Поиск в системе
Результаты поиска по ""линейность"".
Найдено 87 результатов
-

Метод линейности при калибровке весов.
владимир 332 ответил на тема форума автора Вадим.Тк. в Методы поверки и калибровки
подзенил (прояндексил) https://dzen.ru/a/YxrroYklJwnssqhM Линейность результатов взвешивания весов Этот параметр подразумевает одинаковую чувствительность оборудования на всем интервале взвешивания. То есть, при идеальной линейности, величина погрешности не зависит от массы груза и весы взвесят грузы массами 100 г и 15 кг с одинаковой точностью, а график взвешиваний выглядит как прямая линия. Также, как и повторяемость, линейность взвешивания приобретает большое значение на высокоточном оборудовании и, обычно, не проверяется на простых весах. Величина линейных отклонений проверяется путем взвешивания калибровочных грузов на всем рабочем диапазоне. В случае выявления отклонений свыше допустимых, весы необходимо регулировать. По сути, процесс калибровки - это и есть регулировка линейности показаний электронных весов. Линейность сильно зависит от срока службы весового устройства. Поэтому даже на самых идеальных весах она со временем ухудшается. https://inner.su/articles/kalibrovka-i-poverka-vesov-klassy-tochnosti-oiml-periodichnost-i-trebovaniya/ Калибровка линейности Калибровка линейности представляет собой расширенную процедуру, при которой используются несколько калибровочных гирь для проверки точности весов в разных точках рабочего диапазона. Обычно применяются три опорные точки: нулевая, промежуточная (на уровне половины максимальной нагрузки) и точка, равная максимальной нагрузке. Такая калибровка позволяет компенсировать нелинейность весоизмерительного механизма и обеспечить одинаково высокую точность измерений во всем диапазоне взвешивания. Важно: Все гири, используемые для внешней калибровки, должны быть поверены или откалиброваны аккредитованной метрологической организацией. К каждой гире должен прилагаться сертификат калибровки с указанием действительного значения массы и класса точности. https://mcgrp.ru/files/viewer/260551/15 В весах DL предусмотрен выбор массы калибровочной гири, используемой для калибровки весов, а также калибровка линейности по нескольким точкам. При калибровке линейности необходима поочередная установка гирь разного номинала приблизительно от 10%Max до 100%Max через разные промежутки по массе, поэтому для выполнения этой процедуры пользователь должен иметь набор гирь соответствующего класса. Количество точек для настройки линейности зависит от модели весов и может составлять от 3 до 10. Возможна также калибровка весов в любой точке, входящей в процесс настройки линейности, но для достижения наилучших результатов настоятельно рекомендуется калибровать весы гирей, максимально приближенной по номиналу к пределу взвешивания весов (установлено на весах по умолчанию). может общие ? Вопросы линейной калибровки регулируются, в частности, следующими документами: ГОСТ Р ИСО 11095-2007 «Статистические методы. Линейная калибровка с использованием образцов сравнения». Р 50.1.098-2014 «Статистические методы. Определение и использование линейных функций при калибровке» (идентичен международному документу ISO/TS 28037:2010). https://files.stroyinf.ru/Data2/1/4293833/4293833096.pdf https://normativ.kontur.ru/document?moduleId=1&documentId=408299 P.S. + к оному посмотрите http://biryuchteh.ru/documentation/Дистанционное обучение/Задания/11.04.2020/мдк 01.01 средства автоматизации и измерения технологического процесса/МДК 01.01, 2М.9, 11.04.2020 .pdf https://gosmetr.ru/sub/stati/o_kalibrovochnyh_giryah_dlya_vesov/ -
Метод линейности при калибровке весов.
владимир 332 ответил на тема форума автора Вадим.Тк. в Методы поверки и калибровки
Про линейность и не только весов по Темам https://metrologu.ru/search/?&q="линейность"&search_and_or=or&sortby=relevancy -

Метод линейности при калибровке весов.
scbist ответил на тема форума автора Вадим.Тк. в Методы поверки и калибровки
Задал вопрос гуглу, но заменил слово калибровка на поверка. и Для грубых товарных весов я не помню, чтобы поверители смотрели линейность. Гугл говорит, что это важно для аналитических весов. Т.е. это требование должно быть указано в ОТ на весы, как я думаю. В МП должно быть тоже это указано. Если весы не в реестре, то производитель должен это прописать в эксплуатационных документах. -
Надеюсь, в обычной аккредитованной ИЛ нам будет достаточно проверки и юстировки весов? Т.е. обойтись без определения линейности? А то в инструкции сказано, что линейность проверяется по мере необходимости. Есть функция lin (кроме cal и span). И как мне определить, что с линейностью что то не так? Т.е. ежегодной поверки нам, надеюсь , хватит для проверяющих? Или все-таки, линейность проверять раз, допустим, в полгода?
