scbist
-
Число публикаций
17048 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя scbist
-
Свою рекомендацию, возможно и ошибочную, я дал еще на первой странице. Есть объект позиционированный как ИО и аттестованный. Новый терминал с датчиками в его состав не входит. Новый терминал предназначен для измерения силы воздействующей на трубку. Само воздействие он не воспроизводит. Я бы его поверил и не парился. Но остается вариант аттестации нового ИО с новыми датчиками с созданием соответствующих новых документов. Мне кажется, что это очень большая головная боль и риск получить вопросы при очередной проверке аудиторов от РА.
-
Ссылки на ГОСТ мало? Какая информация еще нужна?
-
Так ответ правильный или нет? Или Вам без разницы?
-
Вы опять не ответили на прямо поставленный вопрос
-
Так устройство под названием "Разрывная машина" используемое для испытания трубок это СИ, ИО или комплекс?
-
Но Вы настаиваете, что оборудование может быть или СИ, или ИО. Сочетание Вы не приемлете. Или я опять за Вас что-то говорю, хотя я именно Вас цитировал про ошибочное отнесение к ИО испытательных стендов.
-
Об ответе автора все давно уже забыли и обсуждаются отвлечённые чисто теоретические понятия. К сожалению, в нашей жизни ничего идеально чистого нет. Ваше настойчивое предложение относить оборудование или туда, или сюда Вы сами назвали ошибочным. В процессе испытаний необходимо как создавать условие, так и измерять реакцию объекта испытаний. Вы же говорите о том, что в организации оборудование отнесено к ИО, пусть даже и ошибочно, поэтому в его составе нет СИ. Это все ИО. Но ИО не предназначено для измерения. Так как же быть? Измерять прогиб с помощью ИО, хоть это и не условие испытаний, или испытывать с помощью СИ?
-
Не понял, что надо подтверждать? Это же арифметика для первого класса средней школы. Центр отверстия находится на расстоянии 1/2 диаметра от края. Прибавляете к расстоянию между краями половины диаметров и получаете межцентровое расстояние.
-
Не Вы ли писали? А теперь Сами называете стенд ИО. Почему Вы постоянно занимаетесь подменой понятий? Разрывная машина производителем вообще заявлена как СИ и внесена в реестр. Машина измеряет силу и длину, а создает перемещение траверсы с заданной скоростью.
-
