LIBorisi4
-
Число публикаций
3045 -
Регистрация
-
Последнее посещение
Тип контента
Профили
Форумы
События
Библиотека
Интернет-журнал
Статьи
Весь контент пользователя LIBorisi4
-
Меня поражает то, что если в качестве "доказательств" применяется лично известное, то это нормально, а если иное, то это смешно. А для аборигена амазонки, что 1 диаметр, что 1 метр будет чудно и не понятно. Может будем пользоваться их понятиями? Если кладовщик скажет,что у него на складе только дюймовая труба, а Вам нужна стальная водогазопроводная 33,5 мм, Вы возьмете ее? Смешно не "1 диаметр", а то, что вы не можете понять.....
-
Да требование. Но когда применяется требование к объекту и выполняется, то это становится его (объекта) характеристикой. Не однозначное утверждение. Не всегда это надо, а главное возможно. В основном надо подтвердить, что то, что применяешь при измерениях соответствует своим характеристикам и тому, что его показаниям можно доверять, а уж как, покажет его вклад в неопределенность. Андрей Аликович, в одном буржуйском документе в 2001 году было написано: Имеется ввиду определение неопределенности из GUM. Что и было сделано в VIM 3 в 2008 году.
-
Извините, но на корень из трех (т.к. распределение равномерное) делится МРЕ, чтобы узнать вклад в неопределенность применяемого, прошедшего проверку соответствия средства измерений (согласно НД). При делении МРЕ на корень из трех получается вклад в виде стандартной неопределенности (опять-таки по НД). А как от стандартной перейти к расширенной? В ОА на поверку какая погрешность указывается? А в ОА какая неопределенность должна быть указана?
-
А это Вы у AtaVist спросите. Это ведь он сказал, что со слов уважаемого участника для области аккредитации на калибровку стали делить погрешность на корень из трех. А я говорил про "калибровочные" лаборатории, коих результат деятельности здесь выкладывался не раз......
-
Отчет, в котором указаны показания калибруемого средства измерений соотнесенные со значениями эталона(ов), качество этого соотношения, "вывод" о том, как из показаний получить результат измерений, при необходимости, соответствие спецификации, стандарту.
-
Вот именно. Ведь сейчас и ранее выкладывалось масса документов, в которых фигурирует МРЕ, с чем и сравниваются результаты и калибровки, и поверки "по ихнему", да и у нас...
-
Там и там МРЕ.
-
А если подумать? Если это делается при калибровке? То да, это бред. Тогда не надо идти в "калибровочную" лабораторию, которая использует в своей работе поверенные средства, а потом удивляться, откуда такая неопределенность и куда ее прикладывать. Калибровочные лаборатории должны указывать СМС, причем минимальный, который лаборатория может достичь. А вот испытательные,....или при выполнении измерений..... неопределенность указывается наоборот максимальной, чтобы принятие решения о соответствии было более корректным, если при этом используется поверенные СИ или СИ, прошедшие проверку на соответствие (по ихнему), то... Прочтите лучше OIML G 19 Edition 2017 (E) Annex F Establishing measurement uncertainty to use with conformity tested measuring instruments and systems. Если Вас смущает год 2017, то вот посвежей примерчик, аж руководство 2021 года и все тот же Страницы из IEC GUIDE 115_2021.pdf
-
По всей видимости да! Общих документов не встречал, но может я ошибаюсь.
-
В документе данного ЦСМ.....
-
Скорей всего 11519-96, если все остальное совпадает.
