scbist
-
Число публикаций
17049 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя scbist
-

Измерения твердости ультразвуковым твердомером кто должен выполнять?
scbist ответил на тема форума автора Vitalina в Проведение испытаний
Если вы приобрели устройство, роли не играет какое, то его работоспособность проверяет тот, кто его будет эксплуатировать. Специалист не может быть допущен к проверке дефектоскопа. Он должен быть обучен пользованию. Это должно быть в его должностных обязанностях. Допуск нужен для пользования дефектоскопом в определенных законом, или подзаконными актами случаях. Допуск нужен, например, для дефектоскопии металлоконструкций с выдачей официального заключения. Более того, дефектоскопист должен быть аттестован и меть определенный разряд. Если вы для себя измеряете дефектоскопом, например, толщину покрытия, или проверяете сплошность отливки, то никакой допуск не нужен. Достаточно уметь пользоваться прибором. Для проверки работоспособности дефектоскопа возможно подключение метролога, если он имеет достаточную квалификацию. Если есть сомнение в качестве прибора, то лично я отправлял прибор на поверку, или приглашал к себе представителя продавца или изготовителя. -
Аттестация поверителя
scbist ответил на тема форума автора Татьяна М в Аккредитация и подтверждение компетентности
Не в теме, но рассуждая логически просрочка 10 лет, плюс сама аттестация была еще 5 лет назад. Итого 15 лет. Какие тогда были законы и критерии? Мне кажется, что это было очень давно и все с тех пор изменилось. Указ президента о создании Росаккредитации был в 2011 году. Это позже предполагаемой аттестации специалиста. Т.е. можно сказать, что его нет. Надо все с нуля начинать. Это мое мнение. Могу заблуждаться, т.к. не в теме. -
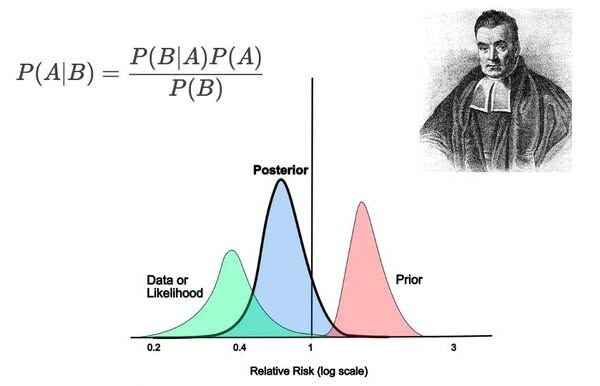
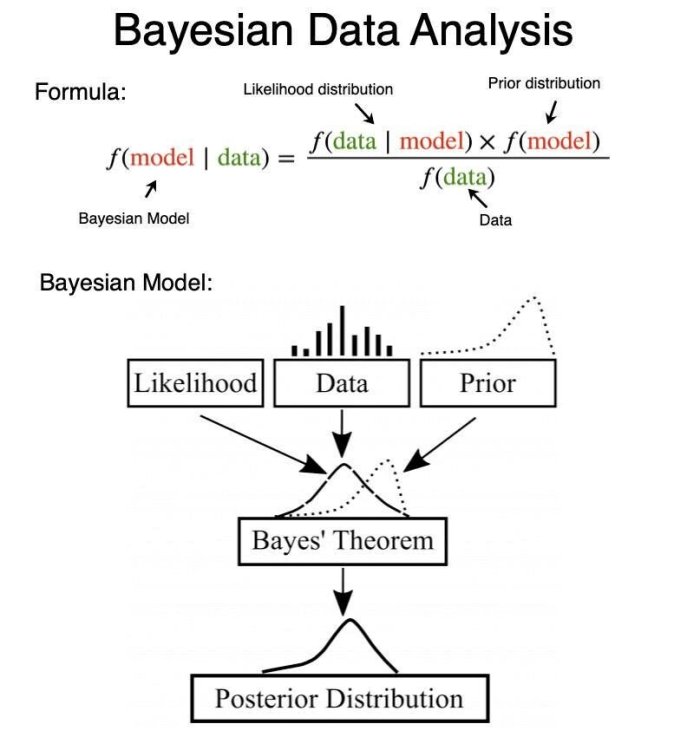
Что-то в мои паблики зачастили статейки про байесовский подход. Попробовал поискать что-нибудь про то, как мне на моем месте это можно применить. Вот тут возникли проблемы. Найти пошаговую инструкцию с примерами оказалось не так просто. Все как-то общими словами отделываются. Пока нашел только Р 50.1.100-2014 ТРИ ПОДХОДА К ИНТЕРПРЕТАЦИИ И ОЦЕНКЕ НЕОПРЕДЕЛЕННОСТИ ИЗМЕРЕНИЙ. Но и там все не так, как я хотел. В руководстве сравнивают три подхода. Частотный, байесовский и фуцидальный. Правда, в тексте появляются еще подходы. Т.е. их уже не три а больше. Ну это ладно. Главное примеры есть. Смотрю. Первая мысль, ты это зачем взял в качестве примера? Проще и доступнее ничего не нашел? Ты не мог просто взять калибровку вольтметра? Вторая - методологическая. Ты в какой момент шум измерял? Одновременно с сигналом, или сигнал отдельно, шум отдельно? Почему для результатов измерения сигнала посчитал среднее стандартное отклонение, а для шума нет? Далее фраза Но предположение это не информация, а гипотеза. Далее примеры. Частотный подход пропущу там известные формулы и результат. Меня интересует именно байесовский подход. Не понял, байесовский подход к метрологии не применим? В чем тут фишка? Мы и сейчас пользуемся данными изготовителей. Да и оценка измеряемой величины есть результат измерения. Все мозги разбил на части. Ладно. Посмотрим пример. Может что-то прояснится. там формулы пропущу. Вот тебе раз. Как это независимы? С каких пор сумма не зависит от слагаемых? Ладно. Пропущу, а решать то как? Мда. Все понятно. Даже вопросов нет. Про то, что слесарям - токарям неопределенность не нужна мы давно поняли. Но и калибровщики как-то не будут сильно рады, как мне кажется. Во всяком случаев меня такой пример совсем оптимизм не вселяет. Посмотрим заключение. Что, опять числа те же, но философия другая? Хочется процитировать Жванецкого. Не надо как лучше, оставьте как хорошо. Нам уже обещали, что потом буде проще. Но как-то не особо получается. Или я один такой тупой? Может мне кто-нибудь расскажет как калибровать обычный вольтметр и оценить его параметры байесовским подходом? Желательно на пальцах. Я же не компьютер. Программ не понимаю. Мне бы для начала понять на бумажке с карандашом. P.S. У меня есть два варианта понимания априорной информации. 1. Я много лет слежу за своим прибором и имею информацию о его свойствах. При очередной калибровке я вношу некоторые поправки в статистику его поведения. 2. Мой прибор показал какое-то число. Я могу сказать, что следующее число буде близким к этому. Т.е. каждое последующее измерение добавляет информацию к уже имеющемуся. Каждое измерение является априорной информацией для следующего. . Р50 1 100.pdf
-
Посмотрел Аршин, там написано, срок действия до декабря 2024 года. Т.е. уже год как не работает. Для легитимности надо приобретать СИ с годом выпуска не позднее 2024. Все остальное будет неутвержденного типа. Это из другой оперы. Это о досрочном прекращении. Если срок указан, то никакой суд не нужен. Декабрь 2024 года прошел, все, дверь закрылась. Согласно Порядку утверждения ..... срок составляет 5 лет от подписания приказа. Для продления надо подавать заявку не позднее чем за месяц до окончания срока. По всем пунктам пролет. Срок прошел год назад.