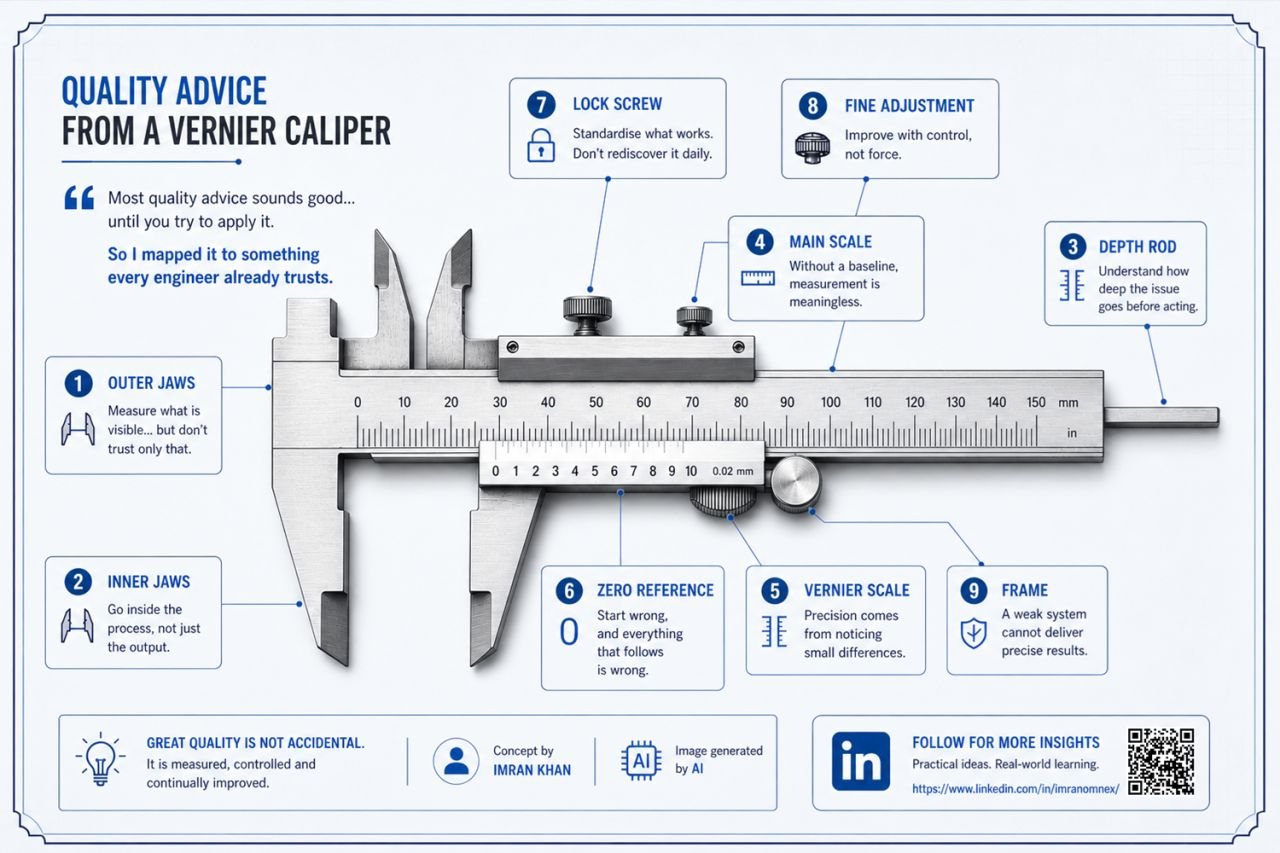
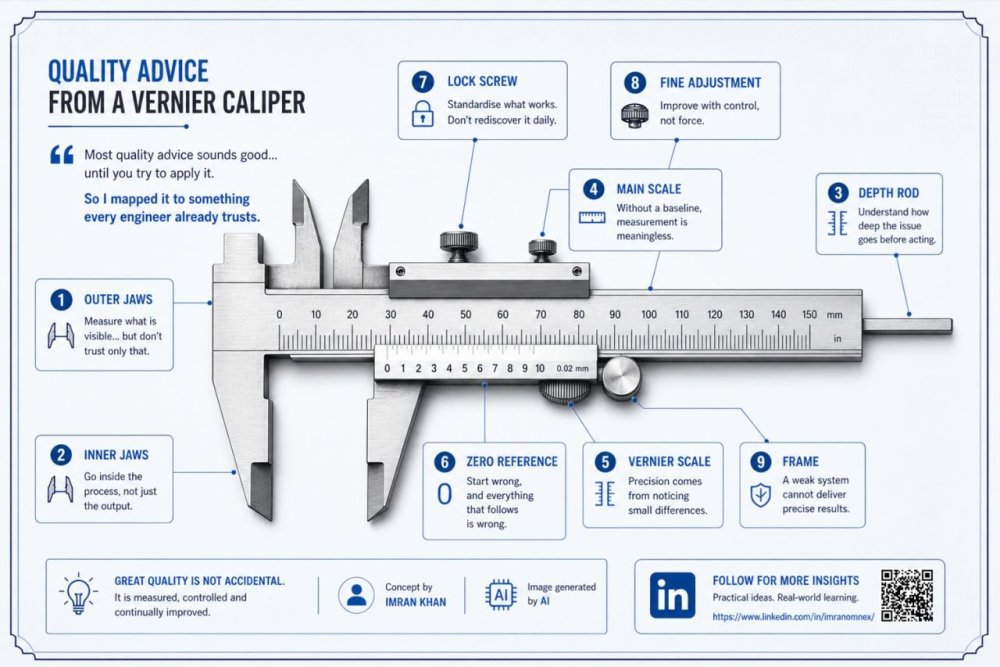
Подвернулась заметка с плакатиком. Гугл мне перевел пояснения
-
Про принцип измерения отклонения можете что-нибудь рассказать? В ссылке я не нашел подробностей. Я вижу разницу только в названии прибора и размерах.
-
Повторю вопрос Как Вы предполагаете измерять стрелу прогиба трубки? Лично я обычно в аналогичной ситуации по перемещению подвижной траверсы. Там есть единственное условие. При нулевой нагрузке. Но я уже писал, что необходимо убедиться, что датчик весового терминала не вносит погрешность в измерение прогиба. Но если он и вносит, то это систематическая погрешность и она может быть устранена внесением поправки. Надо построить график зависимости перемещения траверсы от нагрузки. Предположу, что это будет исчезающе малая величина и ею можно пренебречь. Прогиб мембраны тензодатчика по сравнению с прогибом трубки ничтожен для данного испытания.
-
Открываем ГОСТ приложение В. Там написано, что для испытаний применяется - оборудование для воспроизведения силы - оборудование для измерения отклонения трубки. Мы имеем оба устройства в одном флаконе. Т.е. классическое средство испытаний состоящее из двух устройств ИО и СИ в одном корпусе под названием "Разрывная машина". Средство измерений внесено в реестр.
-
Я бы не относился к сообщению автора как к истинному. Вполне возможно, что свидетельство о поверке автор воспринимает как аттестат. Тем более, что они этим не сами занимаются. Нужно своими глазами видеть документ. Требование к изменению диапазона вытекло из новой редакции ГОСТа. Там по сравнению со старой появилась новая строка с трубками маленького диаметра. Если организация была аккредитована на испытание трубок по старой редакции, то для одной строки обосновать приобретение нового оборудования экономически проблематично. Тем более, что по перемещению машина соответствует требованиям. Нужно только силу измерить. Я бы тоже поступил так же. Пробрел отдельный силоизмеритель для тонких трубок и сделал отдельное приспособление именно для них. Единственный вопрос это как перемещается платформа весового терминала при приложении силы. Надо нарисовать график и вводить поправки в результаты измерений, если это значимые величины.