-

Вопрос от эксперта по аккредитации. Промежуточный контроль МХ СИ
Бюро ответил на тема форума автора Мермера в Испытательные лаборатории
У всех получается, а у вас нет? "Статистический контроль качества определен как обязательный метод многими известными компаниями-производителями, приводится как обязательный или рекомендуемый метод в стандартах ГОСТ РВ 0015-002-2020, ISO 9001-2015, IATF 16949-2016, ISO 22000-2018. Статистической контроль или метод статистического управления процессами (SPC). SPC и технология. Одна из основных целей разработки процессов – достижение их стабильности и снижение изменчивости. Для достижения этих целей статистический контроль качества активно применяется на стадии подготовки процессов и для их валидации. Далее, когда стабильность процессов подтверждена и процессы запущены, контрольные карты (форма регистрации результатов статистического контроля качества) позволяют наблюдать за состоянием процессов и планомерно повышать их эффективность." Это очень широкая тема, поинтересуйтесь, может и у вас получится. Вот общий объём для понимания: "Что такое SPC. Назначение метода SPC, цели SPC Терминология: Изменчивость процесса, нормальное распределение Гистограмма Управляемость процесса (обычные и особые причины). Действия причин Излишняя регулировка. Воспроизводимость и пригодность процесса. Управление и возможности процесса Основные этапы SPC. Общие правила для объема выборки и частоты. Контрольные карты и применяемая терминология. Виды контрольных карт. Количественные контрольные карты. Карты индивидуальных значений и скользящих размахов. Карты средних размахов. Контрольные карты по альтернативному признаку. Анализ контрольных карт. Изучение карты размахов Изучение карты средних Анализ процесса. Признаки неуправляемого состояния. Воспроизводимость и пригодность процесса. Использование показателей процесса. Примеры ситуаций с различными Cpk. Требования к индексам. Введение. Процесс измерений Типы данных количественные и качественные Что включает в себя методика MSA. Результаты MSA Изменчивость измерительной системы. Классификация Отбор образцов Рациональный подход к внедрению MSA Компоненты MSA Разрешающая способность: «хорошо ли я вижу?» Смещение: «попадаю ли я в яблочко?» Линейность. Стабильность. Сходимость. Воспроизводимость GRR. Вычисление Метод «Теория обнаружения сигнала» Анализ таблиц сопряженности" -
Не инструмент создания модели- модель создана- формулой. Диаграмма показывает влияющие факторы. Странно правда показывает , судя по примеру. Калибровка это одна и та же? И для стандартного образца (mass concentration of the reference standard) и для образца пробы (peak intensity of the sample extract)? Вам для работы точно необходимы влияющие факторы на неопределенность стандартного образца? Особое место в диаграмме занимает линейность тарирования измерения массы (гы-гы). А мужики то не знают. Описывали неопределенность тарирования 15 лет, а тут вон оно чё.
-
как же все сложно. В Аршине в ОТ как раз про максимальную допускаемую погрешность. В ОТ нет информации по СКО. Линейность могу взять из паспорта. Как же мне выйти на показатель пригодности? "суммарная стандартная неопределенность, целевая неопределенность" эти показатели мне нужны? И где их взять?
-
Информацию смотрим в Аршине. В паспорте непонятно. Есть линейность 0,0002 г. Что это значит не понятно.
-
Двигатель ваз 2107 и Хонда тайпР, тоже вроде конструктивно одинаковые - оба атмосферные и по 4 цилиндра, объём по 1.6 литра, но у ваза 70 лошадей, а у хонды 160. У манометров так же - разные материалы (влияние температуры но линейность зависимости от деформации), разное количество деталей механизма влияющих на преобразование упругой деформации а перемещение стрелки, разная точности изготовления и много еще всего. Удобнее всего сравнить максимально грубый манометр - класса точности 4 и образцовый манометр класса 0.15. Если их механизмы рядом разместить, то сразу бросается в глаза разница.
-
Добрый день, Если у кого нибудь файлы с расчетами MSA? Сходимость воспроизводимость, линейность и т. п. В предыдущих ветках скидывали но найти не удалось. Буду очень признателен
-
Провести калибровку прибора. P.S. Вы бы хоть область сузили. Прибор стрелочный или просто транспортир? P.P.S. Если это электрика и отсчет по стрелке, то имеем две составляющие погрешностей. Первая это собственно электрика. Она определяет диапазон и линейность. Вторая - погрешность нанесения штрихов. Для собственно шкалы надо просто после нанесения штрихов их перемерить и определить качество (точность) нанесения. После этого решить, можно ли эту шкалу использовать. Сможет ли регулировка электрики скомпенсировать ошибки в нанесении штрихов, или шкалу надо перерисовать.
-