-
Опять статейка про теорему Байеса для начинающих Типа, простым языком. Такой простой язык, что у меня все эти апостериори его в узел завязывают. Хотя, действительно легко понять, что автор имел ввиду.

-
А может его туда на наливали, а кусками лОжили?
-
Я опять извиняюсь за свою безграмотность. Задал вопрос гуглу про жидкий азот. Он вместе с ИИ ответил Получается, что температура может быть в диапазоне от минус 196 до минус 210 градусов по цельсию. Насколько критичен такой разброс?
-
А можно полюбопытствовать, зачем? Предположу, что на уровень надо поискать радарные уровнемеры. Как вариант лазерный, но луч может плохо проходить через туман. А зачем измерять температуру? С какой точностью? Опять предположу, что если азот жидкий, то его температура более или менее известна. Т.е. между уровнем и температурой есть некоторая корреляция. P.S. Могу заблуждаться, т.к. никогда не интересовался температурой и объемом. Стоит себе в углу и стоит. Кончился - заменили. Мне так вспоминается, что веса вполне хватало. Но давно это было. Могу ошибаться.
-
Я собственно о том, что не все йогурты, тьфу, не все законы распределения нормальные.
-
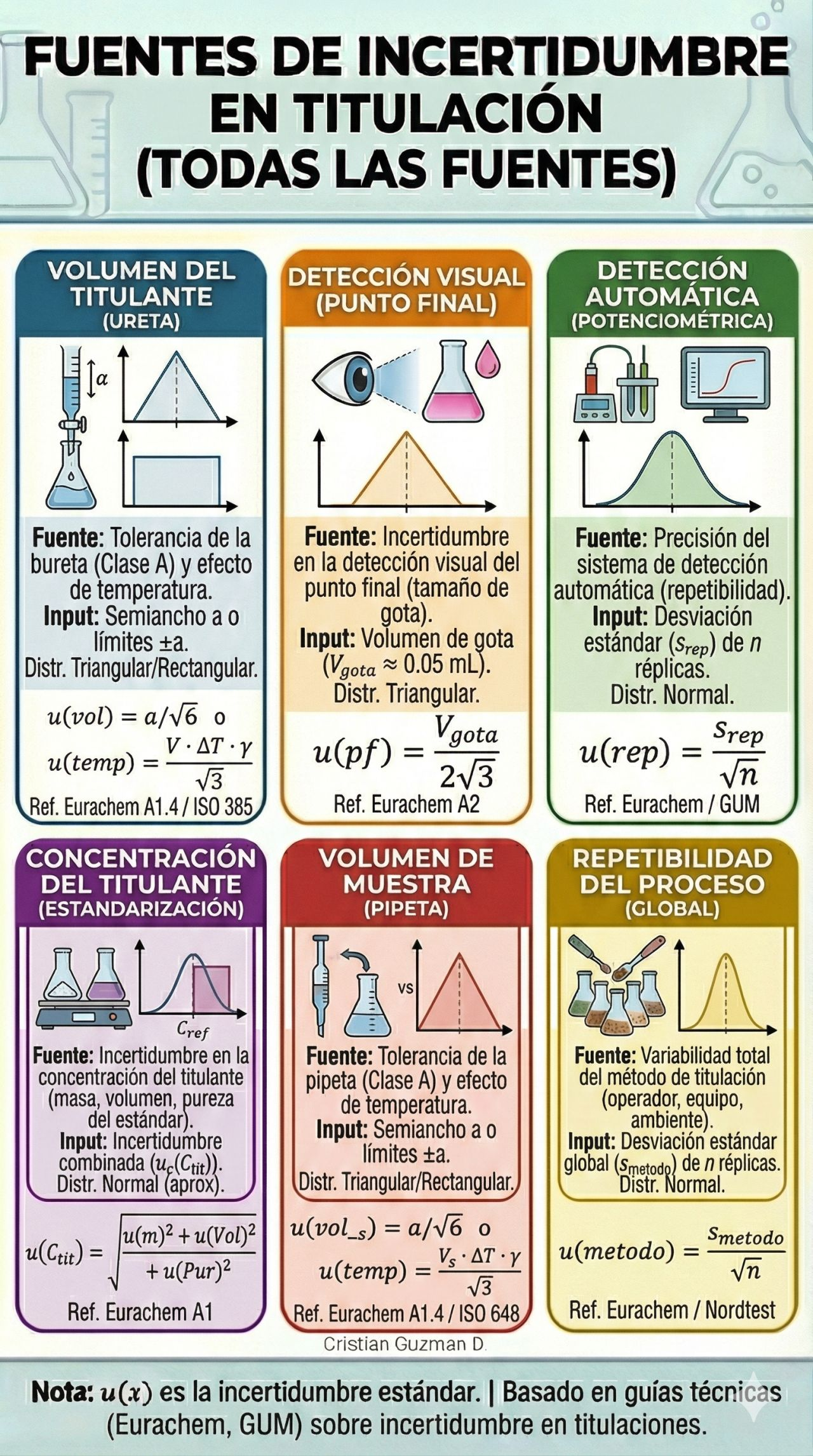
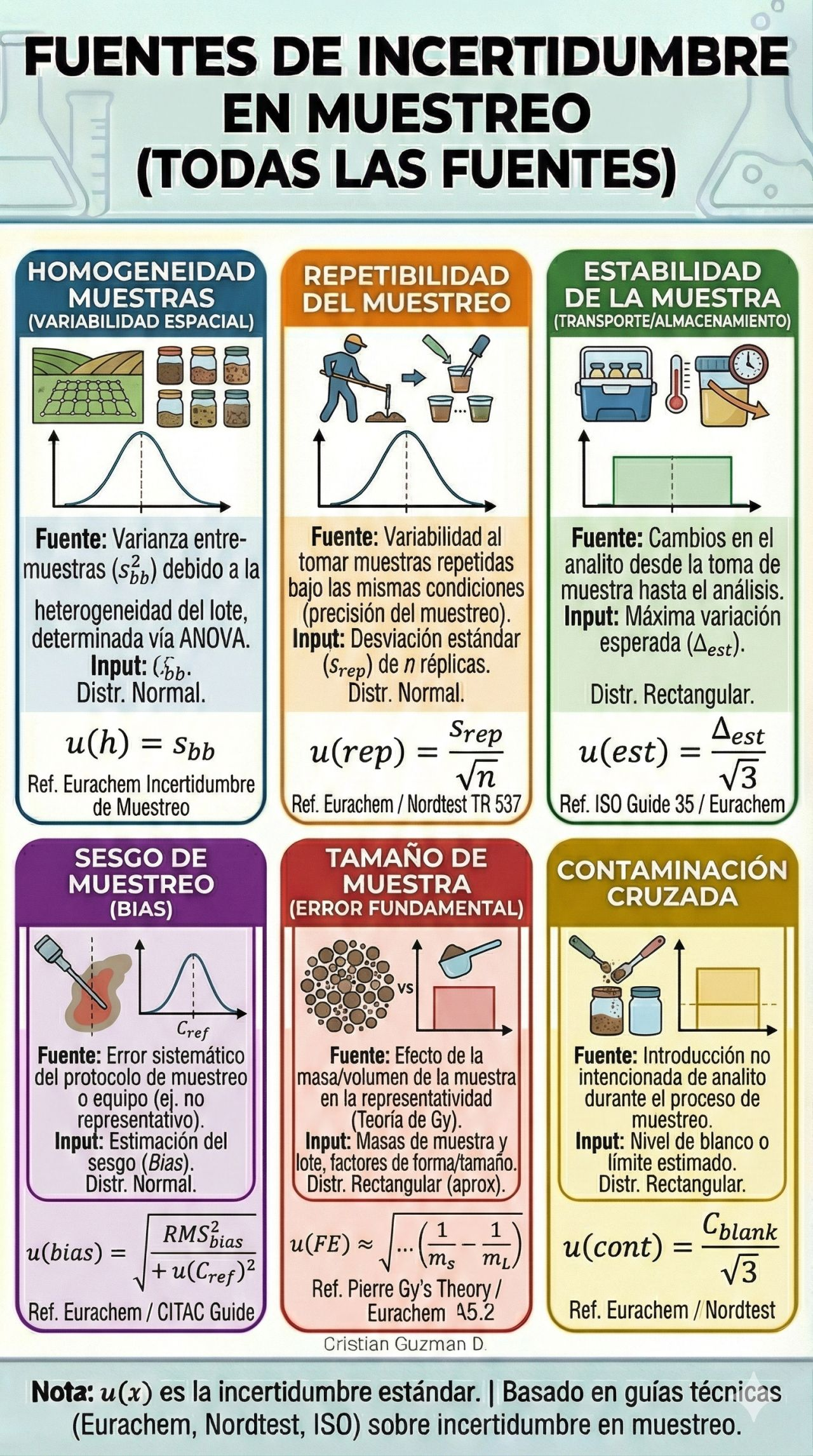
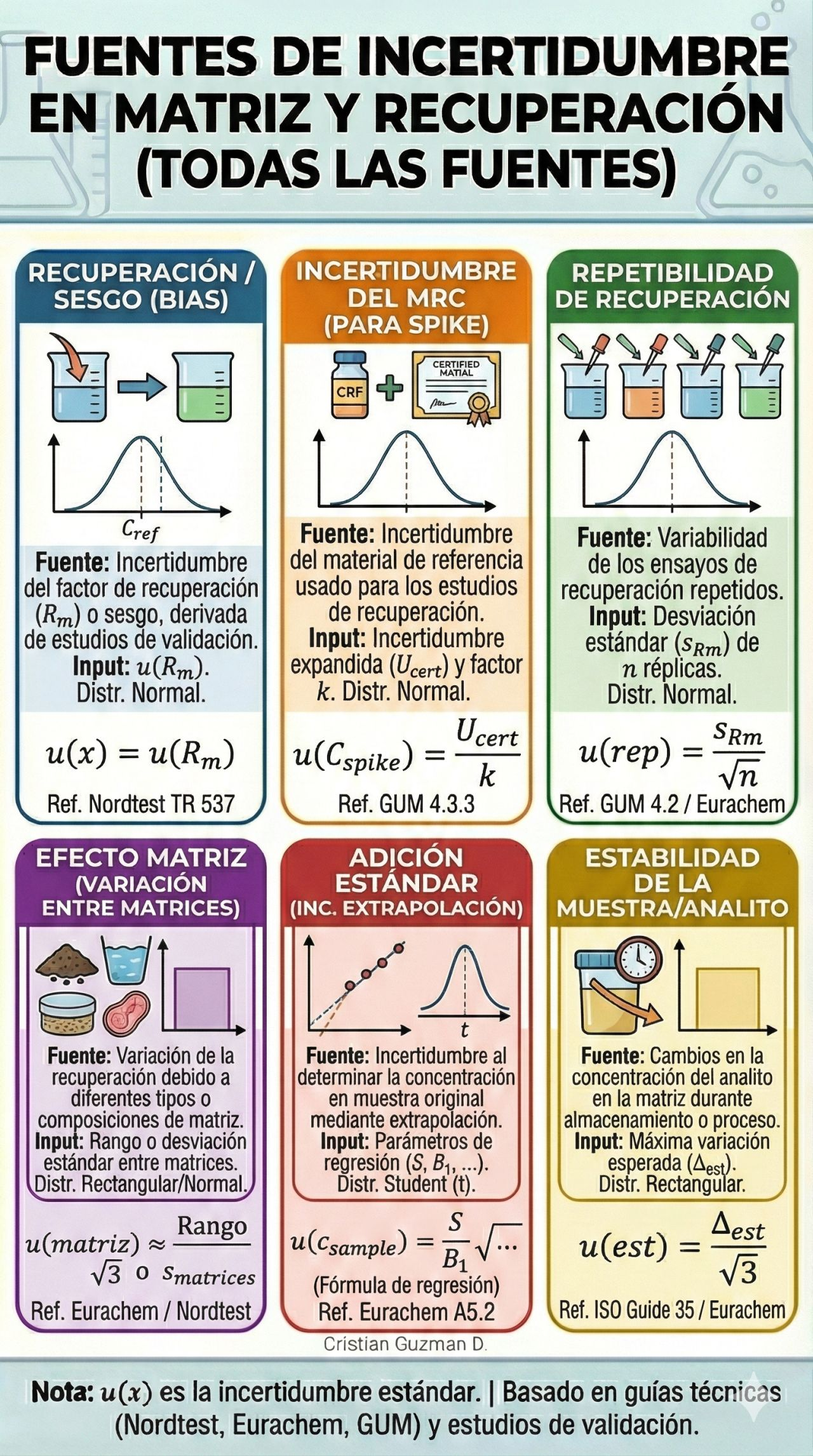
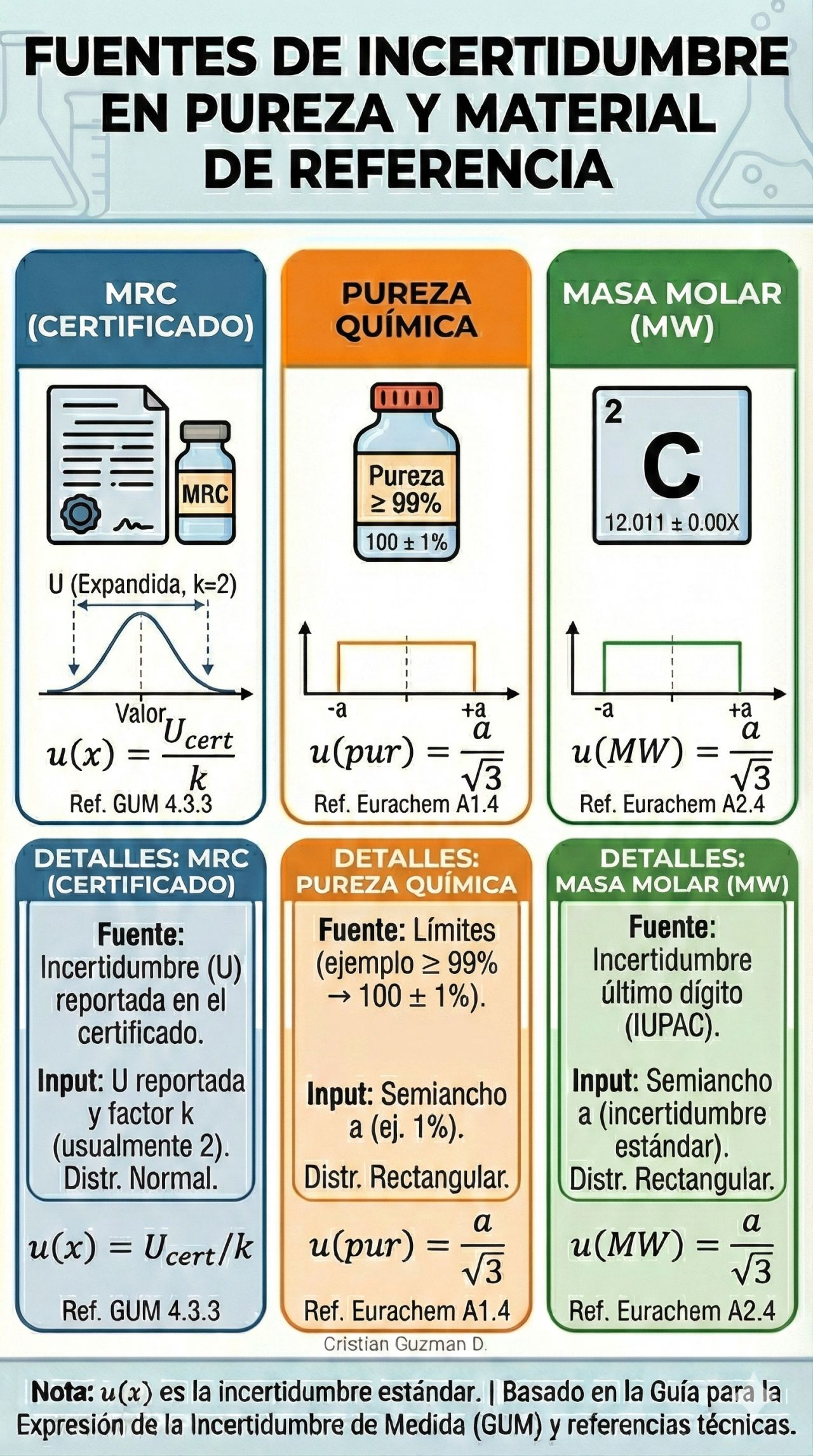
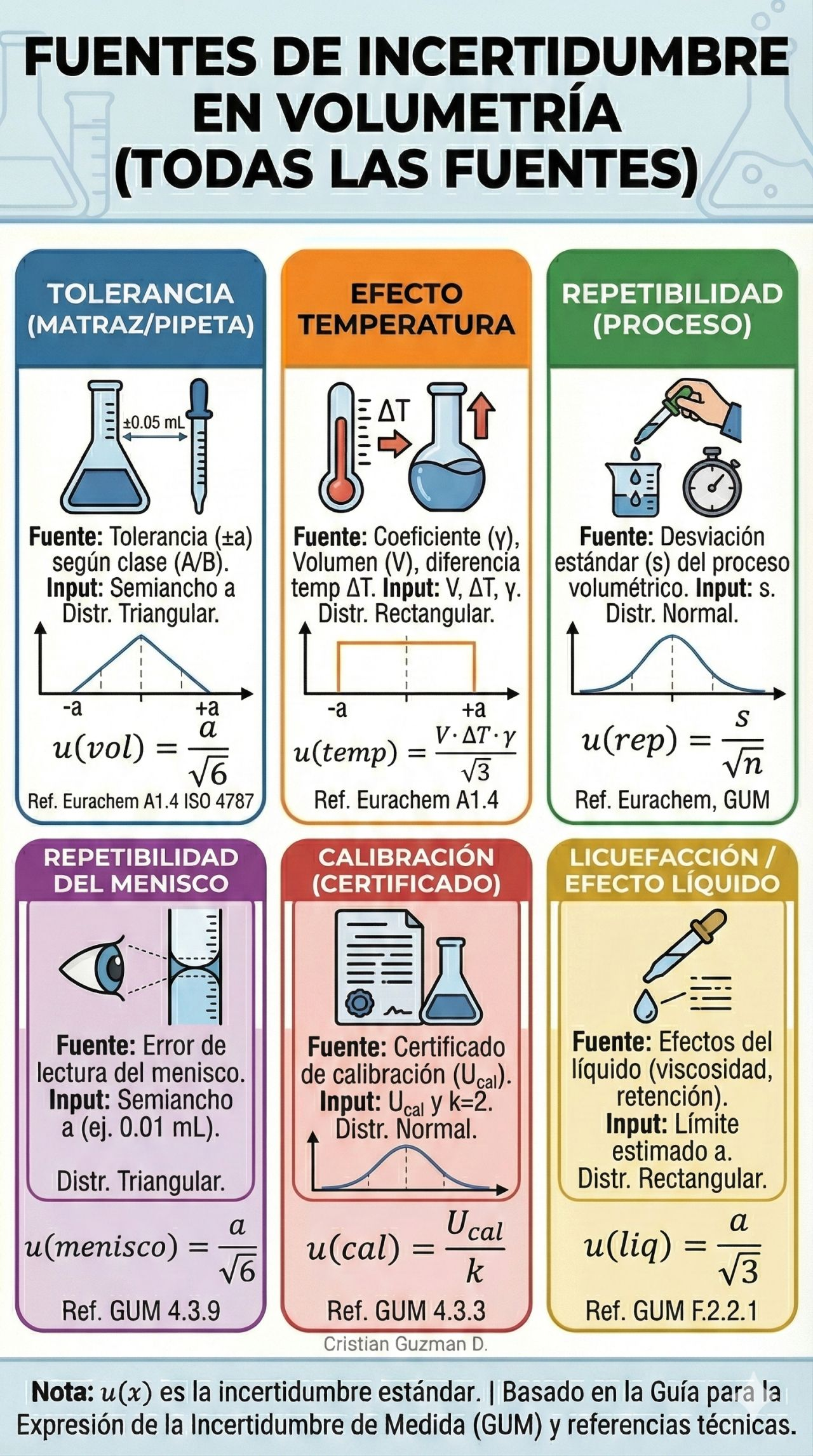
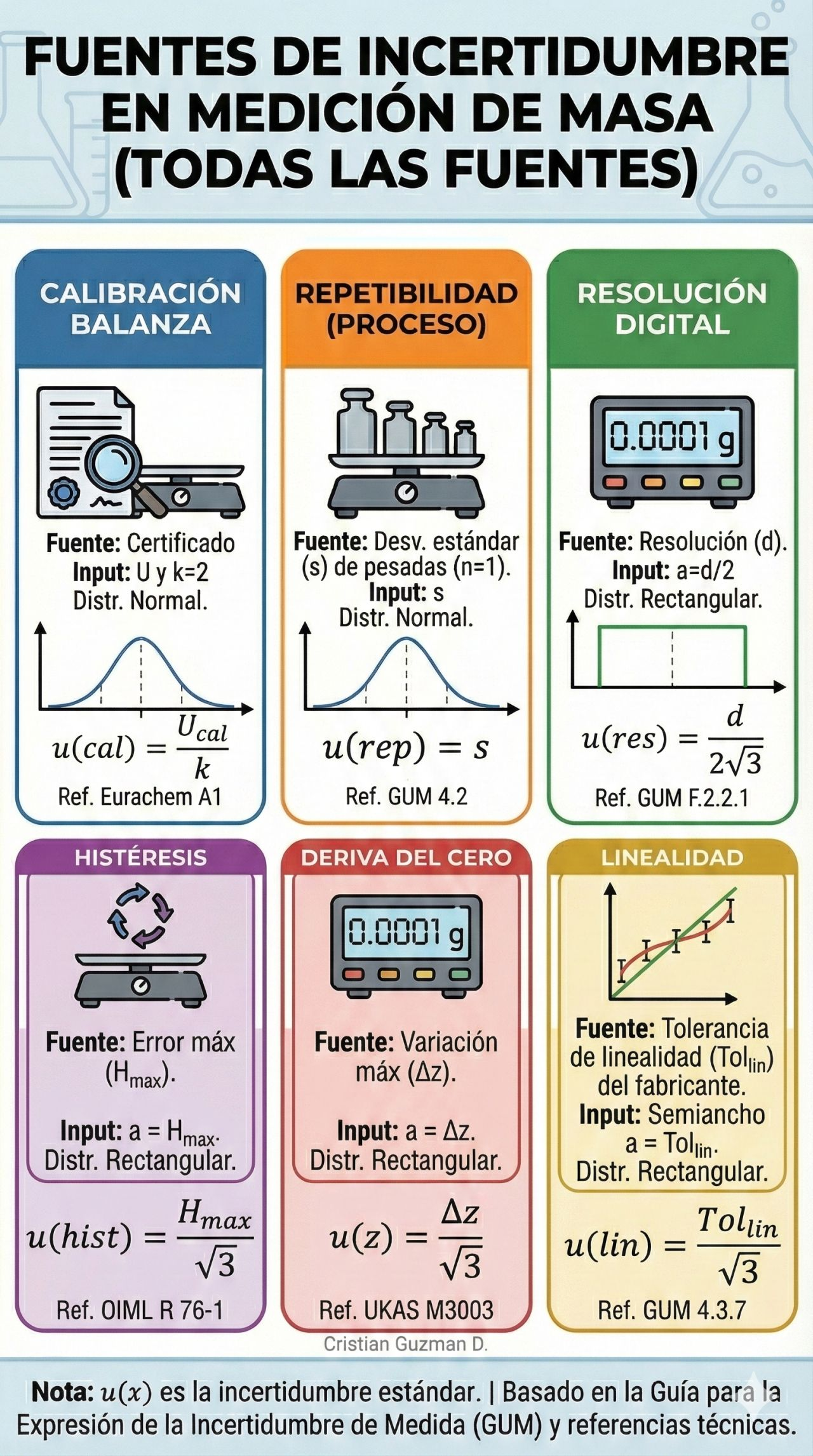
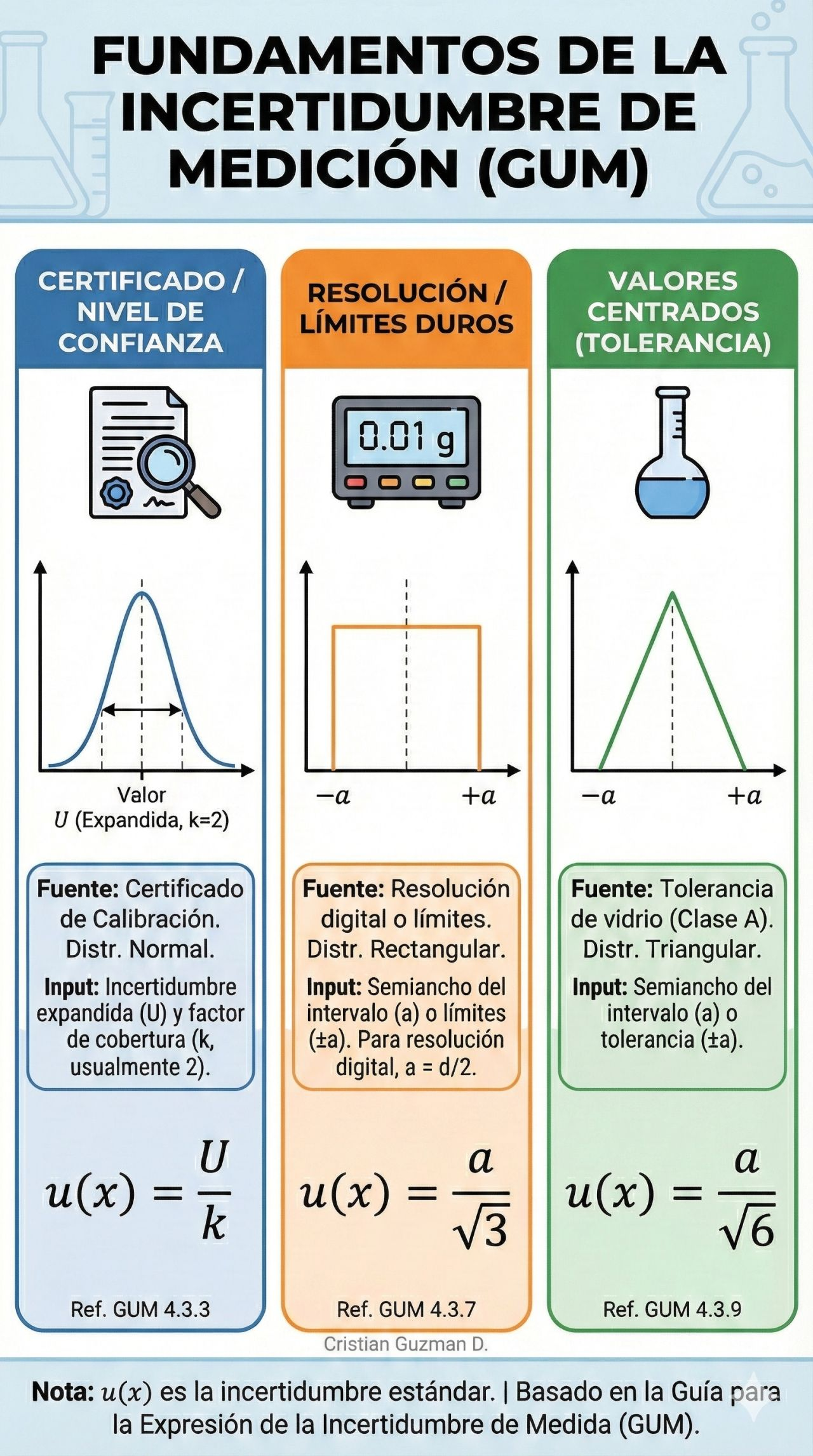
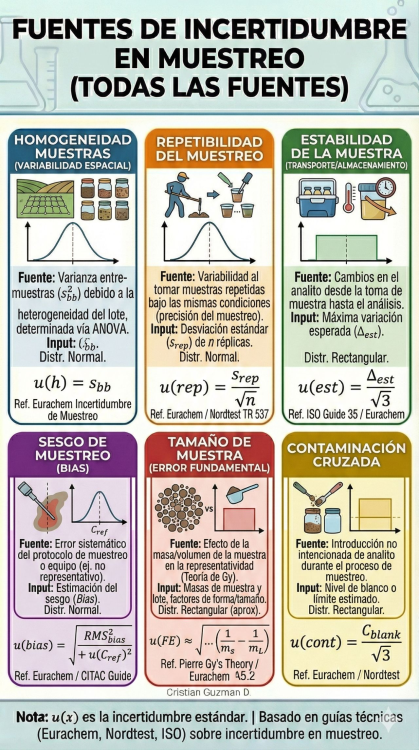
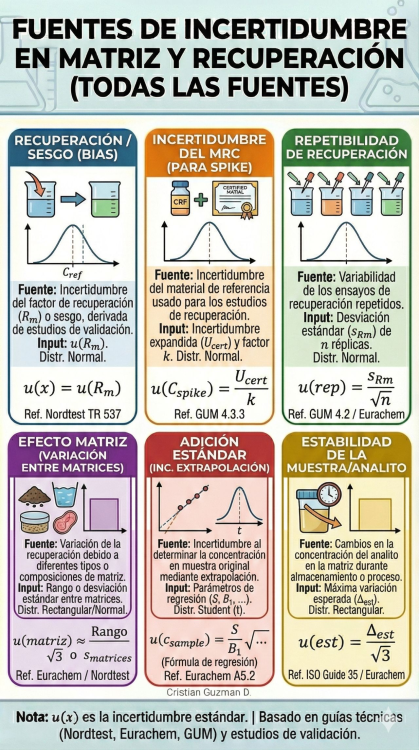
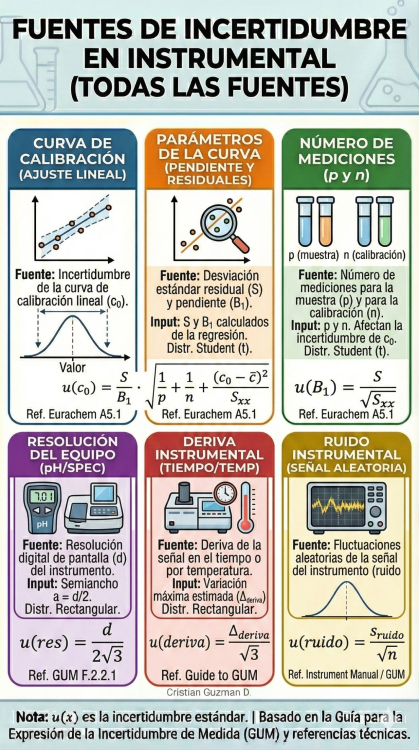
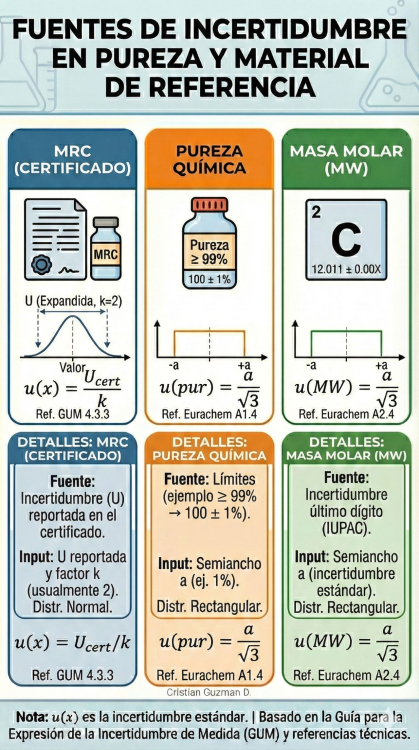
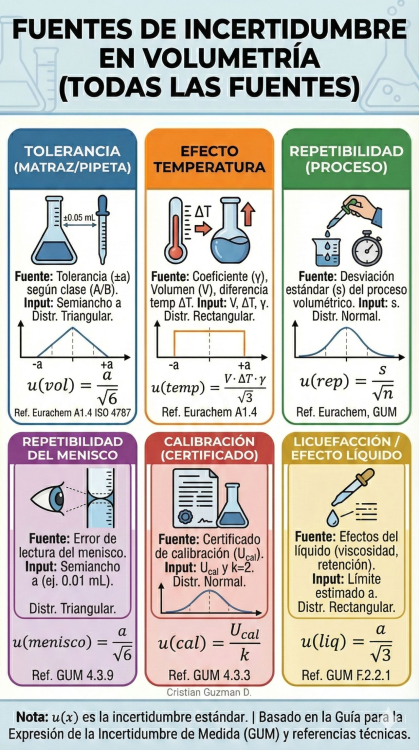
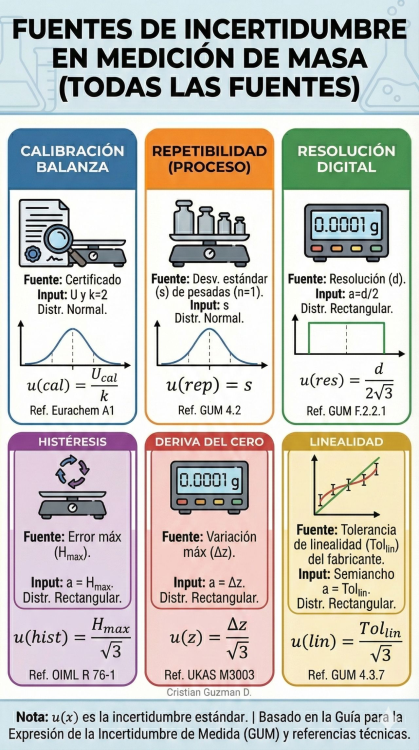
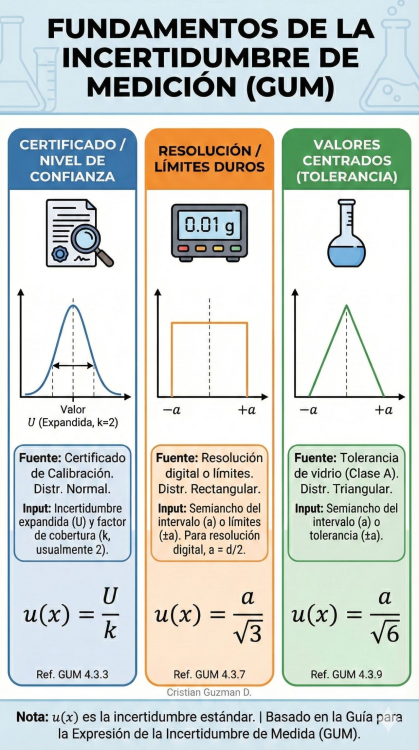