-
Так там же сказано, что если в качестве ИО используется СИ утвержденного типа и она поверена, то поверка заменяет аттетстацию.
-
Это вопрос к разработчику машины. В ОТ, которое я читал этот параметр указан.
-
Ок. Машина по ГОСТу вообще воспроизводит скорость перемещения. А терминал измеряет силу, но родной измеряет начиная с 1 Н, а по ГОСТу требуется для некоторых случаев измерять 0,6 Н.
-
А оно Вам зачем? Чтобы снизить нижний предел воспроизведения силы с 1 до 0,1 Н.
-
Сделать что? Заменить датчик или использовать их автономно? Заменить датчики это создать новую машину. Т.е. надо пройти заново всю процедуру утверждения типа. На это производитель вряд-ли пойдет. Тем более, что в его линейке есть машина с диапазоном от 0,1 Н. Поставить приспособления для испытаний трубок на платформу весоизмерителя и по нему фиксировать усилия возможно. Но тогда надо его отдельно поверять.
-
Посмотрел ОТ на машину. Для Первая цифра это предел измерения силы. Т.е. это 10 кН. Машина двухстоечная. Предел погрешности измерения силы 0,5%. Машина первого класса с диапазоном измерения силы от 1 до 10 000 Н Возникает вопрос Вы хотите изменить предел Для этого приобрели новые датчики. Но если заменить датчики тогда это будет уже другая машина. Если использовать ту же машину, но вместе с родными датчиками использовать весовой терминал, то это отдельный измерительный канал и его необходимо отдельно поверять. Это внешнее устройство с машиной не связанное. Пока не буду задавать вопросы по саму возможность воспроизведения желаемого усилия данной машиной. Это может оказаться проблемой как технической, так и юридической. ВЫ используете оборудование за ее пределами. Это может вызвать вопросы, даже должно, у эксперта при проверке вашей аккредитации.
-
А подробнее можно? Что там будут делать эти датчики? Вы ими заменяете родные, или что-то свое измерять? На сколько я помню, при поверке собственно разрывных машин состав измерителя силы поверителя не интересовал. Он поверял машину, а не комплектующие отдельно. Если есть ОТ, значит датчик утвержденного типа. Т.е. теоретически поверка возможна, но надо смотреть, что написано в ОТ. Почему нельзя поверить отдельно? Это какая-то конструктивная особенность датчика? Или по ОТ они являются неотъемлемой частью терминала? Повторю вопрос, что делают эти датчики? Вы заменяете "родные", или у них свои отдельные функции?
-
Возможно у вас есть еще что-то, кроме штангенциркуля. Например, гладкие пробки или ролики на диаметры больше 10 мм. Тогда их можно использовать как вставки.
-
Если у вас допустимое отклонение на деталь то смело применяйте способ отсутствие радиусов на губках вам погоды не сделает. Только в формуле не минус, а плюс и не Lвнешнее, а Lвнутреннее.
-
Ну что вы пристали к девушке? Это нормальное свойство человеческой памяти. Каждый из нас с таким сталкивался. Кажется, что помню и уверен, но оказывается, что ты помнишь не то и не так. Я только один раз слышал про требование, что при работе у тебя методика должна лежать перед глазами и никакой опоры на память. Ты можешь знать ее наизусть, но она должна лежать перед глазами и ты обязан каждый раз отслеживать и сверять свои действия с документом. Начальник может подойти в любой момент и ты должен ему показать точно строчку, где находишься. Каюсь, грешен. Я постоянно пренебрегаю этим требованием. Нынешнее руководство этого не требует. Первый раз по бумажке, а дальше по памяти. И порой, довольно редко, но случаются промашки.
-
Что-то подумал, что несколько запутано написал и решил добавить. Для начала приведу аналогию с обычным измерением сопротивления мультиметром. Перед измерением мы закорачиваем щупы и проверяем, что сопротивление равно нулю или около него. Если провода длинные и прибор показывает больше нуля, то мы потом вычитаем из показаний это число. Так и здесь. Вы измеряете параметры ИИ-1. Но перед измерением убеждаетесь, что аналогичные параметры сети достаточно малы и не внесут значительного вклада в результат. Но, т.к. они не совсем равны нулю, то вы их вычитаете для чистоты эксперимента. В итоге вы имеете результаты измерения петель с ИИ-1. По сравнению с ними Очень малые величины и существенного влияния на результат оказать не могут. Поэтому вы их просто вычитаете из результата и считаете погрешность измерения ИИ-1. Конечные значения диапазонов Ак: 200 Ом для активного и реактивного сопротивлений и 300 Ом для полного. Значения измеряемых сопротивлений А это то, что у вас идет с индексом изм: Rизм=137,6 Ом Xизм=159,8 Ом Zизм=211 Ом И полное сопротивление Z это измеренное вами Zизм. Е.м.р. это единица младшего разряда, т.е. "цена деления".
- 3 ответа
-
- 1
-