-

Шкаф сушильный - погрешность поддержания температуры
LIBorisi4 ответил на тема форума автора Владимир Б в Аттестация
Вы когда читаете думаете о том, что читаете? Еще раз, для особо.... Есть камера, которая обеспечивает воспроизведение температуры ±3 °С, но по методу испытаний требуется ±20 °С. Кто или что может запретить аттестовать с допустимым отклонением в ±20 °С? Ни кто и ни что! Камера как выдавала свои ±3 °С по документации производителя, так и выдает, а нужные для испытания ±20 °С сами собой обеспечатся и контролировать (аттестовывать) их можно менее точными средствами измерений чем для 3 °С. Это же очевидно и опасности здесь нет ни какой. А вот при нормированном (проверенном при любых обстоятельствах) изготовителем параметре ±3 °С проводить аттестации (подтверждать, пусть даже и полученные) ±2 °С действительно опасно, т.к. эти 2 °С здесь и сейчас..... -
Шкаф сушильный - погрешность поддержания температуры
LIBorisi4 ответил на тема форума автора Владимир Б в Аттестация
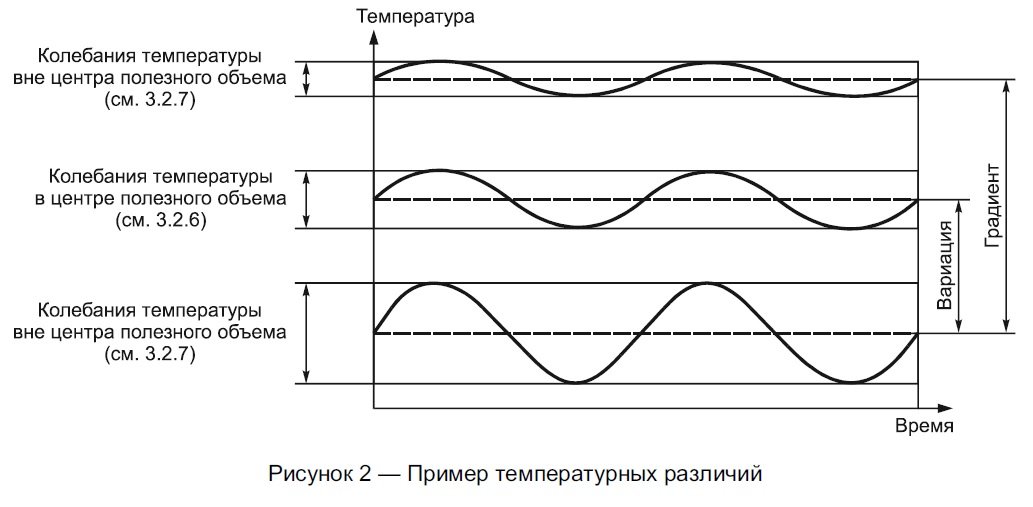
Расхождений нет. Любая камера характеризуется, как минимум, двумя значениями температуры, колебания температуры в центре (наверное это имеет ввиду производитель под "стабильностью") и вариацией или градиентом, раз заявлено "±", то скорей всего, это вариация. А обратиться к производителю стоит за разъяснениями применяемых терминов, если он не хочет применять "общедоступные". Ни какого бреда нет. Если камера способна воспроизводить температуру с "±3 °С", то аттестовать можно или на соответствие ЭД камеры, или на соответствие методу хоть с ±20 °С (это может быть полезно, если нет средств аттестации, удовлетворяющих требованиям по точности, но тогда, если потребуется "более точное воспроизведение условий, надо будет переаттестовывать), камера как воспроизводила с до ±3 °С, так и будет. А вот наоборот, в меньшую сторону, если требуется "±2 °С", нельзя, даже если при аттестации как бы укладываетесь. Но как говорится, "если нельзя, но очень хочется, то можно", только на свой страх и риск, т.к. производитель ни чего не гарантирует, а вы не можете проверить на всех возможных режимах. И в случае чего, вы ни сможете ни чего доказать. Это как в одной известной теме пытаются убедить, что если взять значения погрешности из протокола поверки, то можно оперировать ими для "более точного измерения", а не значениями из описания типа средства измерений. Вот это бред. Нет. У условий есть допустимые отклонения, это как допуск, а допуск не погрешность. Погрешность (предельно допустимая) есть у измерений температуры воздуха в камере с помощью средств измерений. А если прочитать внимательней? Чем они характеризуются? Так и у задающих устройств камер есть погрешность.....