Подвернулись тут плакатики по неопределенности в химии. Автор писал Названия рисунков 1. Источники неопределенности при титровании (все источники) 2. Источники неопределенности при отборе проб (все источники) 3. Источники неопределенности при матрице и повторной обработке (все источники) 4. Источники неопределенности при использовании приборов (все источники) 5. Источники неопределенности при анализе чистоты и стандартных образцов 6. Источники неопределенности при волюметрии (все источники) 7. Источники неопределенности при измерении массы (все источники) 8. Основы неопределенности измерений (GUM)

-
Организация метрологической службы
scbist ответил на тема форума автора Григорий111 в Метрологическая служба
В этой идее есть только один плюс - время. Не надо возить свои приборы в стороннюю организацию. Нет простоя оборудования и лишних транспортировок. Из минусов - большие затраты. - Приобретение нового оборудования в соответствии с поверочной схемой. - выделение отдельного рабочего места или помещения в соответствии с требованиями на поверку. - прием в штат нового сотрудника - разработка комплекта документации - Руководства по качеству, положения об отделе, должностных инструкций, .... - официальное приобретение методик поверки и разработка собственных методик калибровки. - организация доступа поверителя в "Аршин" - регулярные проверки со стороны Росаккредитации с оплатой командировочных и остальных работ. Это так, на вскидку. -
Еще одно предложение. Изменить расположение детали. Установить ее на плиту Г-образной частью подложив под нее КМД, чтобы сама Г не касалась плиты и с помощью штангенрейсмаса измерять высоты от плиты до зеленой полки и от плиты до нужного паза. К штангенрейсмасу разных наконечников море.