Нет, в Приложении 2 не про ту поправку, там поправка на температуру, а я про поправку на линейность. Про линейность не ищите, т.к. её там нет. А раз про линейность нигде документально не написано, и это только личное умозаключение, то это и нельзя использовать.
-

Ищу технологическую карту ремонта амперметра, вольтметра Э378, Э30 и тому подобные
Радик Мавлявиев ответил на тема форума автора sotamaster в Поиск документов
Ремонтировал их когда-то. Технологическая карта была простая: "разбираешь - смотришь - разбираешься - пробуешь различные способы воздействия - тестируешь". Э378 старше 10 лет практически все требуют восполнения демпфирующей жидкости между пластинами (~ПМС-50), иначе не проходит по времени успокоения. Регулировка чувствительности сильно влияет на линейность. Э30 гораздо более живучий, поверять их всегда одно удовольствие, даже сорокалетние. Успокоитель на постоянных магнитах, в норму всегда укладывался. -

Вопросы подготовки калибровочной лаборатории к аккредитации
статья в Журнале создал Данилов А.А. в Калибровка средств измерений
В данной статье предлагаются ответы на ряд вопросов, которые возникают перед сотрудниками калибровочных лабораторий при подготовке к аккредитации. Основные положения представленного материала прозвучали в июле 2017 г. в выступлении на совещании заместителей директоров ФБУ ЦСМ ПФО и были кратко изложены в журнале «Главный метролог» [1]. По просьбе редакции здесь они даются в развернутом виде и представляют не более чем мнение автора. 1. Методики калибровки средств измерений В соответствии с пунктом 55.7 критериев аккредитации [2] калибровочная лаборатория должна иметь методики калибровки средств измерений в соответствии с областью аккредитации, а в соответствии с пунктом 55.6 в) критериев аккредитации [2] калибровочная лаборатория должна осуществлять «разработку или выбор методики калибровки». Вместе с тем в примечании к пункту 5.4.5.1 ГОСТ ИСО/МЭК 17025 [3] говорится: «Международные, региональные, национальные стандарты или общепринятые технические условия, содержащие достаточную и краткую информацию о том, как | проводить испытания и/или калибровку, не нуждаются в дополнениях или переоформлении в качестве внутренних процедур, если эти стандарты написаны так, что они могут быть использованы в опубликованном виде сотрудниками лаборатории». К сожалению, перечень стандартизованных методик, которые могут быть использованы для калибровки средств измерений и из которых может быть осуществлен «выбор», крайне невелик. В него могут быть включены: приложение С ГОСТ OIML R 111-1 [4] (калибровка гирь или набора гирь), раздел 9 ГОСТ Р 8.906 [5] (калибровка манометров), раздел 11 ГОСТ 8.461 [6] (калибровка термопреобразователей сопротивления). К перечисленным могут быть добавлены примеры методик калибровки, изложенные в ГОСТ Р 54500.3 [7], ЕА 4/02 [8] и документах EURAMET [9]. Возможно, есть и другие стандартизованные методики калибровки, но об их существовании автору ничего неизвестно. Таким образом, учитывая, что выбирать почти не из чего, калибровочной лаборатории придется осуществлять разработку методик калибровки, которая может быть выполнена в соответствии с [10,11]. При этом в соответствии с пунктом 55.6 в) критериев аккредитации [2] необходимо провести опробование методики калибровки. В чем же заключается указанное опробование? Видимо в том, что должны быть реализованы положения следующих пунктов ГОСТ ИСО/МЭК 17025 [3]: «5.4.5.2 Разработанные или принятые лабораторией методики также могут быть использованы, если они пригодны и оценены... 5.4.4 Если необходимо использовать нестандартные методики, то они должны быть согласованы с заказчиком и содержать четкое описание требований заказчика и цели испытания и/или калибровки. Перед использованием разработанная методика должна пройти оценку пригодности». Таким образом, перед применением разработанной в лаборатории методики калибровки, необходимо провести ее валидацию, а впоследствии периодически проводить ее верификацию. Как рекомендовано в Руководстве Еврахим [12]: «Лаборатория может внедрить методику, прошедшую валидацию, которая, например, опубликована в качестве стандарта, или же приобрести полную измерительную систему, предназначенную для конкретного применения, у коммерческого производителя. В обоих случаях основная работа по валидации уже выполнена, однако лаборатория должна подтвердить свою способность использовать данную методику. Это и есть верификация. Это означает, что для демонстрации корректной работы методики в лаборатории должна быть проделана определенная работа. Тем не менее, объем работы будет гораздо меньшим по сравнению с валидацией методики, разработанной внутри лаборатории». Кроме того, в соответствии с пунктом 5.4.5.2 ГОСТ ИСО/МЭК 17025 [3]: «Лаборатория должна регистрировать полученные результаты, процедуру, использованную для оценки пригодности, и решение о том, подходит ли метод для целевого использования». Таким образом, калибровочная лаборатория должна не только проводить валидацию и верификацию методик калибровки, т.