-
Фирма "SOKKIA TOPCON Co., Ltd.", Япония и Фирма "Topcon Corporation", Япония Одна контора? Сайты есть обоих и пересекаются. При беглом просмотре ОТ можно заметить, что ПО изменились, изменились условия эксплуатации,изменились некоторые характеристики. Не знаю как в жизни, различаются по годам или нет, но этого уже достаточно для другого описания типа, что и было сделано заявителем, хотя и от него осталось только название....
-
Как говорится: "Не умничай, ткни пальцем!" (С) Напишите номер, и всё!
-
Добрый вечер? Почему не удается прикрепить файлы? И в личке нет вложений?
-
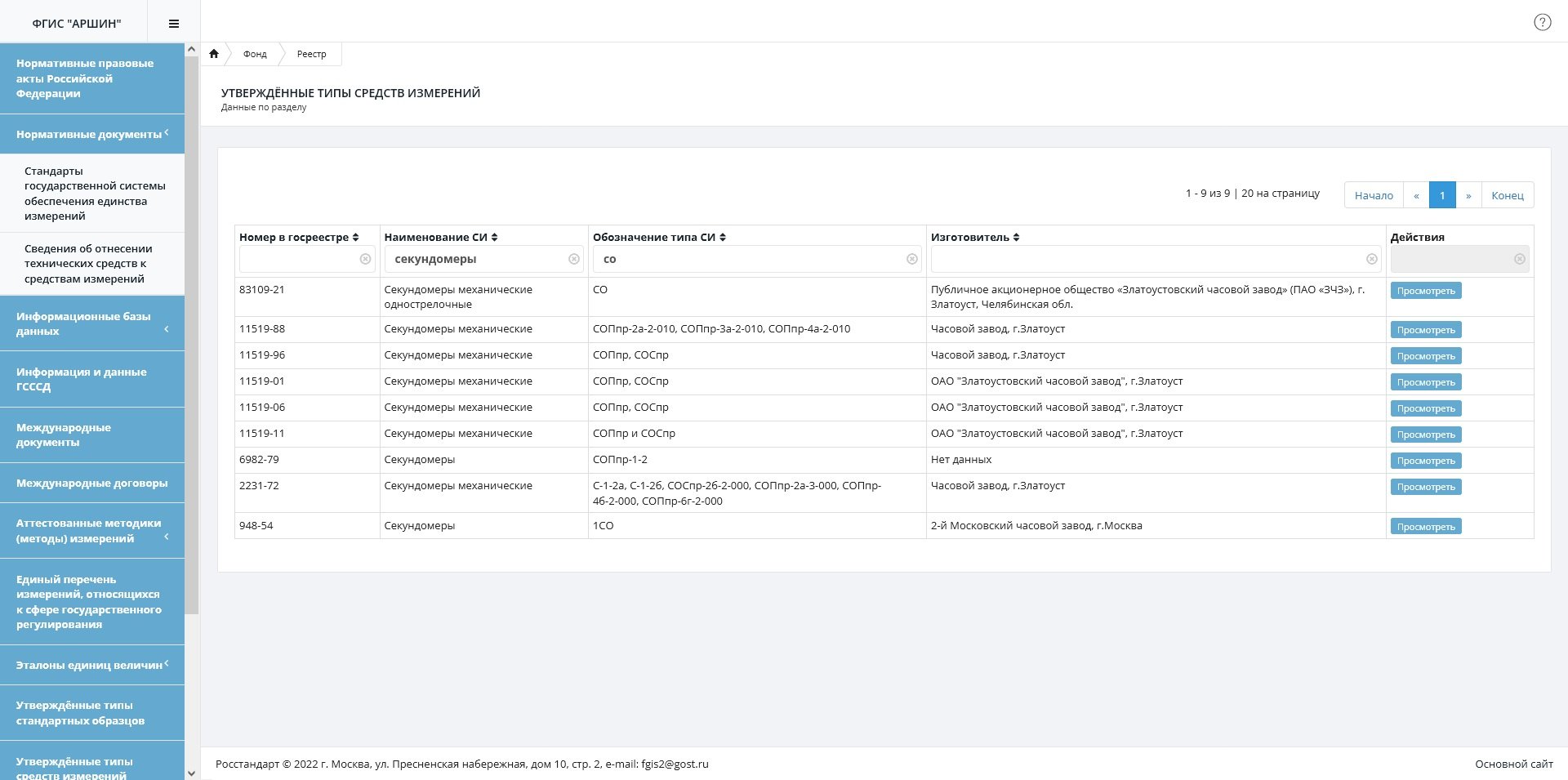
Это Вам кажется. Среди утвержденных типов нет таких. Почему-то не могу приложить Screenshot. А вот ссылка: https://fgis.gost.ru/fundmetrology/registry/4 Ну и она не туда ведет....
