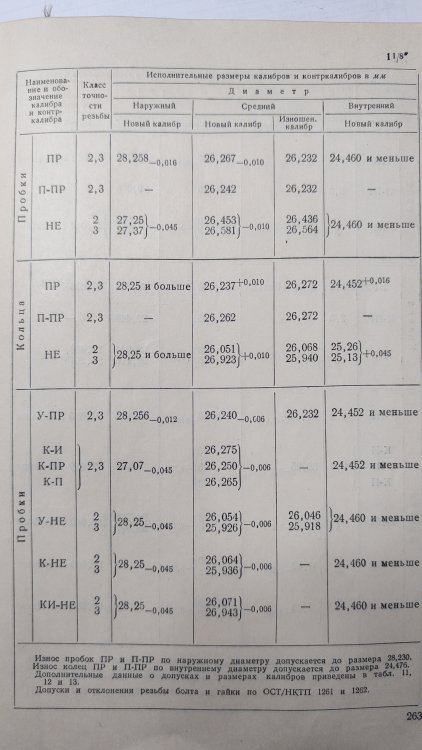
Ну как я и думала, дюймовая была по ОСТу, трубная - странно, но по ГОСТу. Самих этих доков у меня нет. Как они там обозначались - пока не нашла. Но есть справочник 54 г. с исполнительными размерами для резьбовых калибров. Вот фото для калибров, которые у вас на фото.



-
Росстандарт информирует о возможной отмене ГОСТ 8.324-2002 (Счетчики газа. Методика поверки)
Ника ответил на тема форума автора Наталья Щ в Методы поверки и калибровки
Сначала должны выпустить приказ, в котором должны указать что меняется МП, с такой-то на другую (надеюсь альтернатива уде есть), и перечислить все номера из реестра, для которых она меняется. И если что-то упустят, то для них все останется по старому. -
Ну если такой свежий номер реестра, то наверно Заявитель их и продает. А поверка это опция. Закажите, включат ее стоимость в счет, поверят и отдадут с поверкой. Просто срок поставки немного увеличится.