е оценку их пригодности, но и регистрировать полученные результаты. Обычно это делается в виде отчетов об оценке пригодности. Каким образом проводить и оформлять результаты оценки пригодности методик калибровки? Сначала следует определить, какие характеристики методики калибровки будут определяться при оценке ее пригодности и установить правила принятия решения. В соответствии с пунктом 5.4.5.3 ГОСТ ИСО/МЭК 17025 [3] в качестве валидационных характеристик используют неопределенность результатов, предел обнаружения, избирательность, линейность, предел повторяемости и/или воспроизводимости, устойчивость к внешним воздействиям и/или чувствительность к влиянию матрицы пробы/объекта испытаний. При оценке пригодности методик калибровки сравнивают полученные оценки неопределенности измерений U с допускаемыми значениями (так называемой целевой неопределенностью). Источниками целевой неопределенности могут быть [13]: требования заказчика; требования, указанные в нормативной или технической документации; границы максимально допустимой погрешности (МРЕ). Следует отметить, что при подготовке к аккредитации требования заказчика обычно еще не сформулированы ввиду отсутствия заказчика, поэтому в качестве целевой неопределенности целесообразно использовать границы максимально допустимой погрешности. При этом должно выполняться неравенство [14]: Для оценки эффективности методики калибровки примечание 2 к пункту 5.4.5.2 ГОСТ ИСО/МЭК 17025 [3] рекомендует применять следующие способы (или их сочетание): калибровка с использованием исходных эталонов и стандартных образцов; сравнение результатов, полученных с помощью других методов; межлабораторные сравнительные испытания; систематическое оценивание факторов, оказывающих влияние на результат; оценивание неопределенности результатов на основе научного осмысления теоретических принципов метода и практического опыта. Первые три способа являются реализациями сравнительного подхода, а два последних - научного [13]. В случае сравнительного подхода для установления пригодности методики калибровки обычно вычисляют смещение Е по формуле (В5) ГОСТ ISO/IEC 17043 [15]: - значение измеряемой величины и его расширенная неопределенность, полученные в результате применения методики калибровки в калибровочной лаборатории, -референтное значение измеряемой величины и его расширенная неопределенность. Методику калибровки признают пригодной, если неопределенность калибровки не превосходит целевой неопределенности, т.е. , а смещение Е < 1, о чем должно быть отмечено в отчете об оценке пригодности методики калибровки. Следует отметить, что сравнительный подход к оценке эффективности методики калибровки удается реализовать далеко не всегда, прежде всего, из-за отсутствия технических возможностей. Учитывая, что в соответствии с примечанием 3 к пункту 5.4.5.3 ГОСТ ИСО/МЭК 17025 [3] «оценка пригодности - это всегда компромисс между затратами, риском и техническими возможностями», вместо экспериментального сравнительного подхода для оценки эффективности методик калибровки приходится использовать научный подход. 2. Оформление результатов калибровки средств измерений Ниже приводятся некоторые особенности, которые следует учитывать при оформлении результатов калибровки. Во-первых, применение калибровочных клейм потеряло смысл. Учитывая, что калибровка - «установление соотношения между значениями величин с неопределенностями измерений, которые обеспечивают эталоны, и соответствующими показаниями с присущими им неопределенностями» [16], то нанесение калибровочного клейма на средство измерений не дает информации об указанном выше «установленном соотношении». Именно поэтому результаты калибровки оформляют сертификатом калибровки и протоколом калибровки, в которых приводят «установленные соотношения». При этом ни в сертификат кали бровки, ни в протокол калибровки калибровочные клейма можно также не наносить, т.