-
Мне довольно часто прилетает реклама https://www.plastiform.info/en/internal-external-dimensional-controls/
-
Организация метрологической службы
scbist ответил на тема форума автора Григорий111 в Метрологическая служба
В Критериях Основное требование 3 года, но возможно и 1 год. Слово "допускается" требует пояснения когда, в каких случаях. -
Организация метрологической службы
scbist ответил на тема форума автора Григорий111 в Метрологическая служба
Для аккредитации на поверку нет необходимости создавать метрологическую службу. Но у вас должен быть в штате поверитель с образованием и опытом работы поверителем не менее 3-х лет. А это не дефектоскопист первого разряда. Это отдельная профессия. Т.е. у вас в штате может быть десяток первоклассных дефектоскопистов с многолетним стажем и кучей допусков, но поверять они не имеют права, если никогда этим не занимались. P.S. Судя по тексту Вашего поста Вы несколько не в теме. Вы просто решили, а не сэкономить ли на этом. Все не так просто, как кажется со стороны. -
Объектом может быть что угодно. И железо и методика. Но это уже опять отступление от основной темы. Не буду здесь спорить.
-
Определение типа оборудования
scbist ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
А идеально идеальная и не нужна. Не стрелять же из нее. Там результат сэмь-восэм.... Да и при оцифровке можно коэффициентами поиграть. -
Определение типа оборудования
scbist ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
Вот тебе раз. И автор тот-же. Больше 2-х лет прошло, а вопрос так и не решен? Интересно, кто-то в декрет уходил? Или на службу в ВМФ? -
Определение типа оборудования
scbist ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
А как же иначе, если платформа плоскопараллельная и ровная? -
Определение типа оборудования
scbist ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
Я бы сделал идеально треугольную платформу на которой размещается гиря. Смещая ее по осям можно определить и смещение центра тяжести. -
Определение типа оборудования
scbist ответил на тема форума автора oparin.i-m в Метрологическое обеспечение производства
Я бы отнес к контрольному оборудованию. Проверка или аттестация. -
Оснащенное оборудование оснастка
scbist ответил на тема форума автора Анастасия Anastasia в Эксплуатация
За технологическую оснастку отвечает технолог. Он ведет учет, определяет правила использования и проверок. Если оборудование хранится на складе, то там есть кладовщик который выдает и принимает его. Он ведет свой учет и делает отметки в карточках и, если необходимо, в паспортах. Требование к оборудованию должно быть одно. Применять по назначению можно только исправное оборудование. Как подтверждается исправность и с какой периодичностью это вопрос второй. Если оборудование хранится на складе , законсервировано и климатические условия в помещении соответствуют требованиям, то дополнительно проверять характеристики нет смысла. Если оборудование изнашиваемое при эксплуатации, то технолог или разработчик оборудования должен указать периодичность проверки не в годах, а в сроках использования. В паспорте должна быть соответствующая графа "учета наработки". Если оборудование на складе лежит годами, то оно должно быть проверено перед началом эксплуатации. Между ними проверки не нужны. Если оборудование находится в цеху и неизвестно эксплуатируется или нет, как эксплуатируется, то тогда раз в год или чаще нужно его проверять. -
Не совсем так. Оба термина применимы и к "железу" и к методикам. Верифицируют "чужие" методики. ВЫ подтверждаете, что можете ее воспроизвести и получить результат заявленный автором. Валидируют свои методики. Вы подтверждаете, что можете получить результат соответствующий вашим хотелкам. Кстати, кому интересно свеженький документ 2025 года еврохима. "Соответствие аналитических методов поставленным задачам. Лабораторное руководство по валидации методов и смежным темам." Правда он на английском. Пригодность аналитических методов для достижения поставленной цели.pdf
-
Случайно подвернулась такая штука. Там все на английском. Сам за ненадобностью не пробовал, но может кому-то пригодится. NAPT-17025 2017_Lookup Tool_Rev 7.xlsm
-
Каким методом лучше пользоваться при измерении относительной влажности в камере?
scbist ответил на тема форума автора ОлегШ в Аттестация
Что-то я отстал от жизни. 9 датчиков это для температуры, а влажность была в одной точке - в центре камеры. Психрометрический метод был указан в ГОСТе на аттестацию камер влаги. Совсем не понял. Как цена на датчики связана с законом? А вы относите аттестацию камер к сфере? Вы какие испытания проводите?