-
А Вы ответьте, почему они вообще поверяются?
-
Отнесение к индикаторам
LIBorisi4 ответил на тема форума автора indicator 2 в Метрологическое обеспечение производства
Во-первых, что за манометр и что за редуктор? Где применяются? В зависимости от этого манометр может быть как средством измерения, так и индикатором, а не от того, что манометр лишь в редукторе. Во-вторых, производитель свою продукцию позиционирует как индикатор. Что еще нужно? Если Вам необходим манометр как средство измерений, т,е. нормировано значение давления и его допустимое отклонение для Ваших целей применения, то ищите редуктор с внесенными в реестр манометрами или заменяйте существующие на такие. -
Вот оно чё! А мужики-то и не знают! Ни тебе разрядности и классности, взял железяку и вперед..... Какой на фиг контроль.... Прежде чем искать примеры среди часовых, д...а исполнителей или вот этих. попробовали бы "отбросить все нажитое" и понять, что говорят... Не надо приписывал авторство тому, кто им не является.
-
В очередной раз что-то прищемили? Но вы же заявляете а сделать вывод о соответствии или применить для другого без сравнения чего-либо с чем-либо невозможно. Определитесь в конце концов.... "Мечтать, как говорится, не вредно. Вредно не мечтать". (С) А новое значение за чем? Вы же обижаетесь и говорите О дальнейшем применении речи не идет.
-
И все? Точка? Ну узнали! Дальше что? Измерение ради измерения?
-
Извините, конечно, но Вы не забыли на каком форуме находитесь? Какое отношение эти примеры имеют к метрологии?
-
Оформление результата калибровки ГОСТ ISO/IEC 17025
LIBorisi4 ответил на тема форума автора natalen555 в Общие вопросы
Еще раз А если вы собрали схему, то это уже проверка характеристик. Нет сигнала с датчика - неисправность. Читай выше. Что-то выдает - пиши, что выдает.... Не надо выхватывать отдельные фразы.... -
Оформление результата калибровки ГОСТ ISO/IEC 17025
LIBorisi4 ответил на тема форума автора natalen555 в Общие вопросы
Андрей Аликович, речь не идет о том, когда дальнейшее выполнение заказанных работ невозможно. Изначально звучало: Внешний осмотр можно выполнить при приемке объекта? Верней не можно, а нужно! Опробование. Ни кто не говорит о том, что при приемке проверять функционал по полной программе. Элементарные действия включается/не включается. Если включается, то большинство СИ делает самодиагностику. Уже можно сделать вывод о чем то. Больших временных и материальных затрат это не требует. А то бывали случаи, когда говорили про несоответствия при наличии потертостей или "прибор не включается", а деньги за полную калибровку. А то, о чем я написал, указано в ГОСТ ISO/IEC 17025—2019. Клиентоориентированным надо быть. Вы много видели калибровочных лабораторий, которые до калибровки согласуют все, что указано в ГОСТе? Заказчик как раз то и знает о своем приборе все, если он им пользуется и вряд ли повезет сломанный на калибровку. А если он стоит и нужна только бумажка (для некоторых все-равно какая. главное с печатями и красивая), то да. могут и ящик с проводами привезти....