к. сведения об аккредитованной калибровочной лаборатории в указанных документах должны быть приведены согласно ГОСТ ИСО/МЭК 17025 [3], равно как и сведения о лице, проводившем калибровку. Во-вторых, в некоторых случаях средство измерений, предъявленное на калибровку, может оказаться неработоспособным, что не позволяет оформить на него сертификат калибровки. Извещение о непригодности средства измерений к применению в этом случае также оформить нельзя. Как в этом случае поступить? Учитывая, что в соответствии с пунктом 5.10.5 ГОСТ ИСО/МЭК 17025 [3] протокол калибровки может содержать раздел мнение / толкование, именно там может быть сделана запись о соответствии / несоответствии результатов калибровки требованиям. И наконец, в-третьих, в соответствии с пунктом 5.10.4.1 ГОСТ ИСО/МЭК 17025 [3] «сертификат калибровки должен содержать доказательства того, что результаты измерений прослеживаются». Что же под этим понимать? Напомню, что в соответствии с [16] «2.42. Цепь метрологической прослеживаемости - последовательность эталонов и калибровок, которые используются для соотнесения результата измерения с основой для сравнения. Примечание 1 - Цепь метрологической прослеживаемости определяется через иерархию калибровки. Примечание 2 - Цепь метрологической прослеживаемости используется для установления метрологической прослеживаемости результата измерения». Примеры цепи метрологической прослеживаемости приведены в разделе 5 ГОСТ ISO 17511 [17]. Таким образом, если подходить формально, то в сертификате калибровки необходимо указать всю цепь метрологической прослеживаемости к единицам Международной системы SI. Но как это сделать? В СООМЕТ R/GM/15:2007[18] установлен порядок оформления сертификатов калибровки, выдаваемых национальными метрологическими институтами в рамках CIPM MRA, в которых предусмотрена строка: «Наименование эталонов и их статус / идентификация / доказательство «прослеживаемости», а в примечании к пункту 3.3.2 сказано: «Доказательство прослеживаемости результатов измерений с указанием всех эталонов (и их принадлежности, например, института или страны), задействованных в передаче размера единицы, должно приводиться в сертификате калибровки, если это необходимо для интерпретации результатов калибровки». Понятно, что национальные метрологические институты в качестве доказательства прослеживаемости к единицам Международной системы SI могут указать, что калибровка выполнена с помощью Государственного первичного эталона, его прослеживаемость подтверждена участием в сличениях и т.д. [19, приложение А]. Каким же образом указать прослеживаемость в сертификатах калибровки рядовыми калибровочными лабораториями? Неужели указывать всю цепь метрологической прослеживаемости? Видимо, да. 3. Формирование области аккредитации калибровочной лаборатории При формировании области аккредитации перед калибровочной лабораторией встает задача оценки наименьшей достигаемой расширенной неопределенности измерений при калибровке средств измерений, т.е. оценки так называемых калибровочных и измерительных возможностей - Calibration and Measurement Capability (CMC). В соответствии с политикой ИЛАК [19]: «5.2 Не должно быть никакой двусмысленности при выражении СМС, представленных в области аккредитации и, следовательно, в отношении наименьшей неопределенности измерения, которую, как ожидается, может достичь лаборатория при выполнении калибровки или измерения... 5.3 Неопределенность, перекрываемая СМС, должна быть выражена в виде расширенной неопределенности, имеющей установленную вероятность охвата, равную примерно 95 %... 5.4 ... При формулировании СМС лаборатории должны уделять внимание характеристикам «наилучшего существующего средства измерений», которое имеется для определенной категории калибровок... Признано, что для некоторых калибровок «наилучшее существующее средство измерений» не существует и/или вклады в неопределенность, связанные со средством измерений, значительно влияют на неопределенность. Если такие вклады в неопределенность, связанные со средством измерений, могут быть отделены от других вкладов, то вклады от средства измерений могут быть исключены из указываемых в СМС неопределенностей...». Для оценки СМС в соответствии с А4 ЕА 4/02:1999 [20] исходят из предположения, что «наименьшая выдаваемая неопределенность не должна зависеть от характеристик калибруемого прибора», т.е. калибруемое «наилучшее существующее средство измерений» идеально, а потому все вклады, связанные с неопределенностью калибруемого средства измерений, принимаются равными нулю [21]. При указанном предположении наибольший вклад в СМС будет вносить неопределенность измерений, обусловленная эталонами, применяемыми при калибровке средств измерений. При этом эталоны должны быть калиброваны, а в сертификатах их калибровки приведены расширенная неопределенность и коэффициент охвата. В таблице приведены формулы для оценки СМС калибровочной лаборатории для типовых способов калибровки мер и измерительных приборов, вывод которых выполнен в [21]. Формулы получены с использованием результатов, приведенных в [22, 23] в предположении, что все вклады, связанные с неопределенностью калибруемого средства измерений, принимаются равными нулю, а вклады неопределенности, связанные с изменчивостью показаний, оцениваемой по типу А, пренебрежимо малы, что справедливо при достаточном количестве повторных наблюдений (в противном случае их необходимо учитывать). В некоторых случаях целесообразно учитывать составляющую неопределенности измерений, обусловленную округлением результатов измерений. Таблица. Формулы для оценки СМС В таблице приняты следующие обозначения: к - коэффициент охвата,- стандартная неопределенность эталона, - стандартная неопределенность компаратора. В соответствии с СООМЕТ R/GM/32:2017 [23] «в тех случаях, когда отсутствует информация о виде распределения неопределённости измеряемой величины, часто в целях унификации также рекомендуется принимать коэффициент охвата, равным 2 (к = 2), и считать, что при этом расширенная неопределенность результата измерения будет примерно соответствовать вероятности охвата 0,95». Стандартную неопределенность эталона оценивают по типу В. Источник информации - сертификаты калибровки этих эталонов. Однако пока приходится мириться с тем фактом, что эталоны, применяемые при калибровке средств измерений, не калиброваны, а поверены. Принимая этот факт, как данность, составляющую неопределенности измерений, обусловленную эталоном, приходится оценивать самостоятельно, как составляющую по типу В.' Некоторые способы такой оценки приведены в [23], однако они, по мнению автора, чрезвычайно оптимистичны. Поскольку сведения о распределении вероятностей погрешности эталона обычно отсутствуют, логично предположить, что значения погрешности равновероятны внутри границ интервала, ограниченного пределами допускаемой погрешности ± . При этом стандартную неопределенность измерений, обусловленную эталоном, можно было бы оценить по формуле [21]: где - предел допускаемой погрешности эталона. Следует отметить, что при таком подходе будет получена оценка «сверху» стандартной неопределенности измерений, обусловленной эталоном, использование которой позволит получить оценку «сверху» СМС калибровочной лаборатории. Получив формулы для оценки наименьшей достигаемой расширенной неопределенности измерений при калибровке, возникает новая задача: как ее указать в области аккредитации в рассматриваемом случае, когда измеряемая величина представлена в виде диапазона значений? Политика ИЛАК [19] дает следующие рекомендации: «5.2...Особое внимание нужно уделить случаю, когда измеряемая величина представлена в виде диапазона значений. В этом случае неопределенность, как правило, выражается одним или более из следующих способов: а) единственное значение, которое достоверно во всем диапазоне измерения; б) диапазон, в этом случае калибровочная лаборатория должна разработать соответствующий способ выполнения интерполирования с целью получения неопределенности промежуточных значений; в) функция в явном виде, определяющая зависимость значений неопределенности от измеряемой величины или параметра; г) матрица, в которой значения неопределенности зависят от значений измеряемой величины и дополнительных параметров; д) графическая форма, обеспечивающая соответствующее разрешение по каждой из осей для получения, как минимум, двух значащих цифр для неопределенности. При указании неопределенности не допускаются открытые интервалы (например,«U < х»).» Указывать расширенную неопределенность в виде единственного значения, как рекомендуется в подпункте а) не совсем приемлемо, т.к. придется указать максимальное значение расширенной неопределенности, соответствующее, скорее всего, конечной точке диапазона измерений, а применять придется это же значение в том числе и в начале диапазона измерений. Указывать расширенную неопределенность в виде диапазона, как рекомендуется в подпункте б), потребует разработки способа интерполирования, который придется еще и обосновать. Указывать расширенную неопределенность в графической форме, как рекомендуется в подпункте д), мягко говоря, не совсем удобно (точнее, совсем не удобно). По отмеченным выше причинам способы, рекомендованные в пункте 5.2 а), б), д) политики ИЛАК [19], редко применимы. Указывать расширенную неопределенность матрицей, как рекомендуется в подпункте г), удобно, например, для гирь (см. пример 3 [24]), концевых мер длины и т.д. В случае же калибровки омметра наиболее удобно указать расширенную неопределенность формулой (см. пример 1 [24]). Надеюсь, что представленный материал будет полезен. Литература 1. Гордеев К.Ю. Актуальные вопросы деятельности государственных региональных центров метрологии в итогах совещания-семинара заместителей директоров ФБУ ЦСМ. // Гпавный метролог. 2017. № 4 (97). С. 32-43. 2. Приказ Минэкономразвития России от 30.05.2014 г. № 326 «Об утверждении Критериев аккредитации, перечня документов, подтверждающих соответствие заявителя, аккредитованного лица критериям аккредитации, и перечня документов в области стандартизации, соблюдение требований которых заявителями, аккредитованными лицами обеспечивает их соответствие критериям аккредитации». 3. ГОСТ ИСО/МЭК 17025-2009. Общие требования к компетентности испытательных и калибровочных лабораторий. 4. ГОСТ OIML R 111-1-2009 ГСИ. Гири классов точности Е1, Е2, F1, F2, М1, М1-2, М2, М2-3 и М3. Часть 1. Метрологические и технические требования. 5. ГОСТ Р 8.906-2015 ГСИ. Манометры показывающие. Эталонные средства измерений. Метрологические требования и методы испытаний. 6. ГОСТ 8.461-2009 ГСИ. Термопреобразователи сопротивления из платины, меди и никеля. Методика поверки. 7. ГОСТ Р 54500.3-2011 Неопределенность измерения. Часть 3. Руководство по выражению неопределенности измерения. 8. ЕА-4/02 М: 2013 Evaluation of the Uncertainty of Measurement In Calibration. 9. EURAMET Calibration Guides and Technical Guides Calibration Guides // URL: https://www. euramet.org/publications-media-centre/cgs-and- tgs/ 10. ГОСТ P 8.879-2014. ГСИ. Методики калибровки средств измерений. Общие требования к содержанию и изложению. 11. СООМЕТ R/GM/3V.2016 Методики калибровки средств измерений. Общие требования. 12. ЕВРАХИМ. Валидация аналитических методик / Пер. с англ. 2-го изд. Под ред. Г.Р. Нежиховского, СПб.: ЦОП «Профессия», 2016. - 312 с. 13. Волков О.О., Захаров И.П. Валидация методик калибровки: основные подходы и пути реализации // Метрология и приборы. 2013. № 2-11 (40). С. 54-58. 14. OIML G 19:2017 (Е) The role of measurement uncertainty in conformity assessment decisions in legal metrology. 15. ГОСТ ISO/IEC 17043-2013 Оценка соответствия. Основные требования к проведению проверки квалификации. 16. Международный словарь по метрологии: основные и общие понятия и соответствующие термины: Пер. с англ, и фр. / ВНИИМ им. Д. И. Менделеева, БелГИМ. - СПб.: НПО «Профессионал», 2010.- 82 с. 17. ГОСТ ISO 17511-2011 Изделия медицинские для диагностики in vitro. Измерение величин в биологических пробах. Метрологическая прослеживаемость значений, приписанных калибратором и контрольным материалам. 18. СООМЕТ R/GM/15:2007 Порядок оформления сертификатов калибровки, выдаваемых национальными метрологическими институтами в рамках CIPM MR А. 19. Р 50.1.109-2016 Политика ИЛАК в отношении неопределенности при калибровках. 20. ЕА 4/02:1999 Expressions of the Uncertainty of Measurements in Calibration. 21. Данилов A.A., Пименова Е.Ю., Тюрина Ю.Г. Практические вопросы формирования области аккредитации калибровочной лаборатории // Заводская лаборатория. Диагностика материалов. 2017. Т. 83. № 8. С. 73-76. 22. Захаров И.П., Водотыка С.В., Шевченко Е.Н. Методы, модели и бюджеты оценивания неопределенности измерений при проведении клибровок // Измерительная техника. 2011. №4. С. 20-26. 23. СООМЕТ R/GM/32:2017 Рекомендация КООМЕТ. Калибровка средств измерений. Алгоритмы обработки результатов измерений и оценивания неопределённости. 24. Данилов А.А., Тюрина Ю.Г. Примеры оценки калибровочных и измерительных возможностей калибровочной лаборатории. // Законодательная и прикладная метрология. 2017. №5. С. 31-35.- 185 комментариев
-
- 8
-

-
- калибровка
- аккредитация
- (и еще 1 )
-
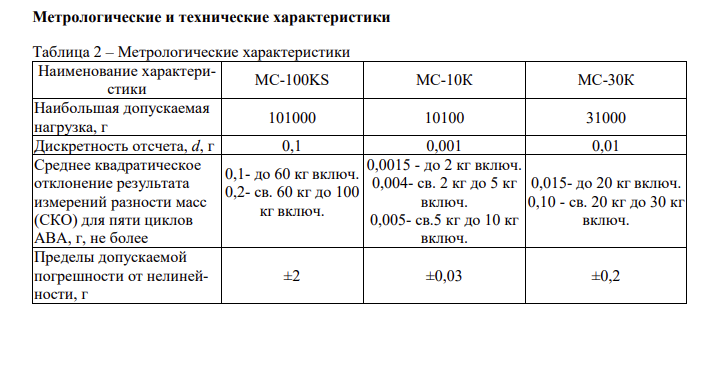
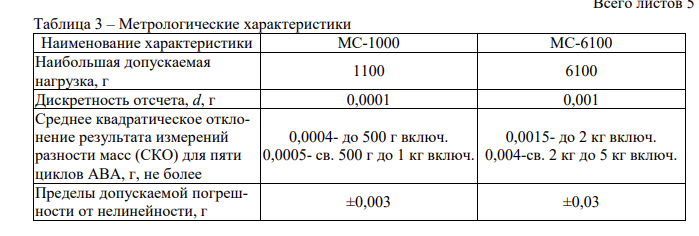
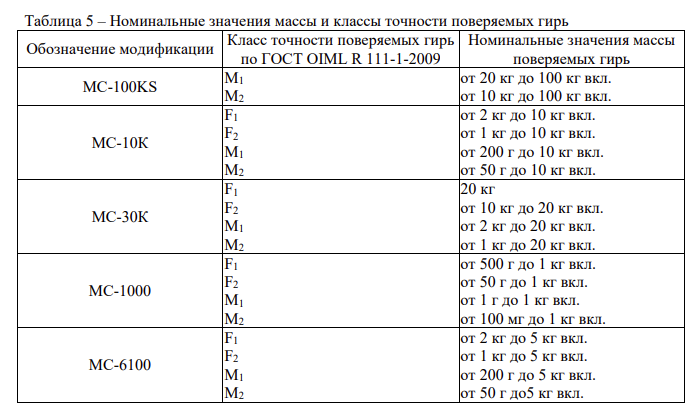
Нужны спец условия, причем очень стабильные. И весы используются с хорошо изученными и стабильными характеристиками. Основные технические характеристики компараторов массы серии AND MC Модель MC-1000 MC-6100 MC-10K MC-30K max, г 1100 6100 10100 31 кг min, г 0,0001 0,001 0,01 Повторяемость (стандартное отклонение), г 0,0005 0,004 0,005 0,015 Линейность, г ±0,003 ±0,03 ±0,2 Чувствительность к конвекции (10-30°C) ±2 ppm/°C ±3 ppm/°C Время стабилизации (в режиме Fast), с ≈1,5 Компараторы массы AND MC № Точность max Артикул Модель Цена Платформа Класс точности CAL Купить 1 0,1мг 1100г 04990 AND MC-1000 435870 руб. Ø128мм По ТУ 1кгE2 Купить 2 0,001г 6100г 04991 AND MC-6100 363240 руб. 165х165мм По ТУ 6кгE2 Купить 3 0,001г 10100г 04992 AND MC-10K 586170 руб. 270х210мм По ТУ 10кгE2 Купить 4 0,01г 31кг 04993 AND MC-30K 586170 руб. 270х210мм По ТУ 30кгE2 Купить 5 0,1г 101кг 09665 AND MC-100KS 738990 руб. 386x346мм 100кгF2 Купить Из ОТ
-
А в описании типа есть слово линейность? Открыл описание типа на первый попавшийся сарториус, о линейности не слова
-
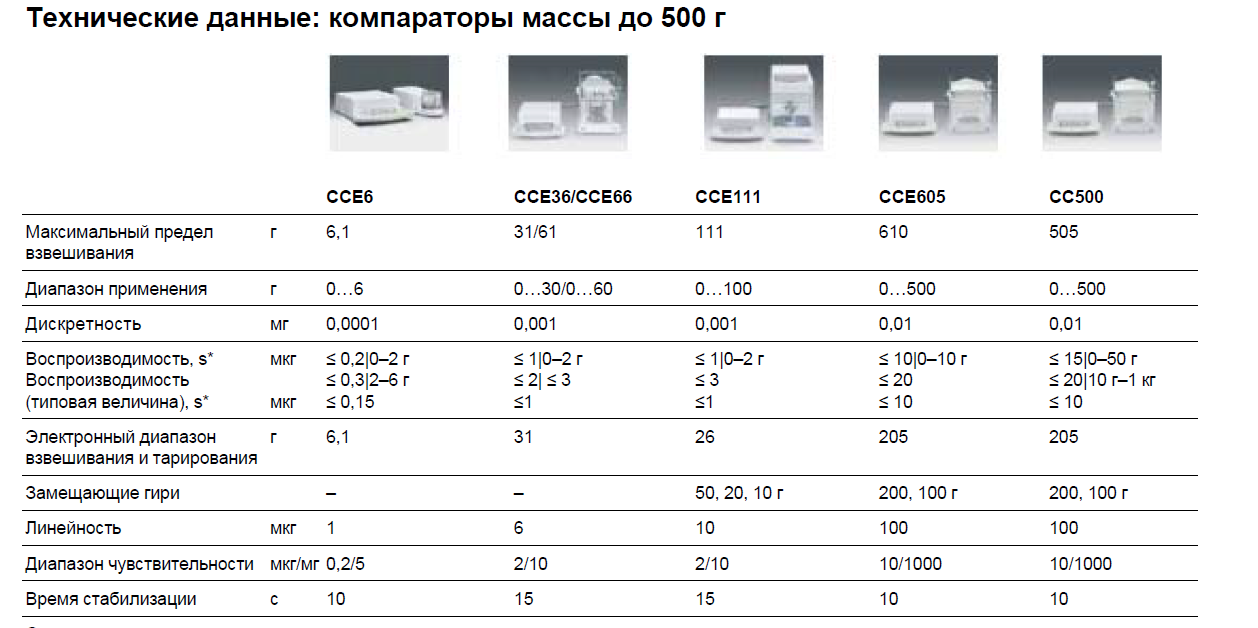
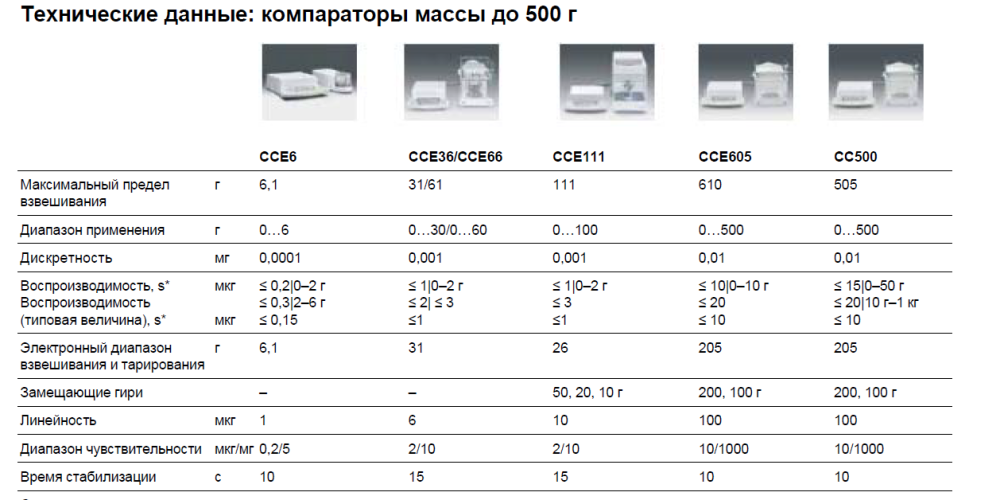
Для компаратора СС500 0-500 грамм линейность 100 мкг. Компараторы как и весы не под двум точкам настраиваются. Там ломанная характеристика.
-
Никому, в том числе и мне. Просто не совсем логичное представление погрешности в виде СКО. А в общем никто не смог внятно объяснить почему у компаратора не нормируется линейность или максимально допустимое отклонение веса сличаемых гирь. Здесь ссылки на РМГ, ГПС ничего объяснить не могут. Да компаратор те же весы, только, по моему мнению, с немного иной схемотехникой.
-
Коллеги, осмелюсь предложить посмотреть на заявленную в заголовке тему нижеследующим образом: 1) и погрешность и неопределенность измерений суть два равноправных альтернативных способа установления качества количественной оценки результата измерений, иными словами его точности; 2) в КП погрешности подразделяются на систематические и случайные. Систематические погрешности или корректируют результат измерений в виде поправок или учитываются статистически, как неисключенные (НСП); случайные погрешности учитываются всегда статистически. Погрешность результата измерений рассчитывается как некоторая композиция НСП и случайных погрешностей. Это важный момент – существуют различные способы статистического суммирования НСП и случайных погрешностей, в зависимости от их соотношения. 3) в КН неопределенности классифицируются по другому принципу – они в конечном итоге все определяются стандартными отклонениями (как систематические, так и случайные эффекты), а подразделяются они по способу их получения – непосредственно из эксперимента (тип A) или на основании уже имеющейся информации (тип B). А вот суммарная неопределенность получается простым статистическим суммированием всех составляющих – это и есть самое принципиальное отличие КН от КП. В Руководстве корректность этого подхода обосновывается байесовской интерпретацией вероятности (как по мне – выглядит слабовато). Вот и вся разница в подходах – способ суммирования составляющих. Использование того или другого подхода – это дело привычки. Из неочевидных плюшек КН, вытекающих из байесовской интерпретации, очень соблазнительным является, например, подход, когда стандартное отклонение определяется предварительно экспериментально на большом числе измерений, а в практике рутинных измерений мы просто проводим однократные измерений, используя в качестве оценки точности измерений полученное ранее стандартное отклонение. Еще два замечания, по поводу двух проблем, которые обычно вызывают бурные дискуссии: 1) КН относится к однократным измерениям точно также, как и КП. Другое дело, что все руководства и стандарты заточены под метрологов высокого левела, которые в основном имеют дело с многократными измерениями. А обычный потребитель измерений как-то выпал из зоны внимания законодателей. На практике же погрешность однократных измерений определяется (хотя и не всегда) только погрешностью используемого средства измерений. Неопределенность однократных измерений точно также определяется неопределенностью, связанной с погрешностью СИ. Или какой-то композицией неопределенностей, известной априори (рассчитанной). И, соответственно, КН предполагает обращение с погрешностью СИ также как и КП, как с одной из составляющих суммарной неопределенности измерений, часто – доминирующей (читай, единственной) составляющей. Тут вот в чем только загвоздка – там у "них" не используется термин "погрешность СИ". Точность СИ нормируется, но в каждой отрасли, а то и у каждого производителя сильно по своему. Погрешность может называться "точность" (accuracy), "линейность", может отдельно расписываться постоянная и переменная часть абсолютной погрешности СИ и т.п. В переведенных мануалах на СИ переводчики обычно не заморачиваются, переводят все термином "погрешность". Тут надо быть просто внимательным. В любом случае по большей части это интервальная оценка и надо переходить от нее к стандартному отклонению, способами, указанными в Руководстве, а в КН стандартное отклонение, это и есть (стандартная) неопределенность (точнее говоря, ее мера). 2) Оценить качество результата погрешностью или неопределенностью, это все равно что привести определение какого-нибудь термина на двух разных языках. В обоих случаях термины будут определены верно, но языки неидентичны, и определения будут несколько неидентичны. И ни одно не будет лучшим, потому что все языки равнозначны. Использование КН и КП, это как говорение на каком-либо языке – вопрос привычки и только.
-
Из описания калибратора Fluke5080A: «Спецификации включают стабильность, температурный коэффициент, линейность, регулирование линии и нагрузки и прослеживаемость от внешних эталонов, используемых для калибровки. Нет необходимости добавлять что-либо, чтобы определить общую спецификацию для указанного диапазона температур при определении неопределенности измерений... Спецификации также включают временной интервал от последней калибровки, по которой применяется спецификация, например, 24-часовой, 90-дневный и т. д.»
-

График поверки СИ: преобразователи давления типа PR, PA, PAA
su215 ответил на тема форума автора Анастасия Шершнева в Проведение поверки
Есть более свежее ОТ, 49250-16. Там другие значения. 1. При покупке датчиков вы должны были обозначить в заказе, что вам нужно. То есть ВПИ и погрешность, - не то, что вы получили, а в первую очередь,- то, что вам надо. Поэтому начните с этого этапа. Какой-то должен быть отдел закупок и т.п. 2. На этот листок ориентироваться нельзя. Хотя бы потому, что разные производители могут вкладывать разный смысл в термины. Например, у KELLERа в линейность входит гистерезис и воспроизводимость, а в суммарную погрешность входит линейность, температурный коэффициент, дрейф нуля. -
Если рабочее напряжение в норме, нет прекоса в напряжения питающих УНку линейность головки также в норме, то остаётся только сушка прибора! Напряжения у /2 высокие и возможно где-то утечка!
-
Это вы не в тему..Речь про линейность и нелинейность пространства. Сферическая система координат в этом смысле тоже самое, что и декартова.
-
Вот так и не понял, можно ли поверять с помощью Филдчека расходомеры с Модбасом, Профибасом. Филдбасом? Или достаточно поверить линейность усилителя и исправность сенсора, а то , насколько верно измеряется расход судить по показаниям на дисплее?* ( что в принципе тоже самое что и линейность усилителя)) и не поверять канал передачи данных? Можете дать однозначный ответ, не приводя текст рекламной странички с сайта Е+Н?
-

Метрология цифровых подстанций
Дмитрий Борисович ответил на тема форума автора rmetr в Метрологическое обеспечение производства
Для этого нужно хотя бы знать ЧТО вычисляется у "аналоговых сигналов"? Амплитуда?фаза? Спектр? Коэффициент гармоник? За какие интервалы времени? Разрядность АЦП? Непрерывность ? И.т.д. Это за разработчика Вы не посчитаете никогда! Только грубая оценка. Динамический диапазон входных сигналов = 6дБ х (чсло разрядов АЦП). Но ведь только разработчик знает тип микросхемы! А у неё будут еще нормиооваться - значашие разряды...линейность... АЦП может быть 24-разрядный...а значащих будет только 16..18.. А это уже нужно смотреть Даташит на неё... там есть графики S/N ... в том числе в зависимости от температуры...от питающих напряжений... и О! от качества разводки печатной платы!!! Погрешность ЧЕГО?какой величины?? Есть основа - теория Котельникова. Но это теория. А практика имект порою другие понимания... одной методичкой не обойдешься. У меня целый шкаф литературы по цЫфровой обработке... И каждый случай - индивидуальный. Только разработчик ... схемы...и дальше разработчик ПО. По поводу ПО это вообще отдельно..